探究用PU胶黏结汽车玻璃附件的过程控制方法
2022-04-14马明辉
马明辉
横河电机(中国)有限公司 上海 200061
引言
随着中国汽车市场规模的不断扩大,消费者对汽车要求的不断提高,依靠科技的不断进步,整车设计时,在汽车前挡风玻璃上集成了各式各样的功能,由于安全玻璃的安全标准限制,附件不可能在玻璃上做机械固定,只能采用黏结的形式固定。经过科技人员的不懈研究,聚氨酯(PU)黏结剂被证实是汽车玻璃附件的最佳黏结剂。一般情况下,玻璃附件的材料为金属或塑料,玻璃的主要成分是二氧化硅,聚氨酯是合成的化学材料,要让三者形成稳定的链接性能又引入了硅烷偶联剂作为底剂加强黏合效果,因此整个黏结系统会涉及5个物质,分别是玻璃、玻璃底剂、PU胶、附件底剂、附件,相互之间的位置关系,如图1汽车玻璃黏结系统示意图所示。整个系统中任何一个环节发生异常,都会产生黏结不良,而化学反应过程又是不能被直接观察和测量的,因此对于关键因素的识别和控制就是控制黏结结果的关键。

图1 汽车玻璃黏结系统示意图
1 原理概述
1.1 PU胶即聚氨酯黏结剂,其分子链中含有-NCO基(异氰酸酯基)或-NH-COO-基(氨基甲酯基),具有高度的极性和活泼性,特别是-NCO基团可以和多种活泼的官能团反应,如-OH,-COOH,-NH2,-SH,-NHR,-CONH2,-CONHR,-SO2NH2等,反应形成界面化学键,而且分子间能形成氢键,产生较高的内聚力[1]。-NCO分子链结构,如图2所示。

图2 NCO基团分子链图
1.2 底剂
硅烷偶联剂是一类在分子中同时具有不同性质官能团(可水解基团和非水解基团)的有机硅化合物,一端可以与无机材料(如金属,玻璃)表面的羟基反应形成共价键,另一端与有机物生成共价键[2],从而让两种不同性质的材料偶联在一起,起到复合材料性能的作用。如图3和图4所示。

图3 硅烷偶联剂反应机理
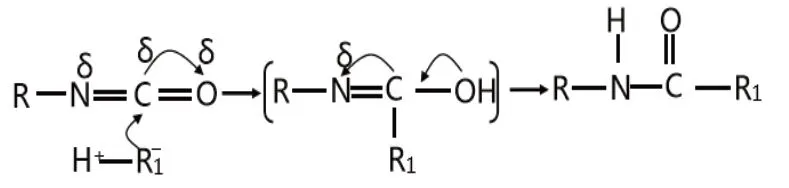
图4 NCO基团反应机理
1.3 黏结机理
金属或玻璃表面吸附水,羟基或金属氧化物,-NCO与水反应的脲键与氧化物之间通过氢键螯合形成酰脲-氧化物络合物,造就不同物质的黏结强度。
1.4 界面浸润
固体表面和液体表面接触时,原来的气-固界面消失,形成新的液-固界面,液-固界面的浸润性用θ角度大小来表示,θ角度越小,表示浸润性越强,反之越差,如果达到完全浸润,则高聚物在两相界面上物理吸附所产生的黏结强度,比高聚物本身内聚强度还要大。浸润角原理如图5所示。
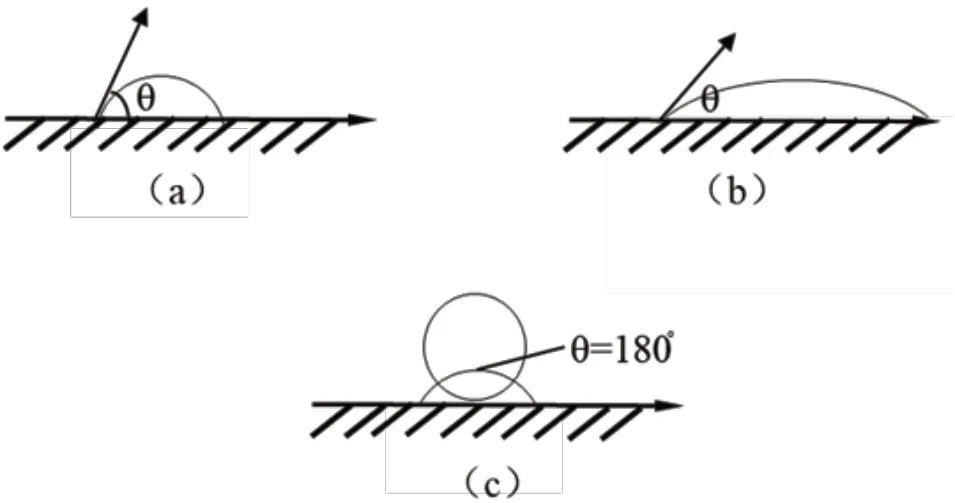
图5 浸润性原理图
2 工艺过程概述
工艺工程师根据PU胶,硅烷偶联剂的分子结构,反应机理以及环境要求设计工艺实现过程。
2.1 工艺过程设计
玻璃和附件处理,开始时分两方面来单独设计,到黏结胶合工序,合二为一,完成黏结过程,具体工艺流程设计如图6,黏结工艺流程图所示。
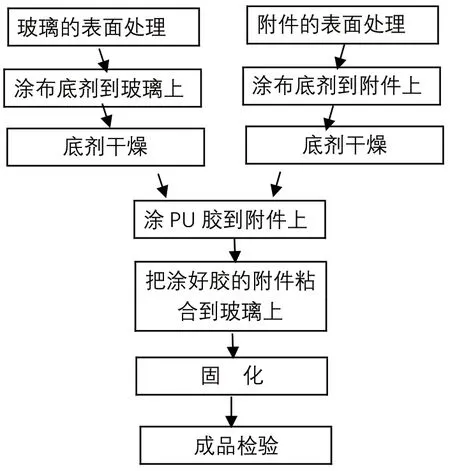
图6 黏结工艺流程图
2.2 工艺实现
为实现稳定的黏结结果,在工艺实现的各个步骤上要充分考虑化学品的特性,工业效率,人机工学等方面的需求,设计每个工艺步骤所需要的工具和工作环境。
2.2.1 底剂(硅烷偶联剂)采用水解型的,一旦遇到水或水蒸气就会开始反应,失去与玻璃或附件表面氧化物形成偶联[3],因此底剂采用金属容器密闭保存,开瓶后要尽快使用完成,化学品的保存和操作环境的湿度不可以大。
2.2.2 表面处理,玻璃和附件的表面从微观上看是高低不平的,要达到更好的黏结效果,必须让黏结剂完全适应黏合表面,要遵循浸润理论,如果浸润不完全,会产生局部气泡或无法形成连接键,硅烷偶联剂黏度小,表面张力低,可以使基体界面出于良好的润湿状态,让黏结剂容易的自动展开到基体表面,形成良好的黏结强度,为了让底剂充分反应,工艺设计用无纺布或毛毡做涂覆工具,因为这两种材料对表面适应性比较强,也容易控制底剂的流速和流量,能够使底剂均匀地,无遗漏地覆盖到所有黏结区域。
2.2.3 底剂干燥,根据偶联机理,硅烷偶联剂的反应过程中,需要一个脱水的过程,因此在底剂涂覆后要对底剂进行干燥,保证脱水过程顺利完成。
2.2.4 涂胶,由于底剂采用水解性质的,对水分子比较敏感,底剂在空气中暴露时间过长,会和空气中水分子先反应,减少硅烷偶联剂和有机物形成共价键的计划,影响最终的黏结强度,因此需要根据环境的湿度以及产品的TDS确定等待涂胶的时间,即在底剂干燥以后,必须在合理的时间内完成涂胶工作。
2.2.5 胶合过程,PU胶吸收空气中的水蒸气会逐渐固化,因此在涂胶完成以后,要尽快把涂好PU胶的附件压合到玻璃上,用工装一次性达到装配尺寸要求,完成装配和胶合过程。
2.2.6 成品固化,完成装配以后,随着PU胶与水分子的结合,PU会从外向内的逐渐从液体变成固体,并形成一定的连接强度和硬度,PU胶与水分子接触以及发生反应的速度与温度,湿度,时间都有关系,可以根据成本,效率,空间综合考虑固化条件和固化时间。
2.2.7 产品检验,对于固化后和固化中的产品进行破坏性验证,已证实过程和结果稳健,可靠。
3 工艺控制点的选择
根据PU胶,硅烷偶联剂的特性,反应机理,以及产品实现工业化制造的工艺过程设计,分析并确定整个过程的质量控制点。
3.1 化学品的储存控制点
根据化学品制造商提供的TDS的说明,PU胶,底剂需要在相对干燥的环境内储存,因此,此工序的控制点有四个,①温度控制在0-35摄氏度;②储存环境要干燥通风;③超过有效期要隔离,不可以使用;④包装破损的化学品不可以使用,隔离,报废。
3.2 底剂的分装
底剂在使用时,一定是从原始包装中分出,装在涂覆的容器中,用涂覆设备完成对玻璃表面或附件表面的涂覆作业,底剂容易水解,造成失效,所以整个分装和涂覆作业需要控制使用时间,控制点如下:
3.2.1 原始包装的开瓶时间,根据TDS的数据,原始包装开瓶后,一定在开瓶时间内使用该瓶内底剂,如果在开瓶时间内不能消耗掉瓶中底剂,必须隔离,报废;
3.2.2 分装到作业瓶中的底剂要在尽量短的时间内用完,依据TDS和现场温湿度条件,以及生产效率的要求,在1~4h之间寻找一个平衡的时间范围作为控制点,此控制范围,可以通过DOE来完成。
3.3 使用前准备
底剂是化学试剂调配出来的,由多重物质组成。为了能实现设计初衷,充分发挥底剂的能力,必须保证在使用时,整个溶液是均匀的,因此在分装前,以及使用前要摇匀底剂,此处的控制点为摇匀方式,摇动时间或次数。
3.4 表面处理
3.4.1 根据机理分析,表面处理要达到3个目的:①黏结表面必须需全部浸润,不能有疏漏;②表面浸润性要到一定标准;③表面不能有底剂以外的物质,一旦有难以清除的物质存在于黏结剂于基体表面之间,就会阻止黏结剂于基体发生交联反应。
3.4.2 对于表面处理工步的控制点设定如下:①目视涂覆痕迹是否处处均匀,无遗漏;②通过表面能测试液来确认标准作业后玻璃或附件表面张力,验证和控制底剂涂覆结果,根据材料不同,可以通过DOE结果来确定表面能的最低界限,一般要不小于38dyn;③用于涂覆的毛毡或无纺布使用一段时间后会有脱落物遗留在涂覆表面,通过多次试验确定毛毡或无纺布的最大使用周期,即一个毛毡头或无纺布涂覆一定量的玻璃或附件以后,要立即更换新的,以防止毛毡头或无纺布对玻璃或附件表面产生不利的影响。某种条件下,如果需要催化剂或激活剂,需要增加额外的擦干步骤。
3.5 底剂干燥
根据硅烷偶联剂的反应机理可知,反应过程需要脱水,所以在底剂涂覆之后必须有个干燥过程,但是底剂本身又是水解性质的,对水敏感,放置在空气中的时间不宜过长,因此,此处的质量控制点即为控制最短干燥时间和底剂涂覆后最长放置时间,根据产品的TDS说明,最短干燥时间控制在4~6min,具体时间要根据环境做DOE验证,最长放置时间设定在2h以内。
3.6 PU胶涂胶
PU胶的黏度会影响涂胶量,胶量的多少会影响成品的黏结强度,因此要保持胶量的稳定。在机器参数不变的前提下影响黏度的主要因素是温度,保持胶管的温度在恒定的温度范围内是胶量稳定的前提,此工序的胶管温度不宜过高,根据TDS以及效率要求,找到一个平衡点,并设定为控制点。
3.7 固化条件
装配好以后,需要静置等待PU胶从液态变化到有硬度,有强度的固态,每个PU产品的固化曲线不一样,在项目开发时,结合TDS,通过DOE来确定温湿度和时间的曲线,一般说来72小时可以固化到80%以上,所以此工序的工艺控制点为固化环境的温度,湿度和固化静置时间。
3.8 加工环境控制
依照工序的先后顺序,整个过程至少要分4个区域,需要分别控制温度和湿度,分别是化学品储存室,底剂涂覆区域,加工区域和固化区域,每个区域分别依据所针对的主要因素设定温度和湿度控制标准。在底剂涂覆区和加工区还有房间洁净等级的要求,在项目阶段考虑和控制,生产中,基础设施部分不作为日常质量控制点。
4 重要控制点的管控工具和管控方法简述
4.1 温度和湿度的控制
需要采用自动采集温度和湿度数据,并能自动记录数据的监控设备,当温度和湿度超出设定的控制范围,能够触发声光报警,自动生成报警日志,以便能够精确追溯;
4.2 时间控制
和时间以及次数(循环)相关的控制,首要选择机械防错设备,通过PLC和机械结构控制,硬性杜绝超期运转或超期使用。如果考虑到效率与成本因素,而不能采用防错设备,要采用自动计时器带报警功能的监控设备,做提醒,定义明确的操作规程,规范员工遵守时间和次数的要求。
4.3 敏感和关键的操作位置
如底剂涂覆工序,化学品分装工序,涂胶工序等,要设置视频监控设备,便于追溯和分析异常状况,能追溯的记录至少要在1年以上。
4.4 难去除物质的处理
对于玻璃和附件表面有特别难于去除又影响黏结的物质,在来料中抽检,或要求供方工厂保证。
5 产品检验
所有的过程控制都是为了保证最终产品的机械性能满足客户和法规要求,因此成品检验的结果是最准确的判断产品是否合格的依据,但是,完成整个黏结的工艺过程,从化学品分装开始,到底剂涂覆,到涂胶,到安装黏合,到固化,直到成品检验,最快也要72h,如果整个流程的生产效率高,节拍比较快,容易产生大量质量状态不明的半成品库存,在成品检验时发现检验结果是不合格的,那么需要做返工处理不良品的数量和报废损失将非常大,因此,在整个工艺流程中,需要设定几个半成品检验的控制点,以便及早发现异常,采取必要的措施。
5.1 半成品检验过程
5.1.1 玻璃和附件表面浸润性检查,用表面能试剂检验,判断结论是合格和不合格,检验点的抽检频次和抽检数量由质量工程师根据产品的质量水平决定,判断结果为不合格的,需要进行异常处置,规则为追溯隔离流到后工序的产品,追溯的区间为上次检验合格记录以后的所有加工过的产品。
5.1.2 底剂涂布后,采用百格划刀实验来判定底剂的强度,由于是非标准制作样品,判断依据是与合格封样进行对比,结果比封样差,判为不合格,需要进行异常处置,规则也是追溯和隔离,规则同上。
5.1.3 固化12h后,做扭矩和剪切强度检验,抽样做破坏性实验,并检查固化厚度,黏结气泡,检查结果和标准对比,判断为不合格的,由质量工程师来判断初步原因,如果是固化条件(温度,湿度)影响的,可以通过增加固化时间来做临时对策,如果是由于化学品失效造成的不合格,需要进行异常处置,规则同上。
5.1.4 固化24小时后,做非破坏性扭矩和剪切实验,对比标准来做判断,判断和处置规则同5.1.3。
5.2 成品检验方法
根据TDS以及国标要求,黏结成品检验分为H7和H14两个级别,即固化7d以后的快刀实验和固化14d以后的快刀实验,具体检验标准由质量工程师依据不同客户的要求来制定并执行。
6 结束语
化学品本身就是现代精细化工的产物,不同物质之间的相互关联和相互作用的影响因素有很多,我们在做工艺设计和实际生产过程中,就是要扩大有利因素的影响,避免不利因素的影响,因此要采用有针对性的方法,设备和控制手段来扬长避短,只要在生产过程中掌握并控制了所有的影响因素,结果就能够得到保证,即使出现了异常状况,只要了解黏结的根本机理,从机理出发进行排查,也能很快找到影响因素。随着AI和大数据技术的发展,以上传统的PU胶工艺过程控制手段,也会有新的,更有效,更经济的方法和工具,这将是我们接下来努力的方向。
