非浓缩还原苹果汁加工过程中物料感官品质的变化
2022-04-12李晓磊王克众孟新涛
李晓磊,王克众,潘 俨,马 燕,徐 斌,张 平,孟新涛
(1.新疆农科院农产品贮藏加工研究所/新疆主要农副产品精深加工工程技术研究中心,乌鲁木齐 830091;2.新疆农业大学食品科学与药学学院,乌鲁木齐 830052;3.新疆点点星光检测技术有限公司,乌鲁木齐 830054)
0 引 言
【研究意义】非浓缩还原果汁简称NFC(Not-From-Concentrate)果汁,由果实压榨成鲜榨汁后经灭菌和无菌灌装加工而成,其特点是不加任何食品添加剂且不经浓缩还原。更好的保持新鲜果蔬的风味和营养物质活性[1]。但NFC果汁加工过程中存在易褐变、贮存过程中沉淀多、产品保质期较短等问题,制约了NFC果汁产业的发展。【前人研究进展】目前,市场上大部分的鲜果蔬汁是采用物理方法从原果汁中除去一定比例的天然水分,把原果汁浓缩,糖含量较高的具有果汁应有特征的FC果汁[2-5],但浓缩果汁的营养成分和口感无法同NFC果蔬汁相比较,近年来国内外消费者对NFC果汁的需求持续增长[6-9]。NFC果汁的工业化生产中常规工艺是苹果原料清洗破碎之后进行榨汁、热处理(灭酶)、均质、二次热处理(杀菌)与灌装。各加工环节对于果汁品质存在一定的影响[10-11]。有关热处理等对NFC苹果汁糖酸含量的影响已有研究[12-13]。在调控果汁内在品质的基础上,更好地维持果汁的感官品质,保证果汁的卫生品质,延长果汁货架期[15-16]。【本研究切入点】NFC苹果汁加工过程中,各加工环节对于外界环境的接触程度和氧气溶于果汁的程度不同,会引起果汁褐变的程度不同,感官品质产生差异。需研究非浓缩还原(NFC)苹果汁加工过程中引起物料感官品质变化的关键环节。【拟解决的关键问题】以阿克苏冰糖心富士苹果为试材,研究原料、榨汁、热处理(灭酶)、均质、超声、热处理(杀菌)与灌装等加工环节对NFC苹果汁糖酸含量的影响,测定NFC苹果汁加工过程中各加工环节物料在颜色、浊度、可溶性固形物和可滴定酸的含量以及风味物质变化等方面的差异性,分析不同加工环节对其品质指标和风味物质的影响,分析引起NFC苹果汁品质变化的关键加工环节,为NFC苹果汁工业化生产中品质调控和低温保质提供理论依据和技术支持。
1 材料与方法
1.1 材 料
于2018年10月25日在新疆阿克苏地区温宿县,采收果面底色均匀、大小均匀(直径8~10 cm)的一级规格富士苹果,运输至新疆农业科学院试验冷库,预冷至果实中心温度5~8℃,经K-BA100R型无损检测仪分选得到可溶性固形物含量15%~16%的苹果原料作为试验材料,移入0~2℃冷库存用。
试验主要仪器为PAL-BX/ACID2型数显糖酸仪(日本Atago爱宕公司),YS6060型台式色差仪(深圳三恩驰科技有限公司),WZS-188型浊度仪(上海仪电科学仪器股份公司),AR8010+型溶氧仪(东莞万创电子制品有限公司),Flavour Spec型气相离子迁移谱联用仪(德国G.A.S公司),T18 型分散机(德国IKA公司),FT74XTS型高温/超高温瞬时杀菌机(英国Armfield公司),JY92-IIN型超声波细胞粉碎机(宁波新芝科技股份有限公司),SC-650HL型低温展示柜(青岛海尔特种电冰柜有限公司),SW-CJ-2FD型超净工作台(上海博迅实业有限公司医疗设备厂),KC-280型数控液体灌装机(温州市凯驰包装机械有限公司)。
1.2 方 法
1.2.1 果汁制备
参考NFC果汁加工工艺[1],流程:冷藏原料果经清洗破碎后用榨汁机出汁,经超高温瞬时杀菌机完成第1次热处理(灭酶,85℃、15 s)和冷却。NFC苹果汁热处理后通过分散机和超声波细胞粉碎机进一步均质破碎,再经超高温瞬时杀菌机第2次热处理和冷却(杀菌,90℃、15 s),在超净工作台内对NFC苹果汁无菌罐装。2次热处理、灌装、成品按工艺单元的参数控制温度外,榨汁温度控制在室温(20±3)℃操作,原料整果和碎块均在低温展示柜(4±1)℃暂存。收集每个加工环节之后的果汁样品,重复制备收集3次。收集的样品经液氮冷冻,置于-80℃超低温冰箱存用。图1

图1 NFC苹果汁制备流程
1.2.2 果汁物料理化性质
1.2.2.1 果汁物料色泽
用YS6060型台式色差仪测得L值(亮度)、a值(红绿色)、b值(黄蓝色)。参考潘俨[2]方法计算色度值C和色泽h。
h=[tan-1(b/a)/2π]×360+180.
不同加工环节的果汁物料的颜色品质可通过亮度值L、色度值c和色泽h来表示。其中L表示亮度,范围从黑(0)到白(100);C值表示色度,反映颜色的艳度、色像素的丰度,h值表示色泽、色度角,h值在90与180范围内,数值趋近180、颜色趋于绿色,数值趋近90,色泽趋于黄色。
1.2.2.2 果汁物料浊度
使用WZS-188型浊度仪测定NFC苹果汁物料浊度的,每个果汁样品平行测定3次,取其平均值。
1.2.2.3 果汁物料可溶性固形物含量
吸取200 μL的果汁物料,置于PAL-BX/ACID2型糖酸仪的测定区,糖酸仪读取的数据即为可溶性固形物含量。
1.2.2.4 果汁物料可滴定酸含量和固酸比
吸取980 μL的超纯水置于盛有200 μL同样果汁样品的糖酸仪测定区内,混匀之后,读取数据,并通过校正曲线校正,记录数据即为可滴定酸含量,每个果汁样品平行测定3次,取其平均值,计算求得固酸比,即可溶性固形物与可滴定酸的比值。

图2 色度角h颜色图谱
1.2.2.5 果汁物料非酶褐变指数(NEBI)
使用离心法测定果汁的非酶褐变指数(non-enzymatic browning index, NEBI)[1]。
1.2.3 果汁物料芳香物质
1.2.3.1 GC-IMS测定条件
顶空气相瓶内的孵化温度为30℃、孵化时间10 min。色谱柱温度30℃、运行时间15 min,载气的流速梯度设置为0~2 min为2.00 mL/min,2~5 min由2.00 mL/min升高至50.00 mL/min,5~10 min增至100.00 mL/min,之后10~15 min保持100.00 mL/min。顶空进样针温度35℃、进样量500 μL。
1.2.3.2 GC-IMS检测
将样品破碎后,称取5.00 g果肉或者吸取0.20 g果汁于20 mL顶空进样瓶中孵化,由气相离子迁移色谱仪自动进样进行测定。
1.3 数据处理
使用气相离子迁移谱仪配置的软件对风味物质进行测定和分析,使用SigmaPlot 12.5软件作图,采用SPSS 20.0统计分析软件的Duncan和单因素ANOVA进行显著性和方差分析。
2 结果与分析
2.1 NFC苹果汁加工过程中颜色和浊度的变化
研究表明,榨汁工段的果汁与原料相比,亮度值L和色泽h显著下降了30.99%(P<0.01)和13.45%(P<0.01),但是色度C显著升高了27.62%(P<0.01);护色使得亮度值L和色泽h显著升高了6.75%(P<0.01)和10.79%(P<0.01),色泽C显著降低了18.26%(P<0.01);经过灭酶环节,果汁物料的亮度值L和色度C显著升高了8.49%(P<0.01)和8.21%(P<0.01)。均质环节使得果汁物料的亮度值L降低了6.76%(P<0.01),色度C升高了14.33%(P<0.01),色泽h的变化从灭酶到灌装环节差异不显著,从超声到灌装,亮度值L和色度C的变化差异也不显著。
灭酶环节使果汁的浊度显著升高了8.20%(P<0.01),均质使浊度升高了4.62%(P<0.01),超声使浊度升高了3.80%(P<0.05),杀菌同样使果汁浊度升高,但相较于灭酶均质和超声并不显著。图3
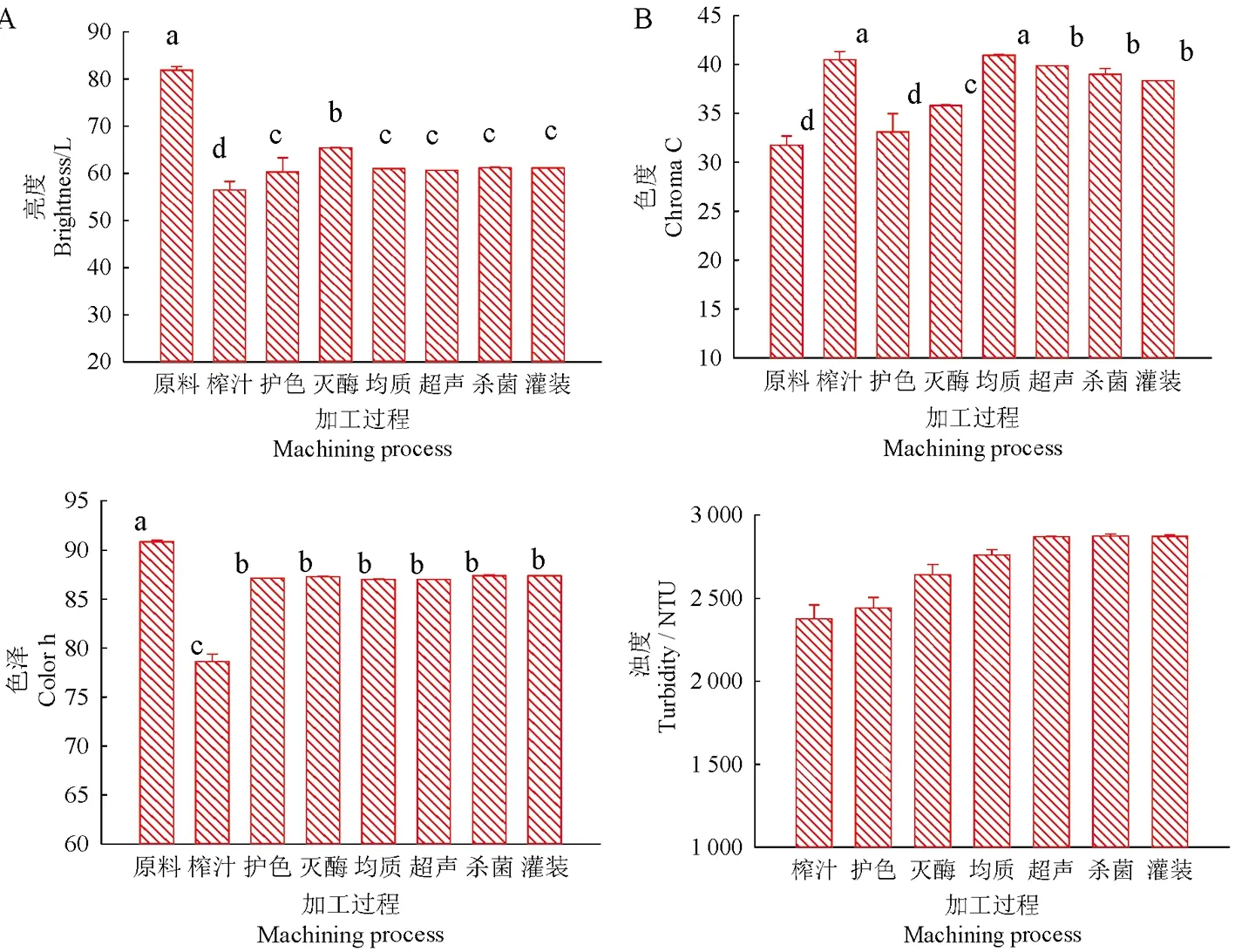
注:图中不同的小写字母表示不同加工环节苹果汁的颜色和浊度的变化在α=0.05水平上具有显著性
2.2 NFC苹果汁加工过程中可溶性固形物和可滴定酸含量的变化
研究表明,均质和杀菌环节使得可溶性固形物含量显著降低了1.54%(P<0.05)和2.04%(P<0.01);可滴定酸的含量也没有显著变化(P>0.05)。在果汁的加工过程中,各加工环节对于果汁物料口感上的糖酸风味并不会有较大的影响。图4
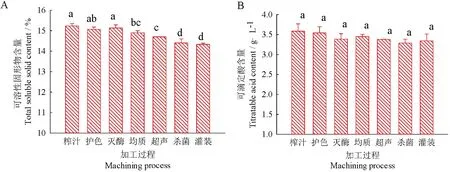
注:图中不同的小写字母表示不同加工环节苹果汁的可溶性固形物和可滴定酸的变化在α=0.05水平上具有显著性
2.3 NFC苹果汁加工过程中果汁固酸比的变化
研究表明,经过灭酶的果汁样品与灭酶前的样品相比,固酸比出现显著升高(P<0.01)。经过灌装的果汁样品,固酸比显著降低(P<0.01),且均质、超声、杀菌各工段样品固酸比的差异不显著,但较灌装、榨汁样品和原料果的差异显著,灌装得到的果汁固酸比与果实原料相比显著不显著,虽然在NFC苹果汁在加工过程中可溶性糖和有机酸的含量会发生变化、固酸比也会有略微升高,但对于果汁产品而言差异不显著,且能够较好地保持果实原料的糖酸风味。图5

注:图中不同的小写字母表示不同加工环节苹果汁的固酸比的变化在α=0.05水平上具有显著性
2.4 NFC苹果汁加工过程中溶氧量和非酶褐变指数的变化
研究表明,加工环节对于果汁物料溶氧量和非酶褐变指数的影响是不同的。护色使得果汁物料的NEBI值显著降低了46.73%(P<0.01),灭酶使得NEBI值升高了15.5%(P<0.05),而均质化对果汁非酶褐变的影响较小,热巴氏灭菌法加速了美拉德反应,形成了褐变化合物,使汁液颜色变暗,使NEBI随着苹果汁生产而增加。护色使果汁物料的溶氧量显著降低了95.6%(P<0.01),而灭酶和均质使溶氧量显著升高(P<0.01),杀菌和灌装使溶氧量显著降低了5.7%(P<0.01)和28.5%(P<0.01)。图6
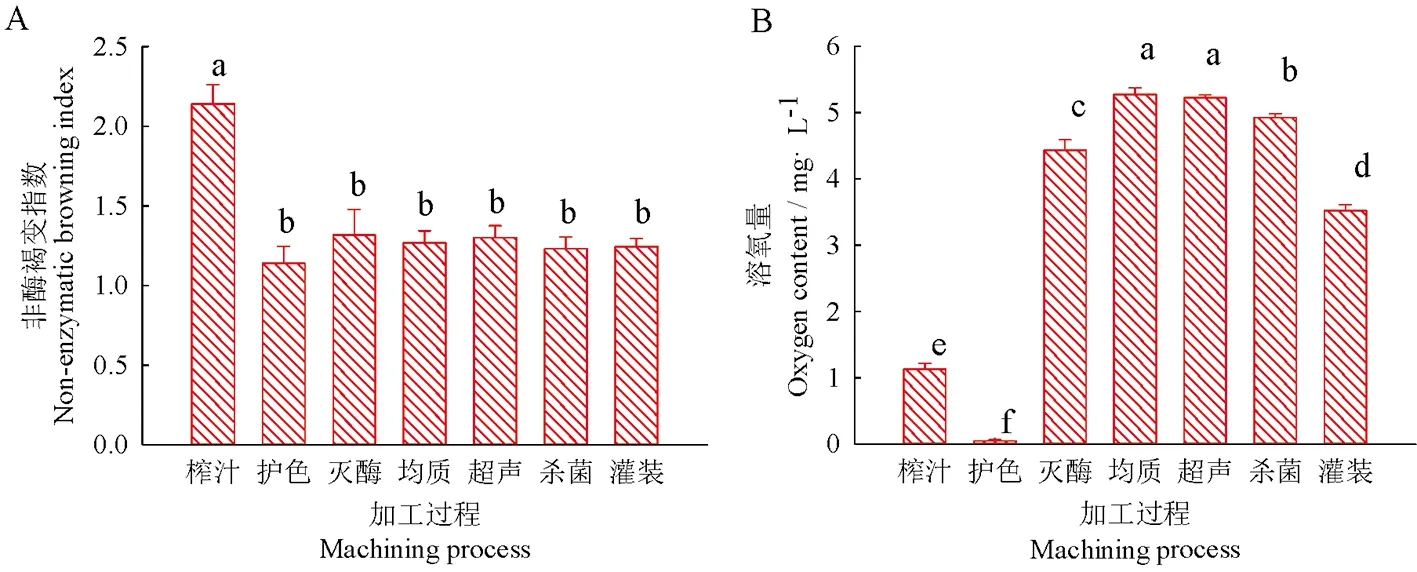
注:图中不同的小写字母表示不同加工环节苹果汁的非酶褐变指数和溶氧量的变化在α=0.05水平上具有显著性
2.5 NFC苹果汁加工过程中风味物质的变化
2.5.1 NFC苹果汁加工过程中风味物质的定性
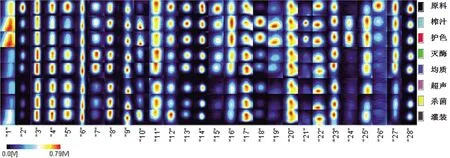
研究表明,气相离子迁移色谱仪的测定结果可直接比较不同加工环节果汁的风味物质差异,并以颜色表示物质的含量,越趋于浅蓝色则表示含量越低,越趋于红色则表示含量越高。从图中可以看出,不同加工环节果汁物料的风味物质可通过GC-IMS技术得到很好的分离,且可直观识别不同加工环节的挥发性物质的差异。以气相离子迁移色谱仪的内置数据资料库,只能定性识别28种风味物质。图7,表1
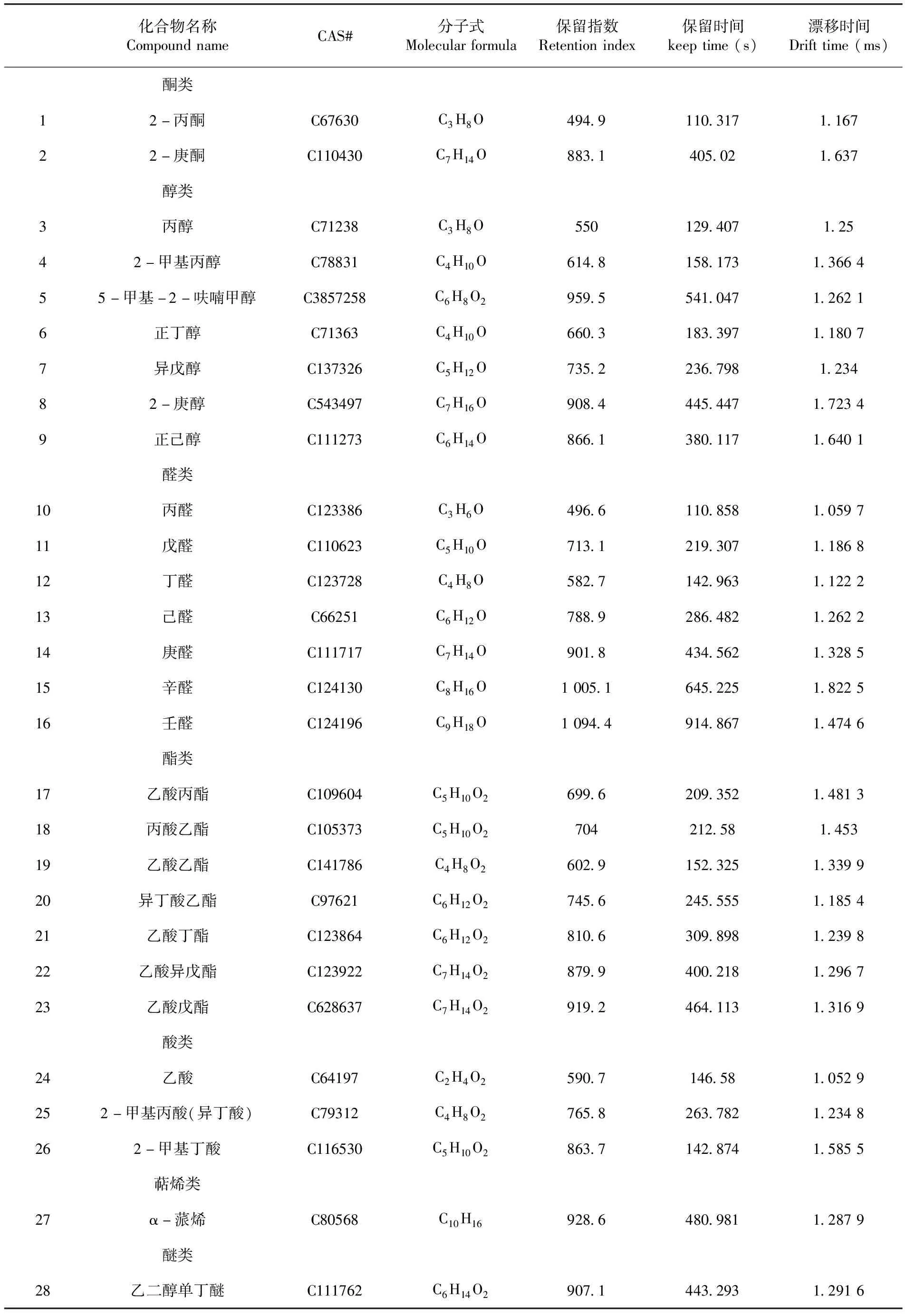
表1 样品挥发性组分的定性

图7 不同加工环节果汁的气相离子迁移谱
2.5.2 NFC苹果汁不同加工环节对风味物质的影响
研究表明,NFC苹果汁加工过程中,从原料、榨汁、护色、灭酶、均质、超声、杀菌和灌装的果汁物料中分别定性检出27、28、28、27、27、27、27和27种风味物质,全部共28种。其中酮类化合物占7.14%、醇类化合物占25.00%、醛类化合物占25.00%、酯类化合物占25.00%、酸类化合物10.71%、萜烯类化合物占3.57%、醚类化合物占3.57%。构成NFC果汁风味品质的香气物质基础主要为醇类、酯类和醛类组分。图8
注:1~2属于酮类;3~9属于醇类;10~16属于醛类;17~23属于酯类;24~26属于酸类;27属于萜烯类;28属于醚类
研究表明,在NFC苹果汁加工过程中,不同加工环节对于果汁风味物质的影响是不同的。在加工中,因为高温或者光照,一些芳香化合物会分解,甚至消失,有些芳香成分则会被合成。在B区域中,2-庚酮、辛醛、2-甲基丁酸、乙二醇单丁醚在原料中含量丰富,但在之后的加工过程中含量明显减少。低级饱和脂肪酮具有特殊的香气,如检测出的2-庚酮具有似梨的果香味,辛醛具有典型的柑橘香气,2-甲基丁酸具有酸败干酪味,乙二醇单丁醚微有香味。C区域中是榨汁和护色环节出现的6种风味物质,包括:丙醛、丙酸乙酯、乙酸乙酯、乙酸丁酯、乙酸、异丁酸。丙醛具有类似可可、咖啡的气味,丙酸乙酯似菠萝的香味,乙酸乙酯具有浓郁果香类气味,乙酸丁酯被描述为"果香型",乙酸有明显酸味,异丁酸具有酸败的奶油气味,D区域为榨汁环节含量明显减少但是通过后续的灭酶环节又明显增加的3种风味物质,包括:2-甲基丙醇、5-甲基-2-呋喃甲醇、异戊醇。2-甲基丙醇、5-甲基-2-呋喃甲醇具有青草味,异戊醇则具有不愉快的风味。E区域为在加工过程中含量逐渐减少的6种风味物质,包括:2-丙酮、丁醛、己醛、庚醛、壬醛、α-蒎烯。2-丙酮具有特有的芳香味、略有刺激性甜味,丁醛、己醛是"清香型"的风味物质,庚醛则在稀释后具有类似甜杏、坚果香气,壬醛具有甜橙气息,α-蒎烯则具有甜香和松脂味。图9
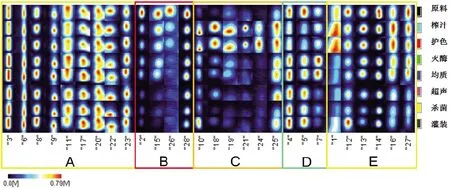
注:A 不同加工环节果汁中含量没有显著变化的9种风味物质;B 原料中含量丰富但随着之后的加工环节明显减少的4种物质;C榨汁和护色环节果汁含量较高的6种风味物质;D 榨汁环节果汁中含量明显减少的3种风味物质;E 随着果汁的连续制备,灭酶环节含量出现显著变化的6种风味物质
研究表明,利用GC-IMS的插件程序dynamicPCA plug-ins插件程序进行PCA处理,前2个主成分的累计方差贡献率为70%。由于落点距离越近的数据点具有更接近的性质,因此,可以判断,榨汁和护色环节在一个区域,灭酶和均质环节在一个区域,超声、杀菌和灌装在一个区域,榨汁、灭酶和超声为影响风味物质的主要环节。图10

图10 不同加工环节苹果汁的气相离子迁移色谱指纹图谱PCA
3 讨 论
3.1 不同加工环节苹果汁理化特性的差异
在NFC苹果汁的加工过程中,各加工环节对于苹果汁理化特性的影响是不同的。实验通过对不同加工环节的苹果汁分段取样后测定了理化特性的变化。榨汁环节使得亮度值L和色泽h降低、色度C升高,可能是由于压榨过程中使得果汁与氧气大面积接触,导致部分果汁发生褐变反应使颜色加深[2,17];护色使得亮度值L和色泽h显著升高,色泽C显著降低,这是因为榨汁结束之后直接加入了抗坏血酸进行了护色,使得颜色变亮、变黄、艳度降低[18-19];灭酶环节,果汁物料的亮度值L和色度值C显著升高了,可能是由于温度抑制了苹果汁的褐变[20];均质环节使得果汁物料的亮度值L降低,色度值C升高,可能是因为虽然灭酶环节使得多酚氧化酶钝化或者失活,但是果胶甲酯酶并没有完全失活,均质使得部分氧气混于果汁发生少量褐变,这与之前的研究报道一致[21-22];灭酶、杀菌、超声和均质均使果汁的浊度显著升高,这与之前的研究结果也一致[23];均质和杀菌环节使得可溶性固形物含量显著降低且整个加工过程中,可滴定酸的含量没有显著变化,这与之前田由等[1]的研究结果有出入,可能是因为各加工环节的仪器和操作差异造成的。护色因抗坏血酸的添加使得果汁物料的NEBI值显著降低,灭酶使得NEBI值升高,这可能是因为灭酶温度较高,引起了部分非酶褐变反应的发生[24],均质也因为部分氧气再次混入果汁使NEBI增加,这与之前的研究报道结果一致;护色、杀菌和灌装使得果汁物料溶氧量显著降低。因此,NFC苹果汁加工过程中的各加工环节对果汁理化特性均有影响,但灌装环节较与其他环节对果汁理化特性的影响较小。
3.2 不同加工环节苹果汁风味物质的差异
榨汁环节使果实原料中的2-庚酮、辛醛、2-甲基丁酸、乙二醇甲丁醚等风味物质减少,且在之后的加工环节中风味物质含量也减少,这可能是因为榨汁的压榨和研磨使得果汁出现了新的风味物质:丙醛、丙酸乙酯、乙酸乙酯、乙酸丁酯、乙酸和异丁酸;灭酶可使榨汁环节出现的新风味物质消失,一些原料、榨汁和护色环节中含量较多的风味物质减少,包括2-丙酮、丁醛、己醛、庚醛、壬醛、α-蒎烯等,这可能是由于灭酶在高温条件下,使果汁的部分风味物质减少,这与之前报道巴氏杀菌会使得醛酮类物质减少较一致[25];之后的超声环节则使风味物质继续减少、含量降低,而杀菌和灌装环节影响不显著。该结果与文献报道的灭酶会因为热加工使破坏的果肉细胞中释放出香气类物质、增加苹果汁风味物质、杀菌可使果汁风味损失较大有差异,这可能是因为果汁制备过程中两次热处理的温度和时间差异引起的,但是均质环节并未对果汁风味造成影响的结果一致[1]。
4 结 论
榨汁环节使得果汁亮度值L和色泽h降低、色度C升高,对风味物质有影响,护色结束的果汁亮度值L和色泽h显著升高,色泽C和NEBI值、溶氧量显著降低,灭酶环节,果汁物料的亮度值L和色度值C、浊度、NEBI值显著升高,果汁的风味物质减少;均质环节使得果汁物料的亮度值L、可溶性固形物含量降低,色度值C、浊度、NEBI升高,超声使浊度升高,杀菌使浊度显著升高,可溶性固形物含量和溶氧量显著降低,也会减少风味物质的含量。因此,除了灌装环节,其他工段对于果汁的理化性质和风味物质都有影响。