MBR 技术在污水处理中的应用和研究进展
2022-04-14刘建军韩丰泽
刘建军,吕 凤,韩丰泽,马 乾
(1.北京碧水源科技股份有限公司,北京 102206;2.武汉纺织大学环境工程学院,武汉 430000)
随着工业化和城市化的发展,生活垃圾逐年增加,大量排放导致水质不断恶化。各国努力控制污水排放标准,升级超载污水处理技术以满足越来越严格的地方水质标准。膜生物反应器(MBR)具有污染物去除效率高、出水质量高、剩余污泥产量低和占地面积小等良好特点,在污水处理应用中占比逐渐增大[1-6]。MBR 在国内的研究和商业应用取得了明显的进展。
1 MBR 概述
MBR 是一种类似于微滤和悬浮生长生物反应器组合的膜工艺[7](图1),被广泛用于市政废水和工业废水处理。与常规活性污泥工艺相比,MBR 工艺具有出水质量高、占地面积小、多余污泥产生量较少等优点;但由于能耗高、膜污染,极大地限制MBR 的发展,随着能源消耗和膜材料的优化,使这项技术成为更现实可行的选择。

图1 现场规模的MBR 系统
MBR 工艺反硝化效果不佳,结垢和运行成本昂贵等阻碍MBR 在实际工艺中的进一步应用[8],MBR膜的能耗较传统工艺高,在药剂的使用上也比传统工艺多[9]。从运行成本和持续性方面来看,MBR 在实际工艺中并不十分受欢迎。陈军[10]发现常规分离式MBR 运行能耗为3~4 kWh/m3,淹没式MBR 运行能耗为0.6~2.0 kWh/m3,要远高于活性污泥法(0.3~0.4 kWh/m3)。MBR 应用网对世界范围内近20年700 余座大型MBR 污水处理厂的应用情况进行统计发现,MBR 在实际应用中使用率不断下降(图2),主要是因为运行成本昂贵、膜污染严重、膜组件成本较高[11]。
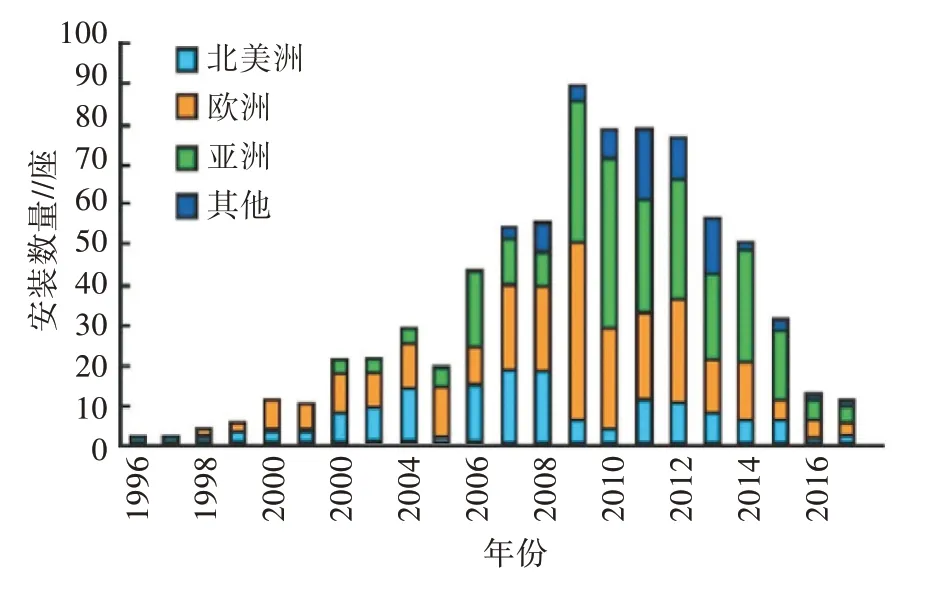
图2 1996—2017 年MBR 工程应用数量趋势
MBR 技术起源于20 世纪60 年代的美国,MBR研究与应用可分为3 个阶段[12]。
第一阶段(1966—1980 年):美国Dorr-oliver 公司首先将MBR 用于废水处理研究;1968 年,好氧活性污泥法与超滤膜相结合的MBR 用于处理城市污水;1969 年美国获得了分离式MBR 技术专利。在20 世纪70 年代初期,膜生产技术的限制阻碍了MBR 的应用,直到20 世纪70 年代后期,好氧MBR 才开始在北美大规模应用[13]。
第二阶段(1980—1995 年):20 世纪70 年代末期,因为国土面积小和地面水体径流距离短,日本的环境自净能力差、生态系统脆弱。MBR 凭借占地面积小和出水水质优良的优势,在应用中有飞速的进展。
第三阶段(1995 年以后):MBR 在欧洲和中国得到发展,处理对象从生活污水扩展到工业废水。MBR 已经进入实用化阶段。其处理对象从生活污水扩展到高浓度有机废水和难降解工业废水,如制药废水、化工废水、粪便污水等[13]。21 世纪后,随着膜分离技术、组装结构和设备制造发展的进步,以及中国对于污水处理排放标准的提高,MBR 工艺在中国得到了非常广泛的应用[14]。
MBR 自1966 年开始发展到2022 年,已经接近60 年,随着科技和时代的进步,原有的MBR 技术不断被科研人员改进并优化。MBR 种类也由最初的单一MBR,发展到与各种技术相结合处理能力更加高效的综合工艺。新型MBR 的研发应当继续进行,还需同步探究膜污染的机理。
2 MBR 工艺及其研究进展
2.1 MBR 工艺的组成
MBR 主要由生物反应器和膜组件组成。生物反应器主要降解有机物质,膜组件是MBR 的核心构件,根据两者的结合方式有较多分类方式。按膜组件类型分为螺旋卷式、板框式、圆管式、中空纤维式和毛细管式5 种类型;按膜组件在反应器中的作用,膜反应器分为3 类,曝气式MBR、膜分离MBR、萃取式MBR;按照膜系统的组成可分为微滤MBR、超滤MBR、纳滤MBR、渗透汽化MBR 等;按需氧方式可分为厌氧和好氧2 大类。厌氧MBR 针对高难度有机废水的处理,好氧MBR 针对城市和生活污水的处理;按膜组件和生物反应器的相对位置可分为分置式和一体式[15]。新型MBR 有厌氧氨氧化MBR[16]、振动MBR(VMBR)[17,18]、空气喷射MBR(ASMBR)[18]、自成型动态膜MBR(SFD-MBR)[19]、缓压渗透MBR(PRO-MBR)[20]、微生物燃料电池MBR(MFC-MBR)[21]、一体式厌氧膜MBR 反渗透氯化工艺、移动床MBR(MB-MBR)、缺氧-好氧MBR(A/O-MBR)[22]等。
2.2 新型MBR 工艺研究进展
2.2.1 厌氧氨氧化MBR 厌氧氨氧化是氨(NH4+)在厌氧条件下氧化为氮气并且将提供的亚硝酸盐(NO2-)作为还原剂的过程[23]。与传统的生物脱氮工艺相比,厌氧氨氧化可以减少60%的曝气量,减少100%的外源电子供体,减少90%的污泥产量[24]。然而,厌氧氨氧化菌(AnAOB)的生长速度较慢(倍增时间为10~14 d),这极大限制了厌氧氨氧化工艺的应用[25,26]。
Jiang 等[16]设计了一个圆柱形厌氧氨氧化MBR,在运行了174 d(前74 d 为启动器,后100 d 为正式运行期)后发现,在厌氧氨氧化MBR 的正式运行过程中,氨氮和亚硝酸氮的平均去除率均超过95%,微生物群落中浮霉状菌从0.05%增加到27.42%,变形菌门从73.92%急剧下降到30.19%,也证明了AnAOB的富集,体现了该装置优秀的脱氮性能。
2.2.2 振动MBR 振动MBR 工作原理是膜组件不断在MBR 内按一定频率振动产生剪切力,提高除污效率并且减少膜污染发生的频率。振动剪切强化处理膜组件首先由埃默里维尔的新逻辑研究公司开发,起源于1992 年阿曼多提出的动态分离概念。Low 等[27]进一步证明,膜振动在废水处理和回收过程中使用成本较低。膜振动、往复运动或旋转已被证明是MBR 应用中更加节能的技术,因为其比能量可完全应用于旋转电机,产生剪切应力。Wang 等[18]建立了一种新型振动平板陶瓷膜生物反应器(VM⁃BR),与ASMBR 在相同条件下运行,研究不同剪切速率对处理性能、污垢控制和比能量需求的影响。结果表明,VMBR 在3 个阶段均延缓了跨膜压差(TMP)增加,有效地控制膜污染,VMBR 比ASMBR的污染率低约为70%。混合液的粒度分布显示,VMBR 中的胶体和生物聚合物簇显著减少,相较于ASMBR,VMBR 延缓膜污染的能力更强。VMBR 技术大多数仅停留在实验室规模且研究较少,该技术并没有广泛应用于市面上。因此,仍需对VMBR 中滤饼层特征进行分析,研究VMBR 在不同的剪切力条件下的除污能力,探索内部污染机理。
2.2.3 自成型动态膜生物反应器(SFD-MBR)动态膜生物反应器(DMBR)用廉价的微网材料替代MBR中的滤膜,利用污水在通过基材时截留下来的污泥颗粒形成生物膜来起到净化进水和过滤作用的一种新型污水处理工艺[28]。DMBR 通常采用淹没式动态膜生物反应器(图3)。
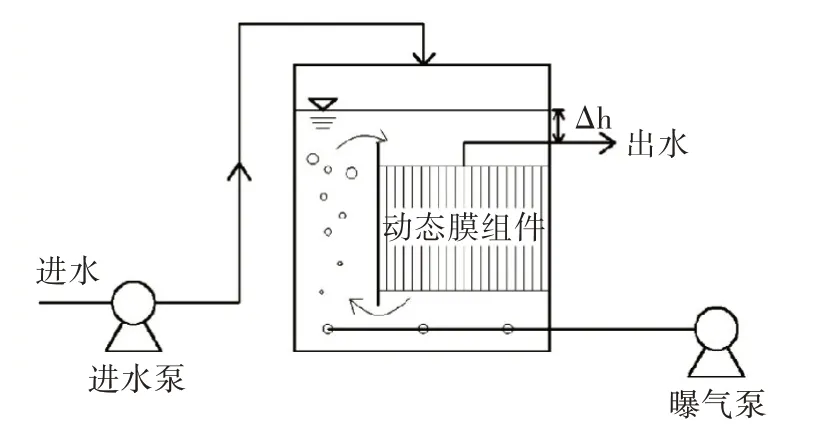
图3 动态膜生物反应器
在DMBR 基础上又发展出新型DMBR,农产品向食品的工业转化包括各种加工过程,并产生具有重复使用价值的废水。超滤MBR 的聚合物膜的性能很大程度上取决于污染现象的预防和解决,为解决这一局限,使用微滤网取代超滤膜的SFD-MBR技术被提出[29]。Vergine 等[19]处理罐头和酒厂废水,建立两台小型SFD-MBR,在好氧条件下运行87 d。结果显示,有机物去除率始终高于90%,并且观察到活性污泥特性会影响过滤性能,尤其是毛细抽吸时间(阈值为11 s),该参数可以作为SFD-MBR 过滤性能的早期预警。SFD-MBR 对有机物去除效果良好,对活性污泥截留效果良好,有潜力成为广泛处理酒厂和罐头厂废水的新型MBR 工艺。
2.2.4 工程缓压渗透膜生物反应器(PRO-MBR)渗透膜生物反应器(OMBR)因其出水质量高和抗污染性强,在废水处理和回用方面受到越来越多的关注。然而,高能耗限制了OMBR 的广泛应用。为解决 这 一 问 题,Liu 等[20]提 出 了 一 种 新 型 的PROMBR,以提高其经济可行性。与传统的FO-MBR 相比,PRO-MBR 具有优良的污染物去除性能,并可以回收大量能量(4.1 kWh/100(m2·d))。与FO-MBR相比,水回收的比能耗降低了10.02%。
PRO-MBR 工艺作为一种新型的前置膜生物反应器,相较于传统的前置膜生物反应器有较强的污染物去除能力和水通量性能,并可以产生大量的能量(4.1 kWh/100(m2·d)),比能耗也降低了10.02%。但该工艺受到严重且复杂的膜污染,膜污染导致的通量下降也限制了PRO-MBR 的发电性能。该技术在废水处理和回收中的应用值得进一步研究,且应着重于膜污染的研究。
3 膜工艺的主要问题
膜工艺被广泛应用于实际污水处理中,并取得了良好的水处理效果。但在应用过程中也暴露出明显的缺点,例如能耗高、抗冲击负荷能力不强。全规模MBR 工艺的平均建设投资和运营费用是传统活性污泥工艺的1.7 倍[30]。城市污水的MBR 装置的平均总资本投资为3 800元/(m3·d),相比之下,2012年,中国城市污水处理厂平均成本为2 200元/(m3·d)[30]。膜通量限制降低,如果需要维持膜通量,则需要更大的压力,因此膜污染或膜孔堵塞导致更高的能耗[31]。此外,为了避免在罐膜中出现的严重的膜污染,必须使用相对较高的溶解氧,该特征进一步加剧了高能耗。
3.1 膜工艺的高能耗
随着水质标准的提高、制膜成本的降低和膜性能的改善,MBR 污水处理工艺受到广泛关注,然而高昂的能耗支出却极大阻碍了其发展和应用。何晓卫[32]以昆明某污水厂开展MBR 工艺节能技术的研究,得出以下结论。①MBR 工艺污水处理厂能耗较高,其中88.1%来源于电耗,而电耗的63.0%用于鼓风曝气;②多点进水能降耗,多点进水能提高后置缺氧池反硝化的效果,多点进水位置为厌氧池、缺氧池和好氧池,进水比例为4∶4∶2 时出水效果较好。孙剑宇[33]将膜池曝气系统工程改造成脉冲曝气模式,在不加剧膜污染的前提下,脉冲曝气可以降低膜池曝气量31%,平均吨水能耗降低0.11 kWh/m3,确定了该MBR 工程最佳曝气条件(平均SAD 值)为33 m3/(m2·h)。Wang 等[34]对中国东太湖流域全规模MBR 工艺的废水特性和能耗性能进行研究,发现全尺寸MBR 工艺在2014 年平均单位能耗(SEC)为0.58 kWh/m3,2018 年SEC 值大幅下降(全尺寸MBR工艺的SEC 为0.52 kWh/m3,CAS 规格的SEC 为0.46 kWh/m3),主要降低能耗的方式为调节吸水泵和曝气方式。
膜工艺的高能耗是普遍存在的,目前大多数工程均采用调节曝气方式来降低能耗,但是为了取得最佳曝气量要经过大量尝试,膜工艺的高能耗在实际应用中十分棘手。
3.2 膜工艺的抗水量冲击能力
膜工艺应用在实际工程中会受到持续不断的冲击,如温度、污染物浓度、水量、溶解氧、碳源、pH 等,其中水质水量的影响最为重要。膜工艺的抗水量冲击负荷能力较差,由于膜的最大通量往往是一个定值,超过此数值后,TMP 会急剧增大,导致了严重的膜污染,出水水质也会变差,因此不能通过更大的流量[35]。王翔宇等[36]发现MBR 系统在临界通量下,膜通量越小,膜污染越慢;膜通量在临界通量以上,膜污染在短时间内迅速发展。膜通量为4.16 L/(m2·h)时,不仅能有效控制膜污染,而且处理化学需氧量(COD)的效率也较高。当进水量多于活性污泥系统设计量时,出水水质就会变差,超出的水量无法被系统处理,所以在通常情况下,系统实际进水量要低于设计量。李军等[37]采用中试规模的缺氧生物滤池对于污水厂中二沉池的出水进行深度处理,研究不同水力负荷下的脱氮效果。结果表示,当水力负荷大于等于4.3 m3/(m2·h)时,滤池对TN 去除率可达到90%以上;当水力负荷增加至5.4 m3/(m2·h)时,滤池将TN 降至5 mg/L 以下,平均去除率为84%。葛铜岗等[38]用潜流湿地在较高水力负荷下运行,发现随着水力负荷增加,即从0.5 m3/(m2·h)增至2.0 m3/(m2·h)时,人工湿地系统对水体COD、NH3-N、TP 的平均负荷削减量均呈现先快速增加后相对平稳又快速降低的趋势,并得出了系统较佳水力负荷为1.2 m3/(m2·h)。这表明系统的实际水力负荷超过或者低于设计水力负荷,系统对于污染物的去除能力就会下降。
除了水力负荷之外,水力停留时间(HRT)也是在污水处理过程中的一个重要的设计参数。随着季节的变化和居民生活饮食习惯的变化,水质水量也在不断变化,如果水量过大则会导致污泥浓度下降,影响硝化细菌的正常活动,会造成污染物去除率下降,情况严重甚至会造成系统崩溃。
HRT 是指待处理污水在反应器内的平均停留时间,是MBR 的一个重要参数同时也是膜工艺的抗冲击能力的一个重要指标,HRT 过小,污水中污泥停留过短,对污泥中的细菌生长不利,特别是对于硝化细菌来说,HRT 过大保证反应器营造了利于硝化细菌生长的环境,但是增加HRT,反应器池容也就增大,建造成本也越高。因此,在最佳HRT 下运行是保证MBR 可以更好运用的关键所在。在实际的应用中,要控制HRT 在一个合适的区间内,才能保证去除率的稳定。彭小明等[39]研究不同HRT 下氨氮和COD 去除率的变化,其中HRT 分别为2、4、6、8、10 h 的平均去除率分别为92.5%、94.3%、95.4%、94.8%、91.2%。随着HRT 的增加,COD 去除率有一定增加,在6 h 去除率已基本稳定,之后随着HRT 增长,COD 去除率反而减少。这是因为系统启动开始,增加HRT 可以提高污泥的含量,微生物数量增加,但继续增加HRT 会造成污泥含量过高,微生物内源呼吸加剧,影响污泥的活性,微生物之间因为争食而大量死亡,进而导致COD 去除率降低。HRT 也会影响微生物代谢行为,Wang 等[34]用浸入式中空纤维MBR 现场试验,将HRT 设置成6、8、12 h,TMP 由0 升至0.03 MPa 的时间分别为18、23、27 d,溶解性微生物产物(SMP)分别为5%、6%和9%。HRT 的延长使得膜组件运行时间缩短,影响污泥活性和微生物代谢,微生物代谢产物SMP 含量也随之增加,进而加快膜的污染过程。因此,优化HRT 可以改善膜污染的程度。
4 MBR 的实际应用
MBR 主要用于处理废水,如工业污水、城市废水、市政废水、医院废水等,MBR 的优势十分明显,能耗高、抗冲击负荷能力弱等缺点也同样不能忽视。孙剑宇[33]通过对膜池曝气系统工程的改造实现了脉冲曝气模式,降低了31%的膜池曝气量,进而降低了成本。目前也出现了一些降低能耗的方法,如厌氧工艺和膜工艺结合,提取污水中部分能量,进而减少水处理能耗。近年来AnMBR 的应用范围已经从处理城市污水扩增到处理食品加工废水、废弃活性污泥等高浓度工艺废水[40,41],为降低AnMBR 设备维护成本,开发出多种复合式AnMBR 系统[42],如复合式折流板厌氧反应器处理高浓度感光洗印废水和啤酒废水[43,44],复合式厌氧反应器-SBR 工艺处理人工屠宰废水[45]。Mccarty 等[46]在AnMBR 处理过程中发现,废水中的有机物被生物转化为富含甲烷的沼气,产生的沼气可以抵消废水处理的能源需求。AnMBR 可以避免大量曝气,通过厌氧消化回收甲烷进一步降低系统能耗[47]。Xu 等[48]通过对MBR 曝气系统和运行方式进行改进,相比较于常规MBR 曝气系统,新型MBR 曝气系统的气水比可降低20%左右,反冲洗周期至少可延长1.2 倍以上,新型MBR 能耗可降低14%左右。
MBR 主要是通过优化曝气系统来降低能耗。通过延缓膜污染可以降低能耗,张珂仪[49]通过施加低频交流电来延缓膜污染,但因为电能成本较高,在实际工程中往往难以使用。膜污染机理十分复,实际工艺往往更倾向于直接改善曝气系统。此外,MBR 的发展仍然面临重大挑战,包括城市污水中有机物和营养物含量低、盐度增加、膜稳定性、膜污染和出现抑制物质等问题。
5 小结
MBR 在污水处理过程中占有十分重要的地位。MBR 对于污水的处理主要存在膜污染严重、运行能耗大、抗水力负荷能力较弱等问题。MBR 系统在污水处理中具有良好的应用前景,但膜污染和成本问题仍是限制其在污水处理应用中的主要因素。
随着MBR 在环境工程中应用的不断深入,新型MBR 也越来越多被提出,如通过电场来辅助MBR 延缓膜污染、通过振动产生剪切力来控制膜污染等。减少运行期间的能源需求和延缓膜污染将是MBR技术的研究重点,集成式MBR 有望被大规模使用。
