剖分式滚动轴承在提升机上的分析与应用
2022-04-13游皓明刘红亮李振国龚宇同
游皓明,刘红亮,李振国,龚宇同
(1.江西铜业股份有限公司武山铜矿,江西 瑞昌 332204;2.香炉山钨业有限责任公司,江西 修水 332400)
1 引言
江铜集团武山铜矿选矿车间主井提升系统,2009年安装投入使用上海冶金矿山机器厂生产的JKM-3.5×6(Z)型多绳摩擦式提升机。2018年8月检查发现轴承座轻微振动,经洛阳中信重工机械股份有限公司技术专家鉴定可以继续使用。2020年底轴承座振动变大,为了确保提升安全运行,2021年2月对该提升机主轴装置尾端轴承及主轴装置电机端轴承进行检查、保养并将轴承外圈翻转180°(检查滚道、滚珠、保持架磨损情况,测量游隙,定、转子气隙测量、调整、试运转等)。在检查时发现轴承底部外圈滚道出现几处滚道剥落,为确保提升安全,亟须对该轴承进行更换。
然而,电机端轴承原型号若要更换,需要拆除大轴上的电机定子和转子(打压、解体、退出),施工时间长、难度大、风险高,电机完好性无法得到有效保证。经技术研究决定,将主轴装置尾端轴承(23296CA)原型号更换,而将原电机端轴承(240/850CA)更换为剖分式轴承(240/850D-5/W33X)。基于这一思路,2021 年 9月,该矿成功地将整体滚动轴承改造为剖分式轴承,以最小的代价、最快的速度、最优的方案解决了主轴承更换难题,不仅有效地避免了电机损坏风险,而且有效地缩短了检修时间,为生产赢得了时间。
2 可行性分析对比
2.1 施工步骤分析
方案一,更换安装同型号整体轴承。主要施工步骤为:准备工作→拆除电机定子→拆除电机转子→顶起主轴装置→拆除旧轴承→加热新轴承→安装新轴承→安装电子转子→安装电机定子→调整电机气隙→试机运行。
方案二,改造成剖分轴承。主要施工步骤为:准备工作→平移电机定子→拆顶起主轴装置→拆除旧轴承→安装新轴承→平移电机定子→调整电机气隙→试机运行。
2.2 技术性分析
方案一施工步骤多,难点是拆除电机定子和转子、安装电机转子和定子。一是提升机经过长期运行,电机转子拆装困难,检修施工易造成主轴锥面及转子内孔损伤;二是需要准备专用施工备件、工具和设备,施工技术难度大,不可控因素多,还存在电机转子拆除不下来的风险[某矿山JKM-3.25×4(Ⅲ)型提升机中间轴承损坏,2016年12月组织更换,由于电机转子无法取出,轴承无法更换,检修未能有效完成];三是该矿主电机经维修多次后,绝缘性能差,运行状况不良,不宜对主电机进行解体处理,若在拆装的过程当中出现问题,将会对生产、设备造成严重影响。
方案二剖分轴承为非标件,需要专门设计制造,但某国内大型轴承制造厂此前已生产装配4套剖分式轴承,使用反馈良好。其剖分式轴承结构如下:内圈、夹紧环、滚子组件及外圈全部为两半结构,如图1。安装尺寸与整体轴承完全相同可互换。内圈通过夹紧环的螺栓实施定力矩把紧,确保内圈与主轴可靠连接,不会“刷圈”失效,且内圈切口断面两侧各有 1 个拉紧螺栓,保证内圈缝隙沿轴线方向均匀一致[1]。
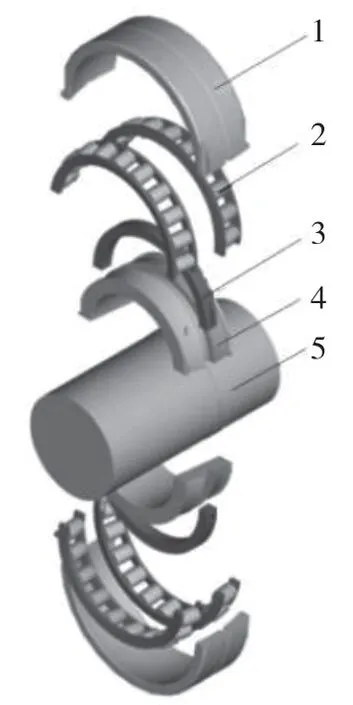
图1 剖分轴承结构
在轴承设计中,选取优质轴承钢,合理布置螺栓位置,并进行有限元辅助计算等[3],确保结构合理及整体技术性能优越。
2.3 安全可靠性分析
方案一优点是更换2套标准轴承,备件的安全可靠性高。缺点是需要解除电机转子和主轴的直连结构,施工技术难度大,不可控因素多,存在多种风险因素。一是主电机绝缘性能已经严重下降,运行状况较差,拆装转子、定子易造成电机性能进一步下降或者直接损坏电机,造成巨大损失;二是存在电机转子拆除不下来的风险,浪费检修时间和检修成本;三是易造成主轴锥面及转子内孔损伤,导致转子复位困难。提升机检修整体安全可靠性低。
方案二优点是检修过程简单易行,对电机影响小,风险可控。缺点是剖分轴承为非标件,需要专门设计制造,保障轴承质量难度系数较大。
2.4 检修耗时分析
方案一备货周期约2个月时间,正常检修约4d,若出现转子拆除不下或电机性能下降,将导致检修终止或再次检修电机,整体进度不可控风险较大。
方案二备货周期约3个月时间,检修时间约2d,施工进度可控,出现异常情况风险较小。
2.5 成本经济性分析
方案一由于整体进度不可控风险较大,如果出现异常情况,将产生巨大的直接和间接损失。
方案二更换整体轴承1套、剖分轴承1套,采购成本比方案一高。由于施工过程简单、花费时间短,施工费用较低,总体直接成本与方案一基本相当。
2.6 基本额定寿命计算对比
满载为75t(包含物料、提升斗、钢丝绳),考虑卷筒、主轴等相关附件,总重按照200t计算,驱动侧剖分轴承240/850D-5/W33X承重按照70%计算,轴承受力为200×0.7×9.8=1372kN。
每天运行时间:3min/斗,每天运输物料300斗,3×300/60=15h。转速:50r/min。
(1)原整体轴承型号为 240/850CA:Cr=12700 kN,最大受力为1372kN,主要尺寸850 mm×1220 mm×365 mm。


(2)剖分轴承型号为240/850D-5/W33X:轴承240/850D-5/W33X其额定动载荷Cr为10700kN。最大受力为1372kN。主要尺寸850 mm×1220 mm×365 mm。
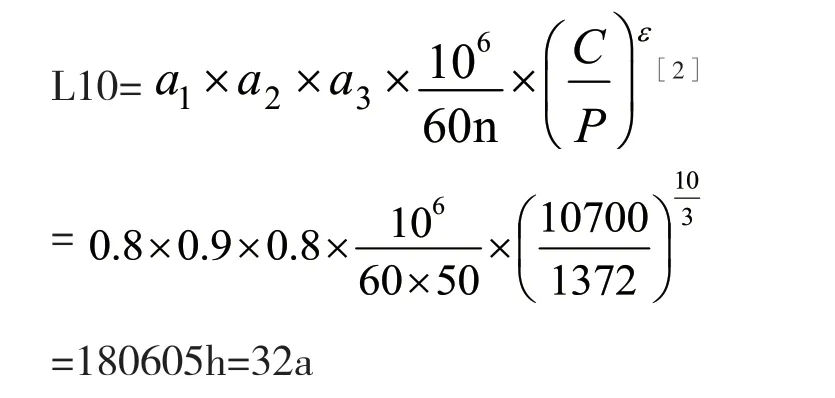
其中:C为额定动载荷;e为寿命指数,当为球轴承时e=3,为滚子轴承时,e=10/3;a1为可靠性系数,取0.8;a2为材料系数,取0.9;a3为工作条件系数,当轴承为一般使用条件时,a3=1,若润滑充分a3>1,若润滑不良则a3<1,现按润滑一般计算,a3取0.8。
经过计算,轴承理论使用寿命为32 a,满足该提升机使用工况要求。
3 施工步骤
3.1 锁定箕斗及钢丝绳
将副箕斗涨力平衡器的6个油缸充满油压,留有100mm行程,通过慢行,使箕斗底部压在预设的63#工字钢梁上。主箕斗通过锁绳器将8根首绳锁在45#工字钢梁上,并在提升绳上做好标记,以便观察提升绳是否有蠕动。
3.2 松首绳,留有活动余量
用铁板卡将滚筒两侧首绳用葫芦锁住,将副箕斗张力平衡器油缸泄压,用手拉葫芦将首绳上提,使首绳在主轴装置上不受力,且有活动余量。
3.3 移出主电机定子
测量、记录好主电机定子与转子间的气隙。松弛制动器闸瓦调整螺母,将闸间隙调到最大(10mm),停止液压站,关闭截止阀,切断所有电源。然后拆除定子相关接线和连接螺栓,并在定子外框与底座四角处,用特制划针划定位线,防止装入时误差。用行车将定子吊起受力,将千斤顶水平放在定子支座上,配合行车,缓慢将定子移出到尾端平台上,间距约为50~100mm。
3.4 主轴装置与电机转子的整体起吊
在主轴装置尾端架设1套龙门架,用10t葫芦将尾端轴吊定。拆除滚筒两端主轴轴承座的相关部件,并做好安装位置标记。在电机与轴承座之间安装2根45#工字梁的组合钢梁,做好大轴“V”型定位。在钢梁两端下方各放置1台100t千斤顶,打压千斤顶使钢梁与大轴贴合受力。前后配合整体起吊,使轴承脱离轴承座约50mm,以适宜更换轴承高度为准。
3.5 拆除两盘旧轴承
先清除旧轴承上的润滑脂,并对电机做好相应的防护;然后采用气割方法拆除旧轴承,即先割外圈,整个外圈分三部分割除,铜保持架用切割机割断,气割内圈时不得一次性割透,留有1~2mm厚度,采用水冷炸裂法使轴承崩裂[3],确保不伤到主轴。尾端轴承内圈可采用电磁加热法取出。
3.6 轴承安装
3.6.1 尾端轴承安装
采用电磁加热的方法进行安装,加热温度控制在100℃左右[4],加热耗时8~10min,轴承孔尺寸达到时为宜。
3.6.2 剖分式轴承安装
(1)安装前,识别好相应编号,由专职技术人员负责,并做好轴承的清洗工作。
(2)轴承下半部分外圈的安装。
用升降带将轴承下半外圈放在轴上,如图2所示。以外圈吊装孔为作用点, 用牵引带牵引外圈在轴承箱座内旋转,直到外圈位于轴的下方,如图3所示(剖分面处于向上的位置)。
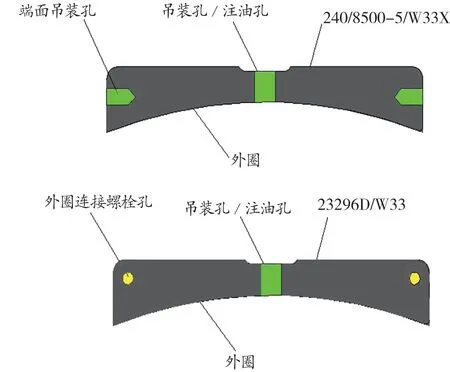
图2 轴承外圈吊装孔

图3 轴承外圈吊装示意图
(3)轴承内圈与轴的安装。
轴承内圈剖分面的末端缺口是一个设计特征,能确保两半内圈紧压在轴上。
在安装前,轴应该相对正常位置机械提升2~3mm,以确保轴承安装,用机械油润滑轴和轴承内圈孔,吊起内圈的一半放在轴的上方,以内圈上吊装孔为作用点,用升降带牵引内圈在轴上缓慢旋转,直到内圈位于轴的下方(内圈剖分面处于向上的位置)然后用升降带提升内圈,使内圈与轴贴合。如图4,在内圈下面用木块或者橡胶块等软材料支撑起内圈。
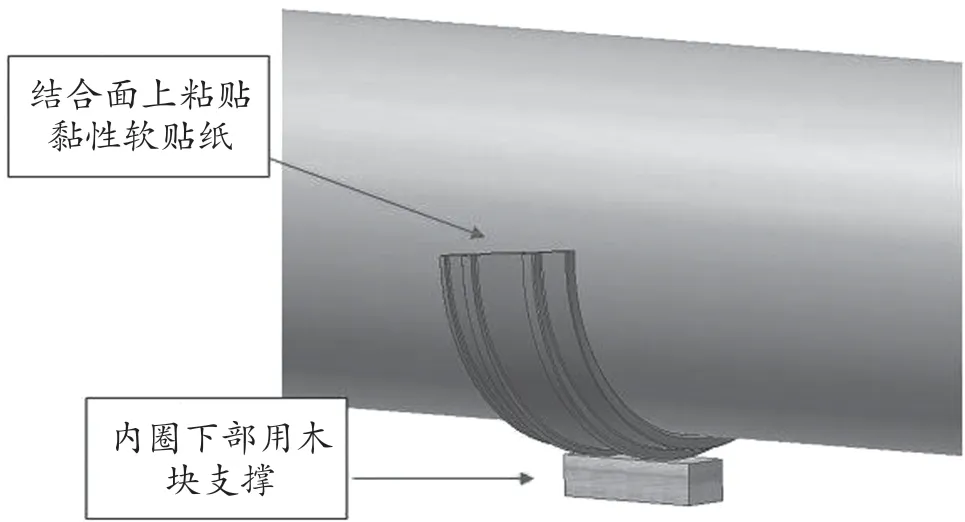
图4 轴承内圈支撑示意图
(4)用升降带将内圈的另一半放在轴上面,对齐两半内圈放置紧固圈的位置和内圈螺栓孔位置。确保内圈两边结合面距离大致相等。在紧固圈安装前和安装中,确保轴承内圈牢固贴合在轴的正确位置。
(5)紧固圈按照配对编号进行安装,紧固圈结合处要和内圈结合处间隔成一定角度。每个紧固圈结合处的间隙应该大致相等,要求如图5。
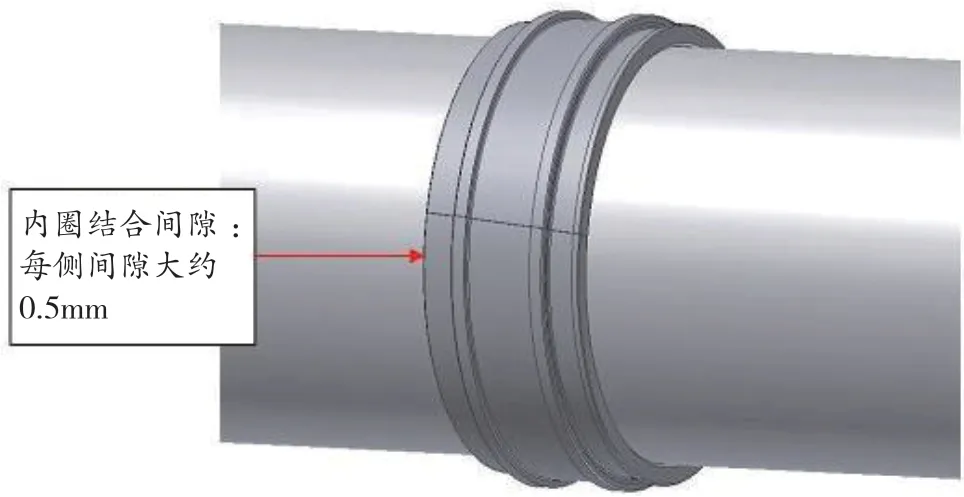
图5 轴承内圈配合间隙
(6)锁紧内圈。用内六角螺栓头和力矩扳手拧紧内圈上的螺栓,拧紧内圈上4个螺栓时,螺栓间应交替逐步施力,直到拧紧。
(7)吊起剖分面带螺纹孔的半紧固圈放在内圈上,以端面吊装孔为作用点,用升降带牵引紧固圈旋转到轴的下方,用软材料支撑起紧固圈,再将另一半紧固圈吊装到轴的上方与下半紧固圈对齐,确保紧固圈两边结合面距离大致相等。紧固圈拧紧后,用木锤或橡胶锤敲打紧固圈,然后再次拧紧,重复以上步骤,直到紧固圈完全拧紧,如图6。
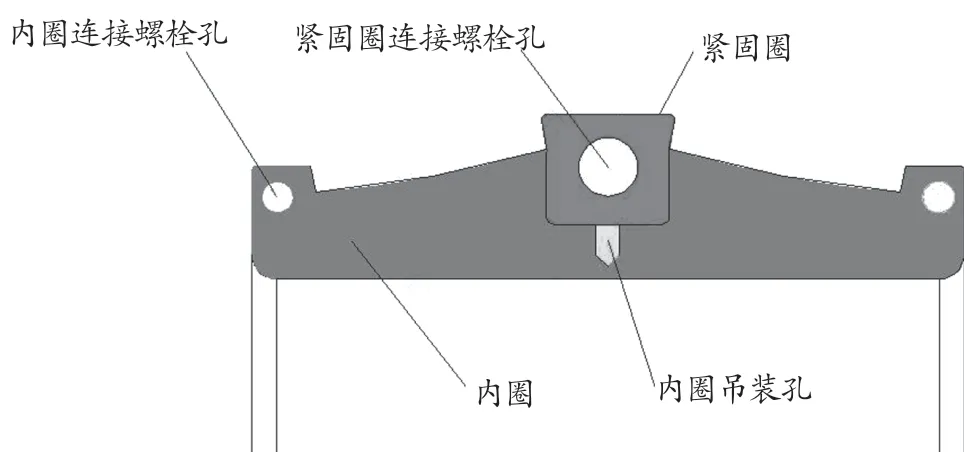
图6 轴承内圈螺栓紧固示意图
(8)滚动体组件的安装。用升降带将半保持架组件放在内圈上,以吊装孔为作用点, 用牵引带牵引滚动体组件顺着内圈滚道旋转,直到位于轴的下方(剖分面处于向上的位置)用升降带将另一半滚动体组件放在内圈滚道上,与轴下方的组件对齐。
(9)轴承外圈与轴承座的安装。用升降带将另一半轴承外圈放在滚动体组件上,再将轴承箱上半部分安装固定。
3.7 主轴装置与电机转子的安装
通过配合作业,将主轴装置与电机整体缓慢放入轴承座两端轴承原始安装位置,注油、涂抹密封胶、垫好密封垫、上侧盖及端盖,恢复编码器及测温装置、制动闸盘等。用力矩扳手紧固两轴承座上盖螺栓,使其受力均匀。
将轴承座及主轴装置与电机转子一体找平找正,达到以下标准:
(1)主轴中心线水平位移度不大于2mm[5];
(2)提升中心线位移度不大于2mm;
(3)轴承座水平度沿主轴方向不得大于0.1/1000,垂直于主轴方向不得大于0.15/1000;
(4)主轴不水平度不得大于0.1/1000。
3.8 主电机定子复位及附件安装
(1)利用行车和千斤顶将电机定子就位,测量电机定子与转子间气隙,以原纪录数据为参照标准,调整转子气隙,并达到相应要求。
(2)安装电机护罩,恢复电机接线及主导轮尾端的编码器等附属设施,调整制动器闸瓦间隙,拆除在电机底座与轴承座之间安装的2根45#工字钢梁及其他设施。
3.9 试运转
将提升绳落入绳槽,拆除相关设施,将副箕斗涨力平衡器油管打压拉紧提升绳,使副箕斗上提,拆除井筒内其余设施,清理施工现场,并做详细检查,具备运转条件后进行空负荷试运转及重负荷试运转。
4 效果分析
轴承结构改造安装完毕后,在提升机运行过程中对剖分式滚动轴承的温度和振动进行了数据测量。测量数据如下:温度在32℃左右,远低于80℃的停机温度;振动有效值最大为0.5mm/s,远低于7.1mm/s的警告值和11.2mm/s的停机值[6]。经测量温度、振动证明,该轴承安装后运行正常,未出现异常情况。更换轴承后,实测轴窜量小于1mm,确保闸间隙可调整在2mm范围内,闸盘基座抖动消除,安全制动更加可靠。本次武山铜矿更换剖分式滚动轴承的改造施工方案可为集团公司内部矿山及其他矿井同类型提升机的改造提供技术借鉴。
5 结语
本文以武山铜矿主井提升机JKM-3.5×6(Z)型多绳摩擦式提升机为对象,对原来的整体滚动轴承采用剖分式滚动轴承进行了改造。改造后的提升机运行正常,测量温度、振动数据表明未出现任何损坏情况,实测轴窜量小于1mm,充分证明本次剖分式滚动轴承的改造是合理的,该改造技术可在集团公司内部矿山及其他矿山相类似的提升机上进行推广应用。
