一种快速的基于机器视觉的轴承夹齿牙计数与定位方法
2022-04-11易焕银胡光雄林子其邱桂茂刘志明
易焕银,胡光雄,林子其,邱桂茂,刘志明
(广东交通职业技术学院,广东 广州 510650)
轴承夹即轴承保持器,是一种常见的机械零部件。作为保持轴承钢球的主架,其内圆部分有数个齿牙指向圆心。在轴承夹的生产和装配过程中,轴承夹齿牙的数目和位置是非常关键的参数,对后续与轴承钢球的配合使用影响较大。目前轴承夹齿牙的计数与位置检查大都依靠人工肉眼判别,本文提出了一种基于机器视觉的轴承夹齿牙纯自动地计数和定位方法,算法可在15 ms内完成单个轴承夹齿牙的计数与定位检测。
1 背景
关于轴承及周边部件的机器视觉检测技术研究,文献[1]提出了一种基于机器视觉的轴承圆柱滚子的直径与长度尺寸的测量方法。[1]文献[2]对于轴承检测缺陷样本的采集成本高的问题,提出了一种可有效扩充轴承样本数据集的规范化样本拆分的方法,对原图像进行透视变换校正和规范化样本拆分操作后显著提升了检测效果。文献[3]提出一种基于高斯加权均值分割的轴承滚子检测和轴承保持架支柱的定位方法,以提高流水线检测和装配的效率。文献[4]针对轴承表面光照不均影响尺寸测量精度的问题,提出了一种基于遗传算法的最大熵阈值分割算法,并在此基础上建立了一套实现光照自适应的轴承尺寸检测系统。文献[5]为了实现曲轴轴承盖在生产线上的自动分拣,提出了一种基于支持向量机的曲轴轴承盖外形轮廓分类方法。文献[6]针对圆锥滚子有倒装风险引起缺陷的问题,提出了一种基于数字滤波技术的倒装识别算法。文献[7]设计了一套基于机器视觉的轴承套圈尺寸检测、分类和缺陷检测一体化的系统。文献[8]提出一种基于机器人视觉的轴承缺珠检测方法,该方法利用Otsu法得到二值化的最佳阈值。文献[9]针对复杂背景情况下的工件圆孔识别和检测,提出了一种基于图像深度信息集的霍夫圆检测的工件圆孔检测方法,对三轴磁流体密封装置上的轴承孔进行边缘特征提取和检测。
由于轴承在机械工程中的关键作用以及机器视觉技术在效率和精度等方面的优势,近年来基于机器视觉的轴承及周边部件的检测技术得到了广泛的研究。本文对轴承夹(图1)这一轴承周边辅助部件进行研究,提出了一种基于机器视觉的对轴承夹的齿牙进行快速、准确计数与定位的方法。
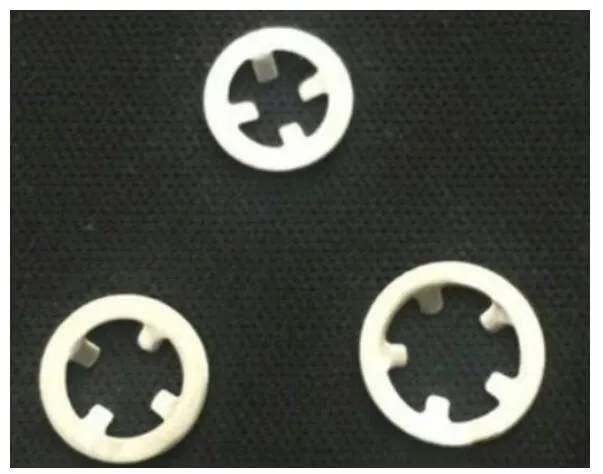
图1 轴承夹
2 本文算法
算法流程如图2 所示,包含8 个步骤,分别用Step1~Step8 表示。算法由内、外圆边沿点的获取与拟合和提取内圆区域前景部分并进行连通域分析得到齿牙数目和各个齿牙中心点两部分构成,前一部分包括Step1到Step6,后一部分包括Step7到Step8。
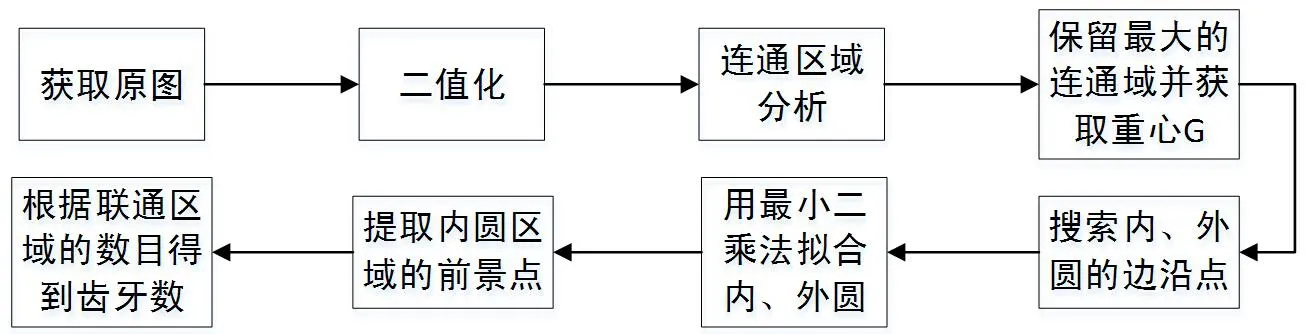
图2 算法流程
(1) 获取原图。采用LED 背光源作为光源,利用工业相机捕获轴承夹的图像,如图3所示,调光时在不损伤轴承夹边沿的情况下尽可能把背景打亮一些,以方便后续二值分割提取轴承夹对象。
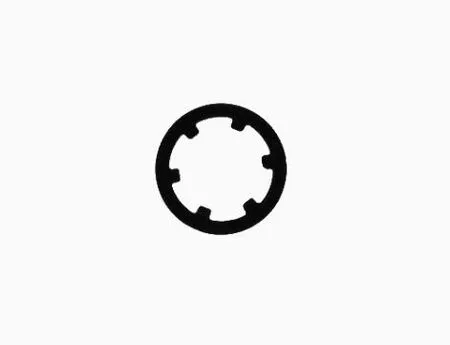
图3 轴承夹原图
(2) 二值化。根据设定阈值对原图进行反向二值化,记为二值图BW1,本文实验中阈值设为100,图4将灰度值小于100的像素位置设为255,否则设为0。
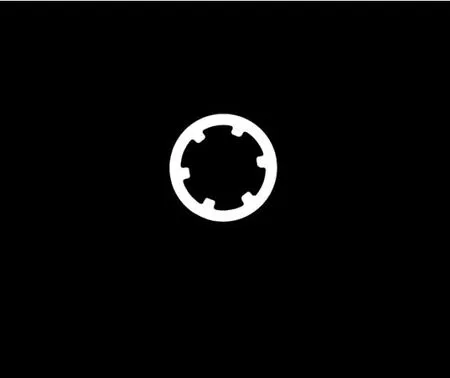
图4 二值化图
(3) 连通区域分析。利用文献[10]中的方法对Step2中得到的二值图像进行连通域分析。[10]
(4) 保留最大的连通域并获取重心G。在Step3得到的连通域中保留面积最大的一个,并求该连通区域的重心,记为点G。将其余的连通域的所有像素置0,即为背景色,以消除噪点。
(5) 搜索内、外圆的边沿点。利用分段扫描的方法,对Step2获得的二值图中的目标对象进行内、外两个圆形的边沿点定位。以Step4得到的中心点G为圆心,将整个圆平均分为N段(本文实验中N取100),设定每段的起始半径R1(本文实验中R1取50像素) 和结束半径R2(本文实验中R2取400像素)。从离圆心G距离为R1和R2的两个点的方向上进行搜索,找到的第一个值为255的点标记为内边沿点,即为轴承夹内圆部分的边界点,将N个内圆部分的边界点保存在集合C1中。从离圆心G 距离为R2和R1的两个点的方向上进行搜索,找到的第一个值为255的点标记为外边沿点,即为轴承夹外圆部分的边界点,将N个外圆部分的边界点保存在集合C2中。图5中的100条线段里面的内接小圆为各线段的起始点,外接大圆为各线段搜索截止点,线段中间的小圆点为搜索到的内、外边沿点。
(6) 最小二乘法拟合内、外圆。利用内、外边沿点拟合内、外两个圆,以集合C1中的点为参数进行最小二乘法圆拟合,得到拟合内圆C1的半径Rin,以集合C2中的点为参数进行最小二乘法圆拟合,得到拟合内圆C1的半径Rout,图5中用深色圆绘制出了内、外两个圆的拟合结果。其中内半径用于下述步骤齿牙前景像素的提取,外半径可用作轴承夹型号的判别。
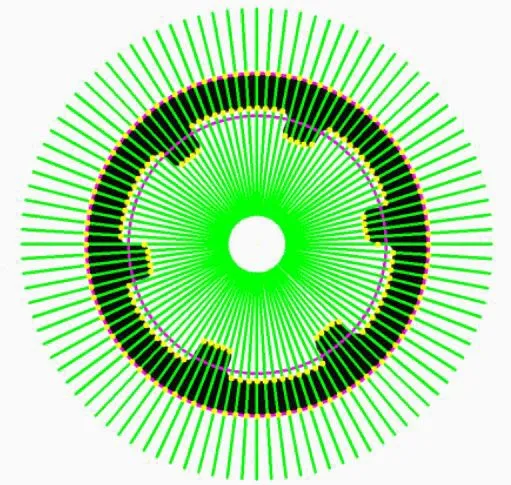
图5 内、外圆边沿点定位及最小二乘法拟合结果
(7) 提取内圆区域的前景点。对二值图BW1,以重心G 为圆心、以Rin 为半径、以0 为填充色画实心圆,得到二值图BW2,然后BW1减去BW1 得到二值图BW3,即为仅包含内圆区域的前景点的二值图像,结果如图6所示。
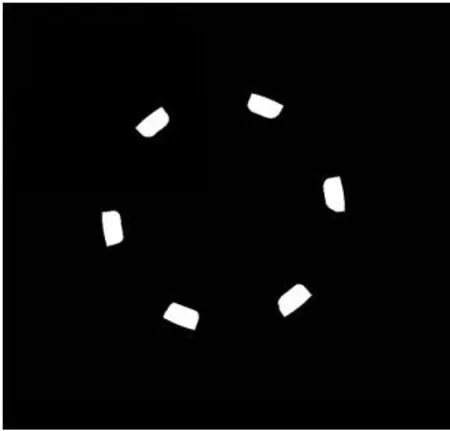
图6 保留内圆区域的前景点结果
(8) 根据联通区域的数目得到齿牙数。对(7) 中的二值图BW3 进行连通域分析,连通域数目即为轴承夹齿牙数,结果如图7、图8 所示。为了确认齿牙计数和定位的准确性,以每个连通域的重心为圆心在原图中画白色圆点标记,以显示最终齿牙定位位置。

图7 运行结果(齿数与预设标准不符)

图8 运行结果(齿数与预设标准相符)
3 实验结果
实验结果图片的左上角显示检测项目类型和检出的轴承夹齿牙数目(括号显示标准值数目,若二者一致则该行文字显示为绿色,否则该行文字显示为红色),若检测出的轴承夹齿牙数目与预设的标准值相同,则表示该对象检测通过并在结果图片右上角显示绿色字符串 “OK”,否则该对象检测不通过并在结果图片右上角显示红色字符串“NG”。
图7为轴承夹齿牙数目与预设标准不相符的检测结果示例,标准数目设置值为5而检出6个齿牙。
图8 为轴承夹齿牙数目与预设标准相符的检测结果示例,检出齿牙数目和标准数目设置值均为5个齿牙。
经过多个型号、数百张图像的测试,算法在齿牙计数及齿牙定位结果的错误率为0。算法运行效率上,在笔者的笔记本电脑上运行(笔记本型号:华硕FX86F,CPU 主频:2.2GHz,RAM:8G),该算法的平均运行时间为13.68 ms,速度上可以满足工业检测的实际应用要求。
4 结束语
本文提出了一种基于机器视觉的轴承夹齿牙计数方法,该方法能够对任意摆放、任意型号的轴承夹进行快速计数并定位每个齿牙的位置,算法的运行效率、准确性都可以实际应用于工业检测。
