盾构主驱动系统组装质量控制要点分析
2022-04-20李陶朦LITaomeng
李陶朦/LI Tao-meng
(中铁隧道局集团有限公司 设备分公司,河南 洛阳 471009)
随着我国轨道交通、市政、水利、铁路等重大基建工程的大力开发建设,盾构已在各个基建工程中得到了广泛应用,且由于中国盾构制造厂家打破国外技术垄断,各个系统部件基本实现国产化替代,从而使国产盾构数量逐年快速增长。盾构产量迅速扩张的背景下,盾构施工过程中的各种问题也越来越突显,尤其是盾构的核心系统——主驱动系统出现的问题越来越多。
由于目前技术限制,主驱动系统一旦在隧洞内出现问题,均无法及时快速解决,轻则停工数周,重则停工数年,不仅给整个工程工期造成非常大的影响,还可能造成无法估量的重大损失。主驱动系统的组装质量越来越被业主、施工单位、制造单位重视,本文从设备监理视角研究主驱动装配过程和技术、分析监理质量控制要点、探讨监理技术要求,以期帮助提高主驱动系统的装配质量和可靠性,为业主、施工单位、制造单位提供技术支持和经验借鉴。
1 盾构主驱动系统的组装技术
1.1 主驱动结构组成
主驱动系统一般由驱动箱、主轴承、密封、密封隔环、密封跑道、油脂环、刀盘驱动盘等主要部件组成,其中密封包含内、外两套密封结构,内外密封结构原理相同。部分盾构主驱动系统带有伸缩结构可实现主驱动前后伸缩、360°球铰摆动功能。以某15m 级盾构为例,介绍其主驱动系统外密封结构(图1),该盾构主驱动系统带有伸缩结构。另外,部分盾构主驱动系统的密封为指形密封,但主驱动系统结构原理基本一致,本文不再赘述。

图1 主驱动系统外密封结构
1.2 主驱动组装过程
盾构主驱动系统装配主要过程如图2 所示,主要包括系统部件的安装前清理、部件装配、主驱动密封腔室保压、主轴承齿圈与减速箱传动齿轮的啮合接触面积测量等过程。
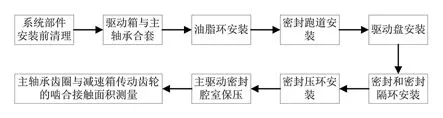
图2 主驱动系统组装流程图
1.3 监理介入
主驱动系统是盾构最核心的系统之一,是盾构开挖掘进的核心动力机构,盾构始发掘进后在隧洞内基本无较好的方法拆解更换或修复,纵观国内外盾构发展历史,凡是盾构主驱动系统在掘进过程中损坏的均付出了非常大的代价,例如美国西雅图17m 级超大盾构主驱动密封损坏[1],修复时间历时2 年盾构才恢复掘进。主驱动系统功能正常与否直接影响整个工程的建设进度、质量和投资,是整个工程施工成败的最关键系统。对于不同的地质要求、不同的厂家理念、不同的采购单位需求,盾构的设计各不相同,盾构是货真价实的非标产品[2],主驱动系统也多种多样。这就要求设备监理要从盾构的设计开始介入,充分了解工程地质特点、施工单位的要求、制造厂家的理念,熟悉设备采购合同、设计方案等文件对设备的要求,并以此为依据编制设备监理服务质量计划,确定监理过程中重要的质量控制点和控制方法,报业主审批后作为监理工作的依据。
2 主驱动组装监理质量控制要点
2.1 主驱动组装前质量控制
主驱动各部件组装具有不可逆性,在组装前设备监理人员需要重点做好文件审核、外观质量审查等工作,监理质量监控的主要内容如下。
1)审核主要部件的品牌、技术参数等与采购合同、设计文件的一致性,防止出现质量不合格品或与合同设计不符的部件蒙混过关。
2)重点检查各个装配结合面,尤其是密封跑道、密封隔环、各类齿面,不能有磕碰、毛刺等损坏情况,否则将造成密封割伤、异常磨损或齿面挤压刮伤、甚至过载时齿崩裂等严重质量安全隐患。
3)检查主驱动各部件表面清洁情况,各部件表面和孔内部不能存在锈蚀、油污、铁屑等异物,否则可能造成主驱动系统部件异常磨损或主驱动箱内齿轮油污染等严重后果。
2.2 主驱动组装过程质量控制
主驱动组装过程,设备监理人员需重点监控部件吊装安装、螺栓紧固、装配尺寸等重点组装质量。
2.2.1 吊装质量控制
主驱动组装过程设备监理人员重点把控各部件吊装安全,防止吊装过程由于人员操作不当或未按照装配工艺要求进行安装造成主驱动部件二次损坏。如图3 所示,由于装配人员未按照主驱动装配工艺要求安装主驱动,导致主驱动固定的大部分拉伸螺栓的螺纹损伤无法继续使用,设备监理人员要求全部更换新的拉伸螺栓。

图3 主驱动组装
2.2.2 螺栓紧固质量控制
主驱动各系统部件的连接螺栓大小、等级均不一样,在螺栓预紧固之后,需要根据设计图纸要求确定各部件之间的连接螺栓紧固扭矩。在此过程中,监理人员需根据设计图纸要求复核主驱动各部件间的连接螺栓紧固扭矩合规,不允许螺栓紧固扭矩过大或不足。
2.2.3 密封装配尺寸质量控制
主驱动密封安装过程设备监理人员须旁站监督,确保密封安装过程无二次损伤。每道密封安装完成后,设备监理人员需根据设计图纸要求检查每道密封的装配尺寸,防止密封安装不符合设计图纸要求影响密封效果或造成密封异常磨损。另外,监理人员应注意检查密封腔室各个密封润滑油脂通道的通畅性。
2.3 主驱动密封腔室保压质量控制
主驱动密封安装完成后,若密封为指形密封只需要对两道密封间的密封腔室进行泄露性保压试验;若密封为唇形密封则需要进行密封设计最大承压压力的保压试验。在保压试验前设备监理人员须提前向制造单位了解清楚保压方案,明确保压压力、保压时间和压降标准。
在每道密封腔室根据保压方案加压到最大压力后,设备监理人员需要求试验人员及时断开压力动力源,然后才能开始保压试验计时。每道密封腔室保压结束后,设备监理人员需检查压降是否满足保压方案要求。
2.4 主轴承齿圈与减速箱传动齿轮啮合面积控制
主驱动密封安装完成后将安装主驱动减速箱的传动齿轮,在减速箱的传动齿轮安装完成后,设备监理人员应要求制造单位测量主轴承齿圈与减速箱传动齿轮的啮合接触面积。设备监理人员需先了解清楚测量方法和啮合面积标准,在啮合接触面积检测过程中需旁站见证,确保测量试验不受外界影响,然后见证啮合接触面积计算过程,并将测量试验结果与啮合面积标准进行比对,全面精准把控主轴承齿圈与减速箱传动齿轮的啮合接触面积的质量控制。
3 盾构主驱动组装典型问题分析及建议
3.1 部件参数与设计或合同不符
某引水项目10m 级盾构在主驱动安装前,设备监理人员发现主轴承质量资料上显示主轴承使用寿命仅10 000h,与设备采购合同上要求使用寿命大于15 000h 的主轴承存在较大差距。设备监理人员立即要求制造厂家停工,并上报给设备监理委托方,经过召开专题会议讨论,最终决定要求制造厂家按照采购合同要求更换使用寿命大于15 000h 的主轴承。
主轴承使用寿命直接关系到主驱动系统的使用时间,也决定盾构的使用寿命,设备监理人员在主驱动系统组装前,必须严格审查各系统部件的质量资料上的相关参数是否符合采购合同、设计文件等要求,防止不合格品流入给主驱动系统造成难以估量的安全质量隐患。
3.2 主驱动内密封漏装
某铁路项目开挖直径11m 级的大泥水盾构,在主驱动系统组装过程中,设备监理人员发现主驱动内密封仅安装2 道唇形密封,比设计图纸要求的4 道唇形密封少了2 道。设备监理人员发现该严重设计不符合项后,立即要求制造单位停工并与制造单位的设计人员进行沟通,该制造单位承认主驱动密封漏装属于装配人员重大工作失误。设备监理人员要求制造单位拆出已经安装的2 道密封,要求重新安装4 道主驱动内密封。
主驱动密封是主驱动承压的受力载体,若主驱动密封漏装未被设备监理人员及时发现并纠正,将给盾构施工带来极其严重的安全隐患,主驱动密封无法承压可能导致盾构瘫痪停机,工程工期滞后和投资损失无法估量。
3.3 主轴承齿圈与减速箱传动齿轮啮合面积与设计不符
珠江三角洲水资源配置工程是目前世界上输水压力最高和盾构隧洞最长的调水工程,盾构法输水隧洞长125.627km[3],盾构隧洞的埋深在40~60m 范围[4]。某国内知名盾构制造单位负责制造的一批6m 级盾构,设备监理人员在主驱动系统安装见证时,发现有2 台盾构的主轴承齿圈与减速箱传动齿轮的啮合接触面积不符合设计要求。设备监理人员在发现上述问题后均立即要求制造单位停工,重新更换新的主轴承。若主轴承齿圈与减速箱传动齿轮的啮合接触面积不符合设计要求,可能造成主轴承或减速箱传动齿轮的齿异常磨损、受力不均齿面崩裂等严重后果,从而导致盾构瘫痪,严重影响整个工程的施工进度和巨大的经济损失。
3.4 主驱动箱内掉入螺栓垫片
某开挖直径10m 级盾构主驱动密封安装完成,在安装减速箱传动齿轮时由于装配人员未按照安装要求严格把控现场的安装环境,将放置驱动箱边沿的一筐螺栓和垫片碰倒,螺栓和垫片调入驱动箱内。设备监理人员在发现此严重问题后,立即要求装配人员停工检查掉落到驱动箱内的螺栓和垫片数量,但装配人员无法确认具体的掉落数量。为了保证主驱动系统安装质量,设备监理人员要求制造单位将已经安装完成的主驱动全部拆解、重新组装,确保主驱动系统内部不遗留任何异物,避免给主驱动带来任何严重的安全质量隐患。
4 结语
根据中国工程机械工业协会统计数据,我国自2018 年以来盾构年产量均在500 台已上,国产前3 名盾构制造厂家2019 年以来盾构年产量均超过百台[5],由此可见各个盾构制造厂家的生产任务非常重,盾构制造过程质量把控基本全靠自觉、不受监督。盾构主驱动系统作为决定盾构正常掘进的最关键系统部件,随着国内盾构主驱动系统在施工掘进过程出故障的案例越来越多,主驱动系统组装过程必须全程接受业主单位或第三方设备监理单位全程监督,但限于专业知识限制业主单位很少有对主驱动系统装配和监理技术比较了解的,故在盾构主驱动系统组装监理时有以下几点建议。
1)业主单位应派遣专业技术人员或聘请专业的盾构设备监理人员全程监督把控主驱动系统组装过程。
2)每台盾构的主驱动系统组装过程必须要专业人员进行全过程旁站监督,确保主驱动系统安装程序合规、安装结果符合设计要求。
3)主驱动系统部件安装前及安装过程专业设备监理人员均需要及时检查各部件的外观清洁情况、完好程度,确保每个系统部件干净完好无损,杜绝残次品、损伤件流入。
4)主驱动系统安装过程应及时审查每个试验方案和试验标准,重点监控试验过程的合规性和试验结果的准确性,才能确保主驱动系统装配质量合格、功能正常。O