预处理对WE43A稀土镁合金铸件焊补接头的影响
2022-04-15管晓光王淑花盖志宏
管晓光, 王淑花, 李 航, 李 冬, 盖志宏
(1.黑龙江科技大学 材料科学与工程学院, 哈尔滨 150022; 2.庆安交通运输局 庆安 152400; 3.浙江省慈溪市汇丽机电股份有限公司, 浙江 慈溪 315333)
0 引 言
镁合金作为21世纪最具潜力的绿色工程材料,具有比强度高、电磁屏蔽性好等优势,在航空、航天等领域应用广泛。但稀土镁合金塑性成形、焊接性较差,存在晶粒粗大、裂纹等问题,成为制约镁合金焊接构件生产的技术难题。镁合金的焊接尤以焊补问题最为突出。有研究表明,热处理可以有效提高焊接接头的质量[1-2]。从国内外研究[3-7]来看,研究多集中在焊接裂纹或残余应力分析、稀土镁合金复合材料制备工艺、多角度挤压方式、轧制工艺变化、位错诱导等对稀土镁合金组织和塑性性能的作用机制等方面。笔者以有代表性的稀土镁合金WE43A为研究对象,研究焊前预处理对WE43A镁合金TIG焊法焊补接头组织及性能的影响,为稀土镁合金焊接及其批量化生产提供一定的借鉴依据。
1 实 验
母材WE43A铸造稀土镁合金及焊丝的化学成分见表1。焊接时使用直径φ为6 mm的WE43A焊丝,其化学成分与母材相同。

表1 WE43A铸造稀土镁合金化学成份
将WE43A镁合金铸锭铣成100 mm×55 mm×6 mm的试样,共12块,刨孔后施焊,刨孔如图1所示。

图1 刨孔尺寸Fig. 1 Schamatic dimensions of digging up holes
焊前热处理工艺如图2所示,分未预处理、预热、预热+T4、预热+T6四种,选用钨极氩弧焊焊接。工艺参数:焊接电流200 A,焊接速度8 mm/s,氩气流量14 L/min。经过预处理的焊件,自下而上顺时针旋转快速一次性补焊。
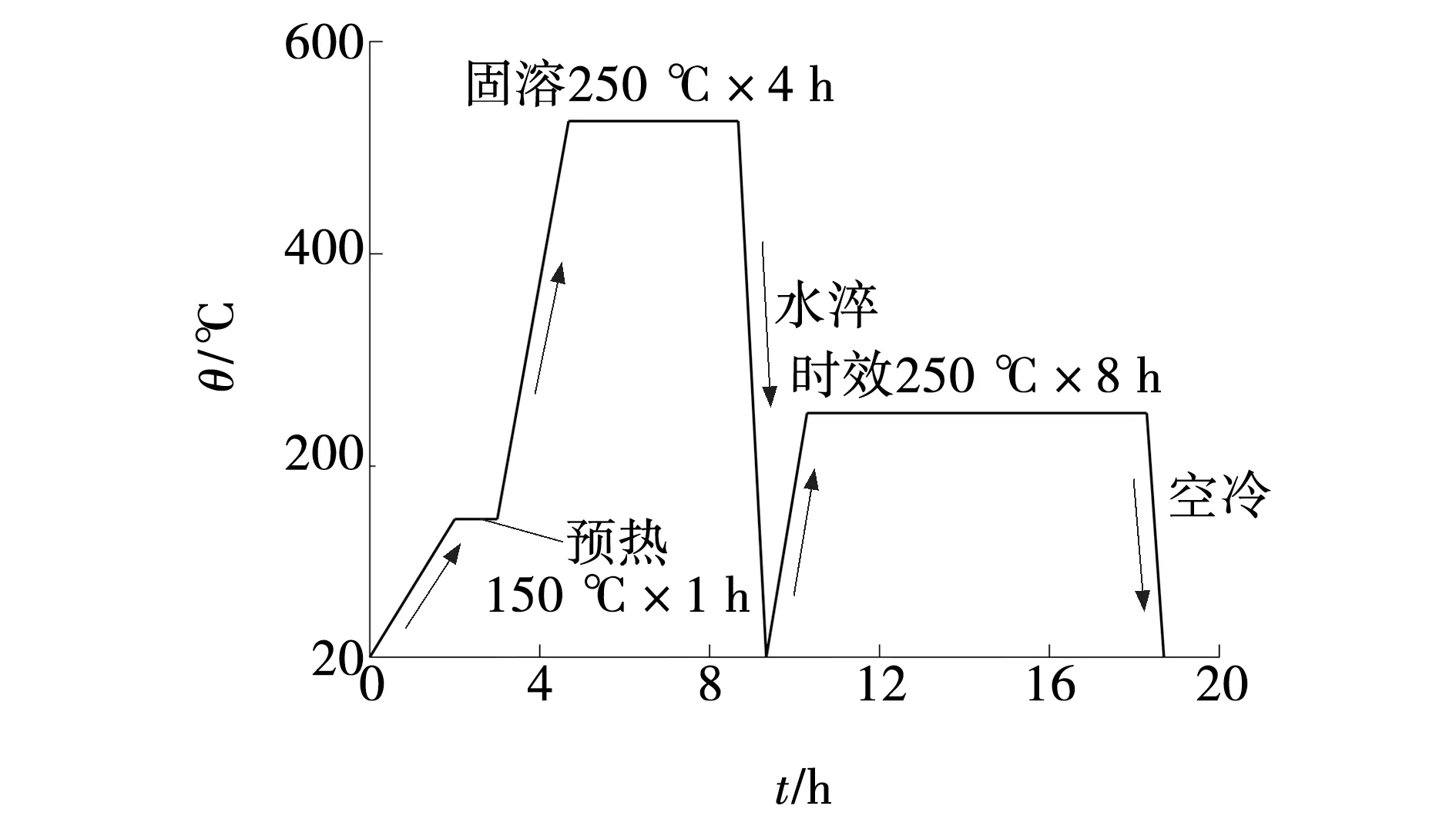
图2 预处理工艺Fig. 2 Schematic of pretreatment processes
2 结果与分析
补焊后发现未进行预处理的200 A下WE43A焊补出现少量裂纹。图3为焊接电流为200 A时焊补接头焊缝区的X射线衍射分布曲线。由图3可知,WE43A镁合金TIG焊接接头物相为α-Mg固溶体和Mg41Nd5、Mg12Y5等析出相。
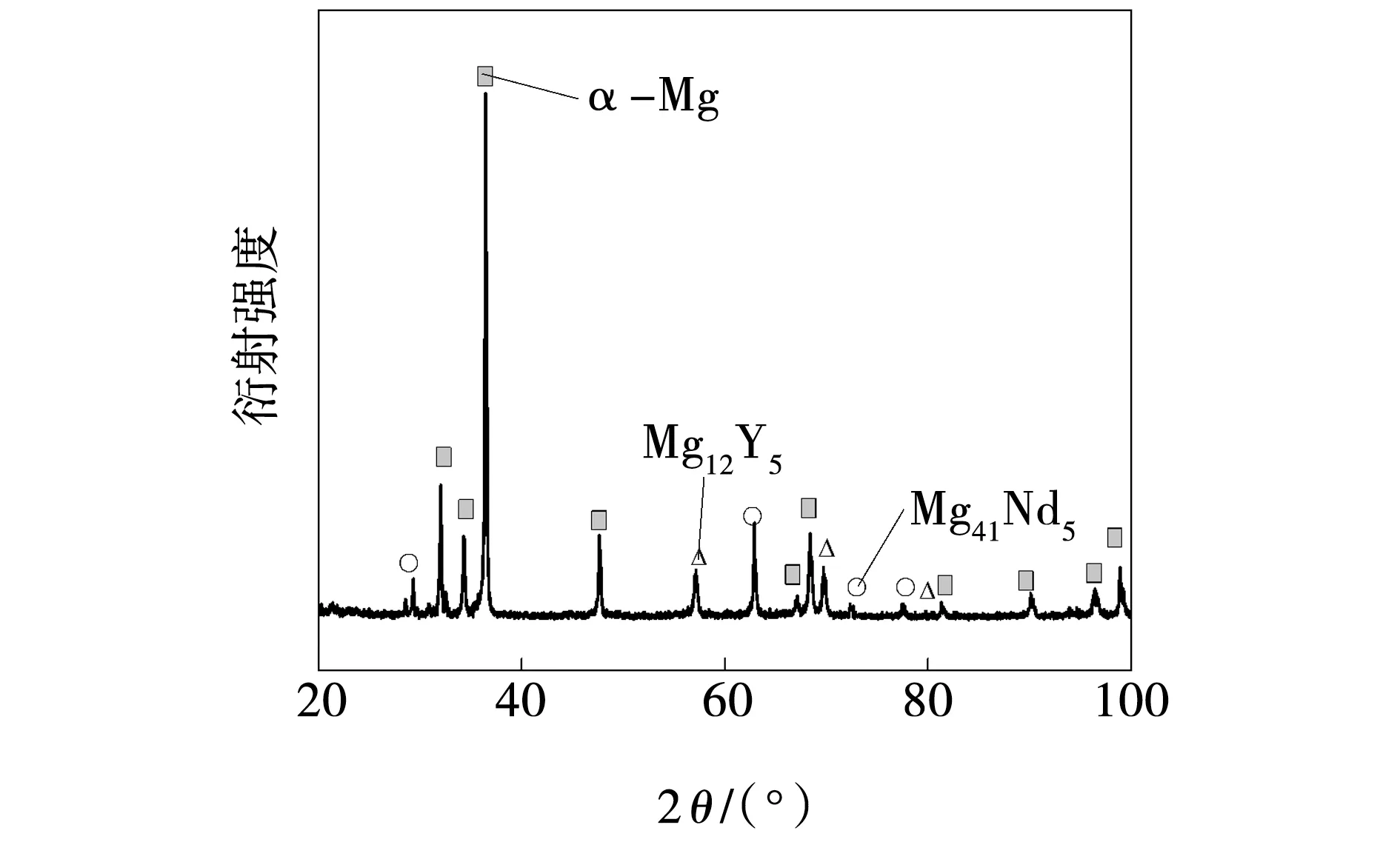
图3 焊缝区的X射线衍射分布曲线Fig. 3 X-ray distribution curve of weld zone
2.1 预处理对显微组织的影响
WE43A镁合金铸件母材显微组织如图4所示。其组织为等轴晶,平均晶粒尺寸大约为60 μm。由图4可以看出,显微组织中颜色较深的为基体α-Mg,沿晶界分布的亮色部分为合金凝固过程中形成的二次相Mg41Nd5,在晶界内部呈细颗粒状分布Mg12Y5。

图4 WE43A母材显微组织Fig. 4 Microstructure of WE43A base metal
不同预处理工艺下的WE43A铸件焊补接头的焊缝区和熔合区的显微组织如图5、6所示。
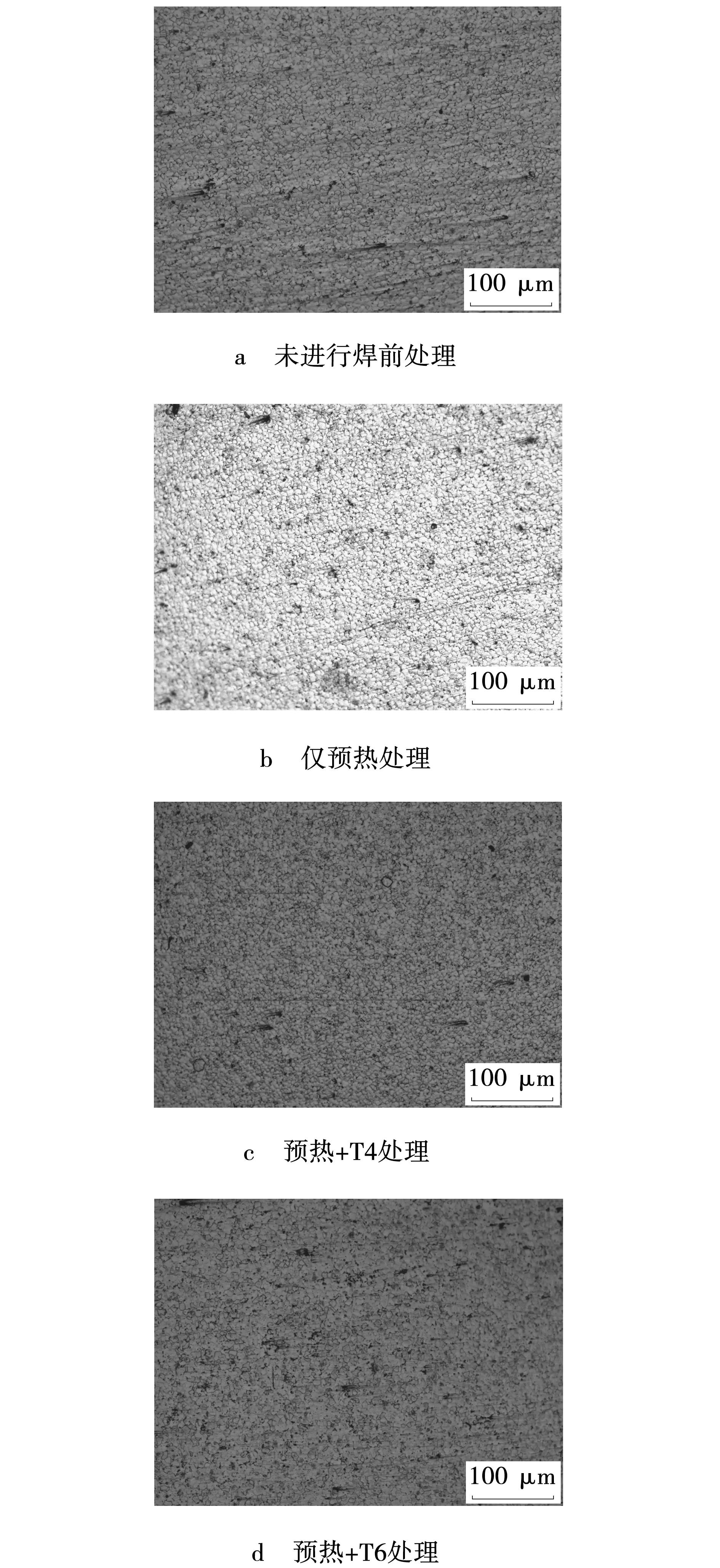
图5 不同焊前预处理方式的焊缝区显微组织Fig. 5 Microstructure of weld zone under different pretreatment methods before repair welding
由图5可知,焊缝区处的晶粒由等轴晶组成。其中,预热+T6处理的焊缝区的组织最为细小,最细可达42 μm。分析原因是经过预处理的铸件组织变得更为均匀,补焊时的温度差变小,去除了部分热应力,经T4或T6处理,析出物变多,钉扎作用加强。在补焊焊接过程中,Mg合金自身有热传导速度快,母材吸收大量的热而熔化,促进了焊缝区金属的快速凝固结晶,二者共同作用促进异质形核颗粒增多,加之高熔点的稀土化合物析出钉扎作用促进了晶粒细化。由图6可知,与焊缝区相比,热影响区晶粒粗大且较宽,这是镁合金的熔点低、导热快、热量不断向母材传递,促使热影响组织热量过多,稀土化合物对晶界的钉扎作用降低,晶粒变得粗大。由于不同预处理工艺的作用,其对焊缝区与熔合区的作用和影响趋势类似。
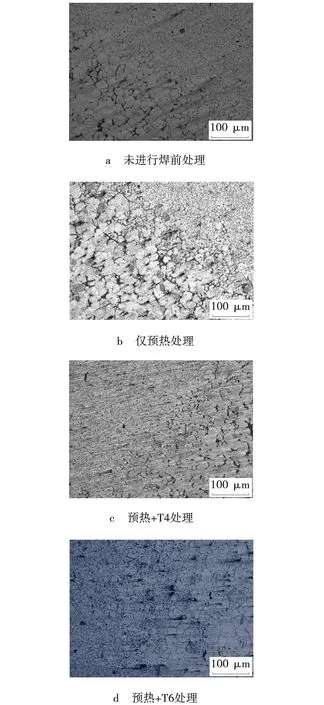
图6 不同焊前预处理方式的熔合区显微组织Fig. 6 Microstructure of fusion zone under different pretreatment methods before repair welding
2.2 预处理对显微硬度的影响
图7为不同预处理对WE43A铸件焊补接头显微硬度的影响。由图7可知,焊补接头焊缝区显微硬度最高、热影响区最低。分析原因是焊补过程中冷却速度极快,异质形核颗粒增多,促使晶粒细化,加之冷却过程中Y、Nd等稀化合物的钉扎和Zr的异质形核的共同作用促使晶粒细化和强化,使焊缝区硬度值高于母材。热影响区过大的热输入,晶粒粗化,弥散强化作用很弱,基体α-Mg质软,导致该区域显微硬度值最低。其组织变化从图5、图6焊缝区及熔合区显微形貌可以得到证实。
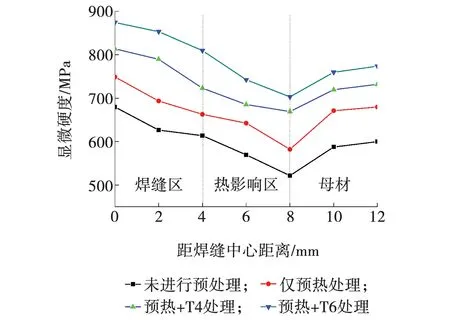
图7 不同预处理方式的补焊接头显微硬度曲线Fig. 7 Microhardness curves of repair welding joints under different pretreatment methods
与未进行预处理焊补接头相比,预处理工艺不同时,焊补接头中产生了内应力以及变形能。变形能量的输入促使基体中产生亚晶组织,细化晶粒。部分变形能促使焊接接头内能升高,处于亚稳定态,促使第二相粒子必然沿着位错线及晶界析出,促使显微硬度大于未进行预处理的焊补接头。从焊缝区显微硬度变化来看,预热+T6处理WE43A铸件焊补接头显微硬度最高达870 MPa,未处理的WE43A铸件焊补接头显微硬度最低为600 MPa,预热+T4的WE43A铸件焊补接头显微硬度和预热处理的WE43A铸件补焊接头显微硬度都好于未预处理的WE43A铸件焊补接头显微硬度。预热+T4处理的要高于WE43A铸件焊补接头的显微硬度。可能原因是,不同预处理工艺促使晶界或晶内第二相粒子的析出逐渐变多,组织更加均匀所致。从图5、图6熔合区未预处理、预热、预热+T4和预热+T6的铸件焊补接头的显微组织也进一步证实了这点。因此,预处理工艺为预热+T6时,焊补接头各区域的显微硬度较其他工艺有所提升,预处理工艺较为理想。
2.3 预处理对热裂纹倾向的影响
图8为盲孔法贴应力片测试补焊电流为200 A时不同预处理工艺对WE43A铸件焊补接头焊缝区头残余应力的影响。由图8可知,与未进行预处理的焊补件的残余应力σ相比,经预处理之后,焊缝中心区残余应力均有不同程度的降低。这说明焊前预处理确实可以减少焊补接头的焊后残余应力。预热+T6处理的试件残余应力值最低达40 MPa。
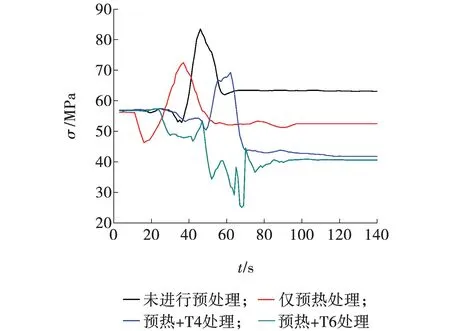
图8 不同预处理下的焊补接头焊缝区的残余应力曲线Fig. 8 Residual stress curves in weld zone of repair welding joints under different pretreatment methods
图9为未预处理WE43A焊补件裂纹附近线扫结果。从不同预处理的焊补件看,发现200 A电流下未预处理的焊补件出现少量裂纹。可能是未进行预处理,镁合金的冷却过程中组织不均匀性提高,不连续的网状析出物Mg41Nd5沿晶界析出不均匀,促使塑形降低,低熔点共晶相仍处于液态且存在时间较其他预处理时间长,在拉应力的作用下液膜收缩受到抑制,其它液相来不及补充,液相凝固产生了热裂纹。未进行焊前预处理的焊补件组织不均匀,出现的二次析出物较多,残余应力比其他预处理大,从而出现热裂纹倾向最大,因此未预处理件最容易产生裂纹。
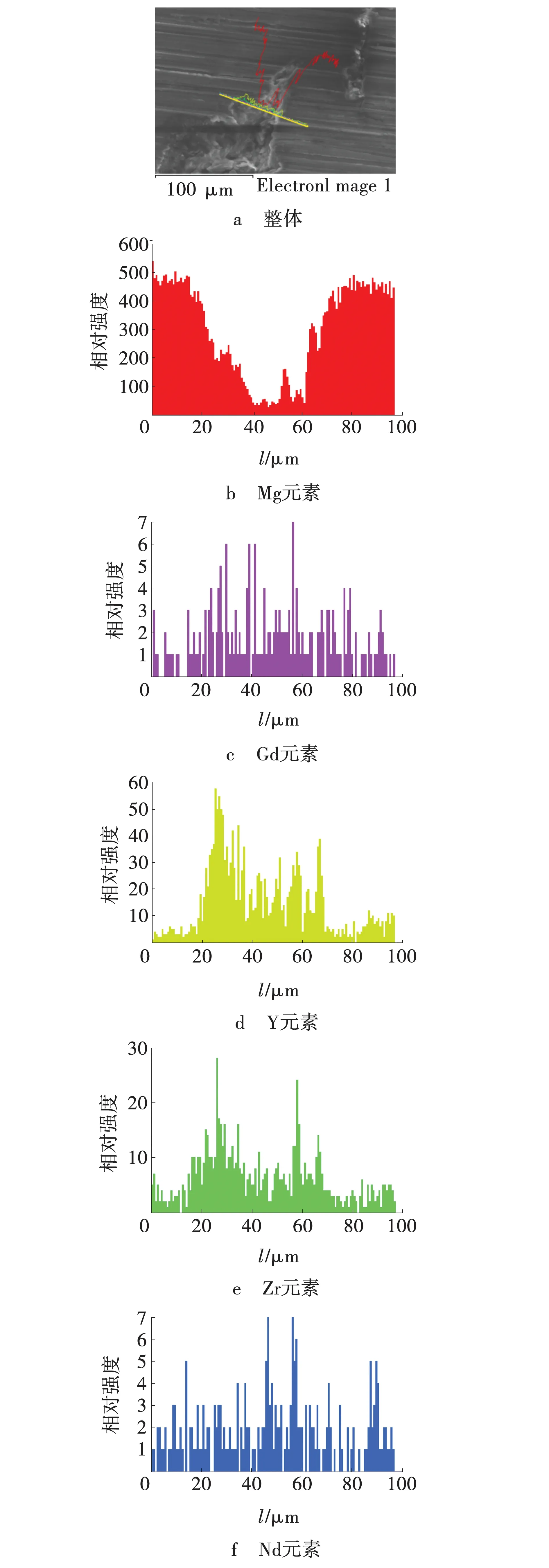
图9 未预处理WE43A焊补件裂纹附近线扫Fig. 9 Line scan nearby WE43A repair welding cracking under no pretreatment
由图9的线扫,结合图5和图6,焊缝区和熔合区的显微组织进一步证实了焊补时未预处理出现焊补接裂纹的原因。其他有预处理工艺的组织分布相对均匀,晶粒内部和晶界的二次析出物相对均匀,单位体积内的低熔点共晶物相对含量少,加之残余应力小,因此焊补件未出现裂纹。
3 结 论
(1)焊前预热+T6处理可以有效细化WE43A铸造稀土镁合金焊补接头组织。其焊缝区晶粒尺寸约为42 μm,焊缝区细化率约为30%,还可有效减少焊接残余应力,最低残余应力约为40 MPa。
(2)未进行焊前热处理WE43A铸造稀土镁合金焊补试件,焊后残余应力最大可达65 MPa,产生焊接裂纹的倾向最大。
(3)采用TIG焊方法,选用WE43A焊丝,在200 A焊接电流下对WE43A镁合金铸件进行补焊,焊前进行150 ℃预热1 h+T6热处理(250℃固溶4 h后淬火250 ℃人工时效8 h),产生焊补裂纹倾向小,预处理工艺最优。
