箱形钢梁焊接施工工艺在北京城市副中心行政办公区地块建筑中的应用
2022-04-01白泽飞
白泽飞
一、工程概况
北京城市副中心行政办公区二期启动区FZX-0901-0160地块项目总建筑面积175693.91m2,占地面积38362.566m2,地上采用钢框架支撑结构,地下为钢筋混凝土框架剪力墙结构,地上钢柱截面均为箱型,楼梯柱为H型,地下的劲性柱为十字型截面。
二、箱形钢梁焊接方案
焊接方法多样,包含单面或双面坡口、反面清根等,此类方法取得的焊接质量较好,但需要采取清根措施,而箱梁可能会在清根过程中出现明显的变形。此外,箱梁主焊缝的变形属于结构焊缝,有一定程度的扭曲,而此类扭曲的出现具有一定程度的不可修复性,因此需要选择无需清根的焊接工艺。对此,根据焊接质量要求以及类似工程经验,提出“单面坡口、反面免清根”的方案,具体作业要点有:
1.CO2气体保护焊,从箱内焊四条角焊缝,代替焊条,在此方式下,一方面可避免焊接时烧穿的问题,另一方面则有助于保证箱体的刚性。
2.箱外坡口焊接施工采用的是船位埋弧自动焊的方法,焊接时保持较大的热输入量以及较慢的焊接速度,在此条件下焊透CO2气体保护焊施工后留下的未熔透部分。经前述的焊接处理后,无需额外清根。
三、工艺原理
1.箱内先采用CO2气体保护焊的方法予以焊接,提高箱梁的刚性,以免在后续出现不同程度的变形。同时,CO2气体保护焊的线能输入量较小,若操作得当,通常不会出现冷裂纹和氢气孔,焊接质量较好。
2.箱外船位埋弧自动焊,此部分施工采取的是单坡口、不清根的方法,精细化调整焊接工艺参数,规范作业,做到熔透,保证焊接质量。待主梁焊接后,箱梁的刚性进一步提升,而后再继续采用CO2气体保护焊的方法,完成箱内隔板、加强板等焊缝的焊接作业。
3.对于铆工工艺的选取,以有效控制构件外形尺寸为基本前提,挑选适宜的工艺。例如,对隔板和腹板做刨边处理;腹板与翼板组对时顶紧,在该组合关系下采取无间歇焊接的方法;焊接前,先将箱内的隔板以及加强板组装成型,由此来提升箱梁的整体刚性。
四、埋弧自动焊工艺参数的设定
焊接工艺参数的合理与否将直接影响焊接效果,在焊接工艺参数具有可行性时,可有效保证熔深,并达到焊透的效果。对于埋弧自动焊,其关键的焊接工艺参数,如下:
1.焊接电流
熔深为3~4mm,根据焊接电流与熔深的关系(如图1所示),选择合适的焊接电流,即550~650A。
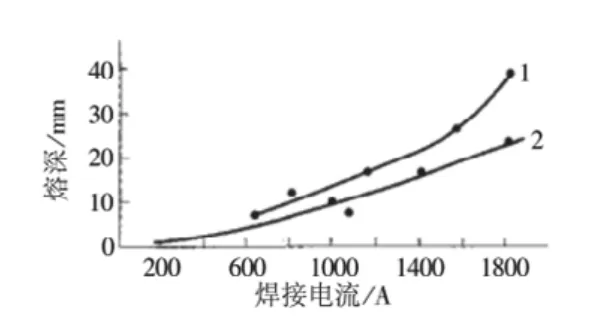
图1 焊接电流与熔深的关系示意图(1为Y形坡口;2为I形坡口)
2.电弧电压
在熔深为3~4mm时,确定第一遍的电弧电压,即28~32V。
3.焊接速度
尽可能做到匀速焊接,全程稳定在25~26m/h时较为合适。
4.埋弧自动焊接工
根据前述分析,确定埋弧自动焊接工艺的关键参数,将数据代入式(1),经过计算后判断是否可以熔透:

式(1)中:h为熔透深,mm;K为焊透工艺常数,取0.0012;V为焊接速度,mm/min;U为电弧电压,V;I为为电流,A。
经计算,确定熔深的上、下限值分别为4.6mm、4.7mm。从实际焊接作业情况来看,焊接的热损失量理论上高于实际值(仅存在小幅度的偏高现象),可满足焊透的要求。前述提及的内容属于第一遍的焊接工艺设计思路,而对于后续的第二、三遍,则按照常规焊接方法执行即可。
5.加大熔深
为加大熔深,需要选择合适的焊丝,通常以直径为3.2mm的焊丝为宜,焊丝至根部的距离为3mm,根据此数据展开计算,确定坡口角度,即55°,对应钝边控制在1~1.5mm。
基于前述提及的数据展开模拟试验,焊接完成后,安排超声波探伤检测。在焊接的18节箱梁中,仅有极少部分存在少量的气孔、夹渣问题,经统计,合格率达到98%以上;针对存在气孔、夹渣问题的部分安排返修,进一步检测发现,实测结果均满足要求。总体来看,箱梁结构的质量良好,无变形、刚性异常下降等问题,且焊接全程无需矫正。
五、焊接工艺的具体应用
1.在找平的平台上放置箱梁,安排4名员工,从中间开始逐步向两端施焊。在应用CO2气体保护焊的方法后,完成4条主焊缝的焊接作业,焊缝高度5~6mm。
2.在CO2气体保护焊的基础上,用船位埋弧自动焊的方法焊接箱梁外侧四条角焊缝,此阶段的焊接顺序如图2所示。为顺利完成焊接作业,需在焊缝两端设引弧板;随着焊接施工进程的推进,在焊接二、三道焊缝时,需要检查前一层,识别该部分的缺陷,予以有效的清理。

图2 箱梁焊接顺序
3.在箱梁内隔板和加强板的焊接施工中,采用CO2气体保护焊的方法,参与焊接的焊工对称站位,不可集中在某一处。严格控制坡口的尺寸,用刨边机做刨边处理,当板的厚度在16mm以内时,其刚度相对有限,为避免板材变形,刨后钝边应做到均匀一致,适度修磨超差处;此外,要求腹板与翼板组对并顶紧。
4.焊接前做好准备工作,即全面清理焊缝及周边的油污等各类杂物,以免影响焊接质量。正式焊接时,协调“刨边、组对、焊接”三道工序,缩短相邻两道工序的中途间隔时间。
5.焊材的质量会直接影响焊接施工效果,因此需要合理选择焊材。其中,焊接母材以16Mn钢为宜,焊丝主要为H08MnA,焊剂为H431,定位焊条选用T507。尽可能选择新焊剂,原因在于老旧的焊剂可能存在颗粒分布不均的情况,或是焊剂内夹杂部分泥土,此类存在缺陷的焊剂被投入使用后,成型的焊缝极有可能出现气孔、夹渣等质量问题,严重影响焊接效果。除此之外,需按照要求对焊剂做适度的烘烤处理,此举目的在于驱赶潮气,以免焊剂产生气孔。
六、冬期低温条件下的焊接作业要点
焊接易受到现场温度的影响,因此施焊前需要获取天气预报信息,对焊接工期内的天气情况做初步的了解,在恶劣天气来临前,及时调整计划,暂时停止焊接作业。若焊缝已开焊,此时需在不影响焊接质量的前提下赶工期,焊完板厚的1/3时方可停焊,并在暂停作业后采取热处理措施,后续恢复焊接时,以预热的方式提高温度。
1.焊接预热
焊接预热选择火焰加热法,首先在焊缝管坡口两侧焊接,该部分焊缝的宽度达到板厚的1.5倍且至少为150mm,加热温度超36℃,达到该温度条件后方可施焊。
2.焊接层温的控制
加热选择的是氧气和乙炔气体中性焰加热的方法,焊接时层间温度控制在80℃~200℃,用测温仪监测焊接时的温度,对比分析焊缝温度与设计值的关系,若低于设计值,则随即加热至合理的温度区间,而后再恢复焊接。
七、结语
综上所述,在箱形钢梁焊接施工中,需要合理选择CO2气体保护焊、埋弧自动焊等可行的方法,加强对焊接温度、焊接速度等关键参数的检测与控制,注重对处细节的检查,及时发现问题并妥善处理,最终全面保证箱形钢梁的焊接效果。