球磨机盖开闭机器人设计*
2022-04-12冯立艳蔡玉强
刘 科 ,冯立艳 ,蔡玉强
(华北理工大学机械工程学院,河北 唐山 063210)
0 引言
球磨机是一种矿料粉碎机械设备,利用外在电机带动筒体旋转进而使筒体内部的介质球体与矿料相互碰撞和研磨,最终达到粉碎矿料的目的。球磨机设备具有操作简单、维护管理方便、粉碎比高、可适应不同情况工作等优点,应用于选矿、化工、冶金以及火力发电等行业。本研究主要是针对贺祥公司提出的球磨机盖自动开闭需求,完成球磨机盖开闭机器人设计。
目前球磨机盖开闭工作依靠人工完成,工人使用力矩扳手将球磨机盖上的螺栓拧松,然后利用起重辅助机械将球磨机盖拔出,完成卸料,添加新矿物后,关闭球磨机盖。人工开盖、闭盖主要存在以下问题:
1)球磨机停止旋转后,球磨机盖位于筒体上方,离地面高度为4.2 m,工人需要爬到高空架上作业;
2)球磨机在磨碎矿料时会产生大量的粉尘与热量,工人在这样的高温与粉尘环境中进行开、闭盖作业,存在很大的安全隐患和健康威胁;
3)球磨机盖上均匀分布四个螺栓,关闭球磨机盖时,工人采用力矩扳手拧紧螺栓,不仅工作效率低,而且不能精准控制拧紧力矩,会导致螺栓出现欠拧或超拧问题,造成拧不紧会泄漏、超拧则螺栓易断等实际问题,会影响到球磨机的工作安全和效率。
为解决以上问题,设计能够自主完成球磨机盖开闭操作的机器人,以取代人工操作,具有重要的现实意义和实际应用价值。
1 研究现状
目前国内外开盖机器人研究并不多,主要集中于螺栓拧紧机器人研究。在20世纪80年代,德国大众汽车公司首先提出利用机器人携带螺栓拧紧装置来进行汽车生产时螺栓安装的方案,并将其应用在生产线上,减少了工人的工作量,提高了公司的生产效率[1-2]。美国的K.Feldmann和M.Steber为提高螺栓装配效率,研发出了紧固螺栓的集成控制系统,可以同时控制多个电动拧紧轴工作,并监测每一个拧紧轴的工作情况,成功实现了多个电动拧紧轴共同作业,进一步提高了生产效率[3]。沈阳工业大学的崔家平等针对风电机组塔筒连接螺栓的检修问题,研究出了一种拧紧螺栓机器人,该机器人结构主要包括圆周运动机构、自适应机构、拧紧机构和三点夹紧机构等,能够根据塔筒大小进行调节,这种机器人的设计大大提高了检修的效率和质量[4]。
本研究设计的球磨机盖开闭机器人是一种桁架类机器人,首先确定机器人总体方案设计,对于球磨机盖上螺栓的力矩拧紧控制方法选用转角控制法,并利用Workbench对螺栓拧紧顺序进行仿真,确定在同时拧紧情况下,球磨机盖和螺栓的变形量最小,所以机器人的末端执行设计为螺栓同时拧紧机构,最后使用SolidWorks软件完成机器人三维模型设计。
2 螺栓拧紧力矩控制方法与拧紧顺序
2.1 螺栓拧紧力矩控制方法
螺栓连接的可靠性关系到机械设备的安全性和工作的稳定性,预紧力的精确控制是确保球磨机盖与底座连接可靠性的关键。在螺栓连接过程中存在三个关键变量:预紧力、旋转角度和拧紧力矩[5]。王才东团队发现:只有10%的拧紧力矩被转换为预紧力,50%被螺栓头与接触面间的摩擦消耗,40%被螺纹摩擦消耗。
目前,常用的螺栓拧紧控制方法主要有以下四种:扭矩控制法、转角控制法、螺栓伸长量控制法、屈服点控制法[6-7]。各种拧紧方法对螺栓预紧力的控制精度各不相同,因此,选择合适的拧紧方法是螺栓拧紧工作中的重要环节。扭矩控制法是螺栓连接中使用较早、操作相对简单的拧紧方法。通过监测施加的扭矩,当其达到额定值后,便停止拧紧。使用扭矩控制法拧紧螺栓时预紧力的大小控制精度低[8]。出于安全考虑,一般螺栓拉应力选择在屈服强度的70%左右。转角控制法通过控制螺栓头与被连接件面接触后的旋转角度控制预紧力。转角控制法的控制精度主要取决于拧紧角度误差大小,拧紧效果相对较好,适用于对螺栓连接要求较高的场合。螺栓伸长量控制法是通过测微仪检测螺栓拧紧后的伸长量变化来控制预紧力大小。使用螺栓伸长量控制法,不受摩擦因素影响,螺栓预紧力控制精度更高。缺点是需要使用测微仪或超声波传感器对于螺栓伸长量进行测量,成本较高[9]。屈服点控制法是通过测定预紧力相对于拧紧角度的上升斜率的大小来控制预紧力。屈服点控制法能够充分发挥螺栓材料的强度性能,提供更大的螺栓轴向预紧力,缺点是对于螺栓材料、生产加工要求更高,控制系统也更加复杂,设备成本昂贵,一般应用在特殊装配上。通过对比,螺栓伸长量控制法与屈服点控制法应用成本较高,系统控制难度较大。扭矩控制法应用成本低,但螺栓拧紧控制精度也低[10]。综合考虑,球磨机盖开闭机器人采用转角控制法进行螺栓拧紧控制,确保拧紧力矩和拧紧深度同时达到要求。
2.2 螺栓拧紧顺序
进行单轴多个螺栓拧紧时,螺栓之间会产生相互影响,使螺栓的预紧力不能保持在期望值。为了保证螺栓的拧紧效果,需要对螺栓的拧紧次序进行研究,通过对比不同拧紧次序下,整体结构的变形量大小,来确定球磨机盖上螺栓的最佳拧紧次序。
利用Workbench对螺栓拧紧次序进行分析,查看被连接件和螺栓的变形结果。首先需要将球磨机盖和螺栓的模型画出,如图1所示,为了减少有限元分析的计算量,对球磨机盖进行了部分简化,在球磨机盖上只保留了螺栓孔。球磨机盖的材料为Q235,M24六角螺栓材料为45钢。螺栓的螺纹进行了简化处理,所以进行有限元分析时,需要对螺栓进行截面处理,将其分为三部分,上半部分与球磨机盖上层设置为bonded连接,螺栓下半部分与球磨机盖下层中的螺栓孔设置为bonded连接,对中部光杆施加预紧力F。根据国内螺栓拧紧力矩标准,螺栓强度等级为8.8的M24螺栓的拧紧力矩范围为651 N·m~868 N·m,取680 N·m,扭矩系数K的取值范围为0.1~0.3,一般取0.2。扭矩与预紧力的关系:


图1 球磨机盖简化模型
系数的大小受螺栓的型式、尺寸、加工精度、螺栓和螺母表面处理方法等影响,即使是相同规格的螺栓,也会在一定范围内波动,再加上工人操作时的人为因素,使用扭矩控制法拧紧螺栓时预紧力的大小控制精度低。计算得F为141 666 N。
由图1可知,球磨机盖上方均匀四个M24螺栓,按照不同次序进行拧紧,对比不同次序拧紧方式下的整体变形结果,确定最优拧紧次序。螺栓的拧紧次序可以被分为以下三种:按照1—2—3—4的次序拧紧、按照1—3—2—4的对角拧紧、四个螺栓同时拧紧。按照次序产生的整体变形结果如图2所示。
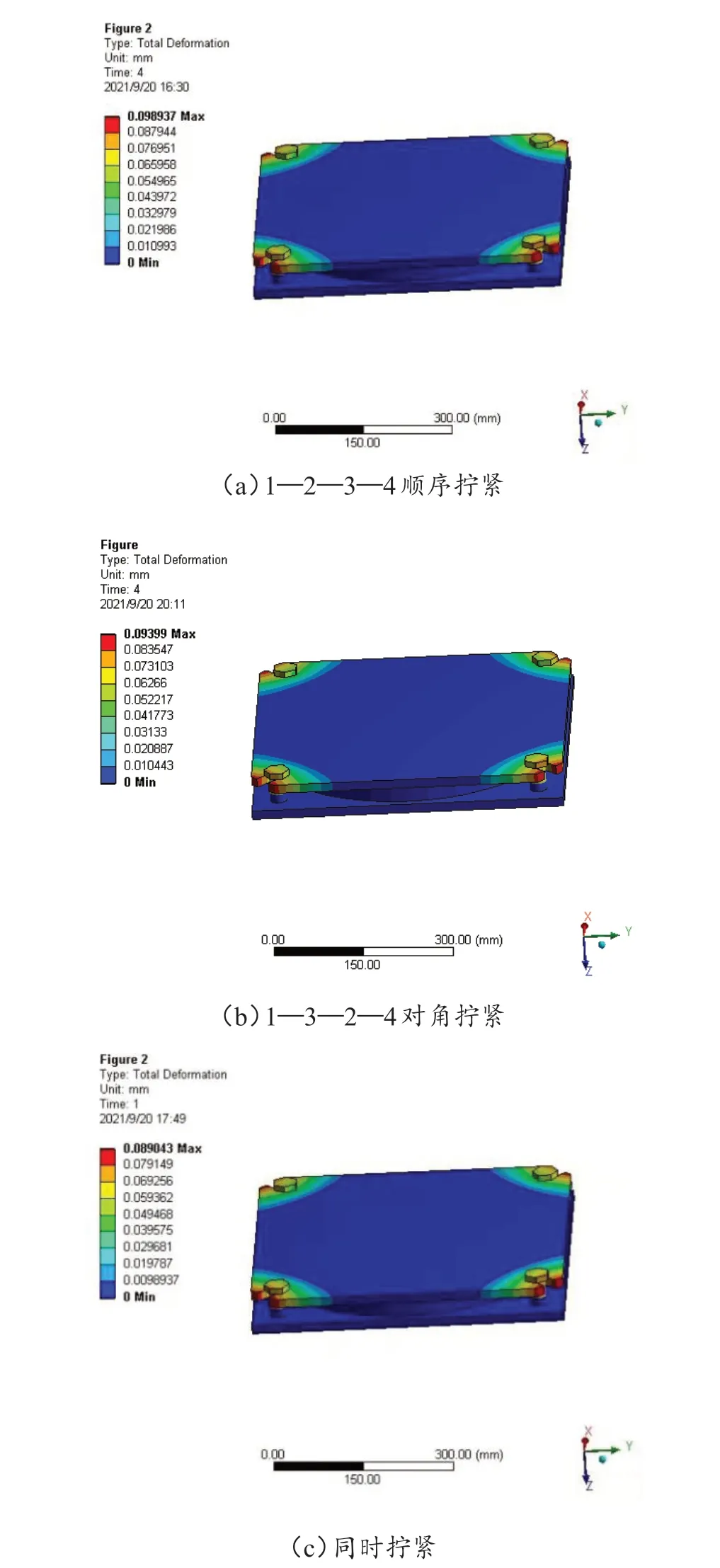
图2 不同拧紧次序的应变云图
由图2可知,螺栓拧紧顺序不同,球磨机盖和螺栓的变形程度不同,顺序拧紧的最大变形量为0.098 937 mm,对角拧紧的最大变形量为0.093 99 mm,同时拧紧的最大变形量为0.089 043 mm,表明同时拧紧螺栓时整体变形量最小。所以在进行球磨机盖开闭机器人设计时,按照四个螺栓同时拧紧拧松要求设计螺栓拆卸装配设备。
3 机器人整体结构设计
根据球磨机盖开闭机器人设计要求,完成机器人三维模型设计,如图3所示。球磨机盖开闭机器人包括三个功能模块:桁架、桁架行走系统、六自由度机械臂。

图3 球磨机盖开闭机器人整体结构示意图
桁架行走系统安装在桁架结构上,包括X轴行走系统和Y轴行走系统。桁架结构通过地脚螺栓固定在地面,作为整个系统的支撑。考虑开闭机器人负责多个球磨机盖启闭,设置了X轴行走系统。考虑到机器人启盖工作位置和等待位置距离要求,设置了Y轴行走系统。六自由度机械臂安装在Y轴行走系统上,由Y轴行走系统携带运动,在工作位置和等待位置之间切换。为更精准地完成球磨机盖开闭和搬运任务,特别研发了两功能末端执行器。为了实现末端执行器与球磨机盖之间的精准定位,采用六自由度机械臂实现末端执行器的位姿调整。
3.1 桁架结构设计
桁架是球磨机盖开闭机器人整体结构的支撑部分。在模型中,桁架行走系统与六自由度机械臂都安装在桁架上,所以桁架的力学动态特性与静态特性都会影响到球磨机盖开闭机器人末端执行器的定位精度。由图3可知,X轴桁架需要承受X轴桁架行走系统、Y轴桁架行走系统、六自由度机械臂、球磨机盖等载荷,所以在设计桁架时,为保证桁架行走系统直线运动精度,要考虑到桁架的承载能力。行走系统在桁架上的运动和机械臂的关节旋转都是通过伺服电机带动,电机的启停会对桁架产生较大冲击,这对桁架的刚度也提出了要求。如果刚度不足,在机械臂调整位姿时桁架会振动,影响到机器臂末端执行器的定位精度。
在三维模型中,桁架的设计参数是依据贺祥公司球磨机实际尺寸确定的,结构图如图3所示。考虑到球磨机的高度和机械臂调整位姿所需的工作空间,将桁架的高度设计为6.6 m。球磨机两侧距离为3.6 m,为方便机械臂在不同球磨机间运动,桁架宽度设计为4.5 m。桁架整体结构由钢板和矩形方管通过焊接和螺栓连接组成。桁架下方的支撑柱使用的是200 mm×200 mm的矩形管,每根支撑柱通过四个加强筋与地面钢板焊接,最后使用地脚螺栓将支撑柱固定。X轴桁架使用的是360 mm×200 mm的矩形管。支撑柱和桁架采用的材料为Q235,材料特性如表1所示。

表1 Q235材料特性
3.2 末端执行器设计
末端执行器是球磨机盖开闭机器人设计中最关键的结构,模型图如图4所示,主要零件包括力矩拧紧机、电动缸、气缸、电磁吸盘、抱爪等。末端执行器完成将球磨机盖上螺栓拧松,然后将球磨机盖拔出、抱紧的工作。工作过程如下:六自由度机械臂携带末端执行器到球磨机盖上方合适位置,四个力矩拧紧机将螺栓同时拧松,磁性套筒吸附住螺栓;电动缸带动电磁吸盘下降,吸住球磨机盖,然后拔出;电磁吸盘的吸力大小为200 kg,可以携带球磨机盖悬空放置,但是为了防止断电出现意外,增加了机械抱爪结构,利用气缸带动四个抱爪同时夹紧球磨机盖,保证球磨机盖悬空时的安全性。

图4 末端执行器
3.3 力矩拧紧机结构设计
力矩拧紧机结构图如图5所示,主要零件包括伺服电机、编码器、减速器、扭矩倍增器、力矩传感器、磁性套筒等。伺服电机是力矩拧紧机的动力源,提供螺栓拧紧拧松所需的扭矩;减速器将伺服电机输出转速降低,输出扭矩放大;扭矩倍增器进一步放大输出扭矩,满足螺栓拧紧拧松所需;驱动杆连接套筒和动力源,同时在套筒定位螺栓时起到柔性调节作用;磁性套筒能够吸附住螺栓,而且可以根据螺栓型号进行更换;力矩传感器能够实时反映末端套筒的输出扭矩大小,编码器能够记录末端套筒的旋转拧紧角度,通过力矩传感器和编码器,可以实现同时利用扭矩法和转角法控制螺栓预紧力。

图5 力矩拧紧机结构图
4 结语
本研究根据球磨机开盖实际需求,设计出球磨机盖自主开闭机器人方案,对球磨机盖上螺栓的力矩拧紧控制方法进行选择,利用Workbench对螺栓拧紧最佳顺序进行仿真验证,最终使用SolidWorks软件进行模型建立。主要得出以下结论:
1)通过对比螺栓拧紧力矩控制方法的优点和缺点,最终选择使用转角控制法控制螺栓拧紧力矩。
2)使用Workbench对球磨机盖上螺栓拧紧次序进行仿真验证,根据球磨机盖和螺栓的变形量大小,确定球磨机盖开闭机器人的末端执行器设计为同时拧紧装置。
