基于环氧BMC高分子复合材料的性能改善
2022-03-31包幸琪傅取陈频王昕夏宏伟
包幸琪 傅取 陈频 王昕* 夏宏伟
(1.金陵科技学院材料工程学院 江苏南京 211169;2.无锡新宏泰电器科技股份有限公司江苏无锡 214000)
BMC(Bulk Molding Compound)即团状模塑料,是由不饱和聚酯、有机添加剂、填料、增稠剂和玻璃纤维等混合而成,因其具有较好的电性能、机械性能、耐热性、耐化学腐蚀性,且材料成本低、工艺生产和成型的适应性强,而被广泛使用[1-2]。传统BMC 模塑料固化过程中体积收缩率达到7%以上,收缩率较大,制备出的制品力学性能和电性能都表现得较为普通,需要对传统BMC模塑料进行改性以提高其性能[3]。
环氧树脂本身具有良好的力学性能,其固化后的制品具有较好的拉伸强度、弯曲强度及抗冲击强度,电绝缘性能高,密封性能好,具有良好的化学性能,同时能与各种材料发生黏接,其灵活的工艺性使其在材料成型加工中充当较好的共混材料[4-6],能应用于多种成型工艺中,如模压成型和注射成型等[7-8]。但环氧树脂比不饱和聚酯树脂价格要高很多。基于此,本文主要论述利用在BMC 基料中加入环氧树脂及固化剂的方法制备性能优越的环氧BMC高分子复合材料。
1 实验部分
1.1 BMC原料
实验所用BMC 团料由53%的氢氧化铝(ATH)、16%的玻纤、14%的不饱和聚酯树脂(UP)、9%的低收缩添加剂(LSA)和4%的环氧树脂等原料构成。
1.2 BMC成型方法
按配方称取不饱和聚酯、酸钙、硅油等,放入混炼机之中,加入填料,混炼10min 左右,加入准备好的增稠剂和促进剂等助剂。待热压机预热至模压温度,在模具上面涂好脱模剂,将BMC 原料填充在模具之中,并把模具放置在热压机上。摇动压杆至预压压力,预压10MPa,时间为3min,完成后,继续加压至模压压力10MPa,保压10min。关闭热压机,放冷却水降温,降到规定温度时,取出模具,取出成型的样条,并对样条进行修剪。
1.3 成型工艺参数的确定
BMC复合材料一般使用模压成型法,影响BMC材料质量的因素很多,工艺参数的设定是关键,实验确定模压压强、模压温度、保压时间3个重要参数值。
1.4 环氧树脂固化剂选择与BMC性能研究
为了使环氧树脂和不饱和聚酯树脂能够在相同或相近的温度和时间同时固化交联,先进行了固化剂筛选实验。选用3 种固化剂:593、4,4'-亚甲基双(环己胺)和甲基四氢邻苯二甲酸酐。甲基四氢邻苯二甲酸酐配备了两种促进剂:2,4,6 三(二甲氨基甲基)苯酚和2-甲基-4-乙基咪唑。
每种固化剂与环氧树脂分别按1∶3、1∶4、1∶5、1∶8和1∶16等比例混合放入烘箱,温度设置在30℃、40℃、60℃和150℃下,记录固化时间。筛选固化性能良好的固化剂,与环氧树脂、BMC 团料混合模压成型,测试样条力学性能和电学性能。
1.5 性能测试
1.5.1 抗冲击性能
使用摆锤式悬臂梁冲击试验机,按照GB/T 1043对制备的样条进行抗冲击性能测试。
1.5.2 拉伸性能
使用WD-20D 型万能电子试验机,按照GB/T 1447-2005对制备的样条进行拉伸性能测试。将样条用夹子固定好放在试验机上,速度设置为5mm/min后,开始实验,样条断裂,读出数据。
1.5.3 弯曲性能
使用WD-20D 型万能测试机,按照GB/T 1449-2005 对制备的样条进行三点弯曲性能测试。将样品放在支架上,压头对样品施加压力,样条断裂后,读取数据。
1.5.4 耐电弧性能
使用ARC-15耐电弧试验仪对制备的样板进行耐电弧时间测试,按照GB/T 1411-2002 进行测试。将样板夹在样品台,调试电压端触角角度和距离,开机后,当产生火花时,记录数据。
1.5.5 电气强度性能
使用HT100击穿仪(配恒温油槽)对制备的样板进行击穿性能测试,按照GB/T 1408-1999,IEC 60243-1:1998 进行测试。将样板放入油槽中,调好电极角度,开机后,等待样板被击穿。
2 实验结果与讨论
2.1 BMC模压成型工艺参数
表1 是BMC 在模压温度170℃、保压时间10min、不同压强下样条性能数据。当模压温度、保压时间固定时,压力逐渐升高,其力学性能达到峰值后开始降低。当模压压力为10MPa时,力学性能最佳。

表1 不同压强下B MC 样条力学性能
表2 是BMC 在模压压力10MPa、保压时间10min、不同温度下样条性能数据。当模压压力、保压时间固定时,模压温度逐渐升高,其力学性能达到峰值后开始降低。当模压温度为170℃时,力学性能最佳。

表2 不同温度下BMC样条力学性能
表3 是BMC 在模压压力10MPa、模压温度170℃、不同保压时间下样条性能数据,当模压压力、模压温度固定时,随着时间的增大,冲击强度、拉伸强度、弯曲强度先增加后降低。当保压时间为10min 时,力学性能最佳。
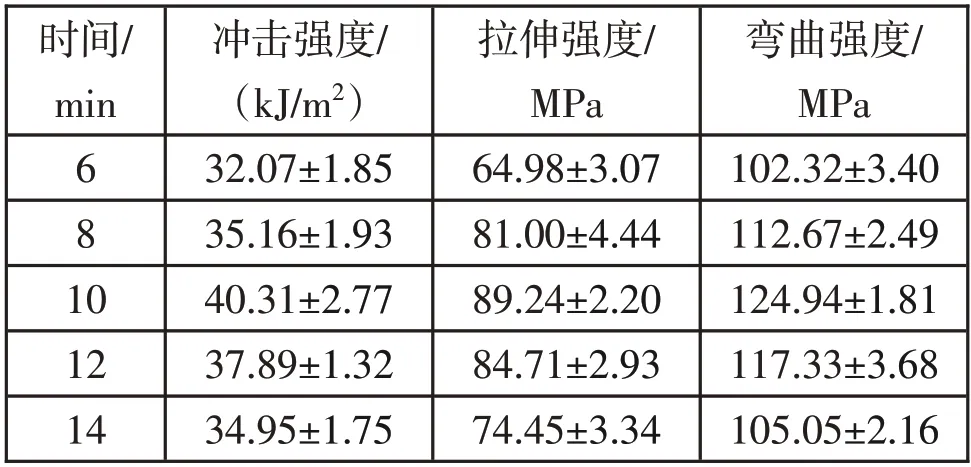
表3 不同保压时间下B MC 样条力学性能
实验确定模压工艺参数:模压温度170℃,模压压力10MPa,保压时间10min。
2.2 环氧树脂固化剂选择
实验发现:常温时,环氧树脂加入固化剂593所需固化时间比加入固化剂4,4'-亚甲基双(环己胺)长,在高温时,两者所需时间相近;使用甲基四氢邻苯二甲酸酐固化剂,不论用何种促进剂,在常温时,固化效果都不好,但在高温时加入2-甲基-4-乙基咪唑作促进剂固化效果更好。
在实际生产过程中,BMC 模压料需要在常温状态下放入仓库保存,而在模压成型时,则需要模压料能快速固化。考虑经济成本,综合考虑选用固化剂593 和甲基四氢邻苯二甲酸酐(2-甲基-4-乙基咪唑)两种固化剂,固化剂593 和甲基四氢邻苯二甲酸酐和与E51添加比为1∶4和1∶5。
3 环氧树脂对BMC性能影响分析
图1(a)、图1(b)是添加环氧树脂前后BMC样条的扫描电镜图。图1(b)形貌显示添加环氧树脂后结构变得更紧凑,增强了填料的接触,有助于提高样条力学性能和电性能。
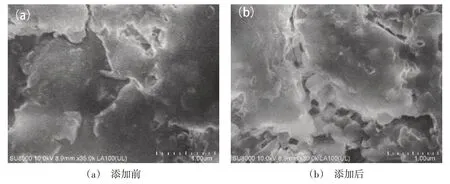
图1 添加环氧树脂B MC 样条扫描电镜图
表4是添加环氧树脂和固化剂后BMC样条的力学性能和电学性能。添加环氧树脂后,样条的冲击强度、拉伸强度、弯曲强度均有所增加。添加固化剂593 样条的拉伸强度和弯曲强度有明显提升,使用甲基四氢邻苯二甲酸酐固化剂电性能更佳。

表4 不同环氧B MC 样条的性能
4 结语
不饱和聚酯BMC中加入环氧树脂,并选择适当的固化剂和促进剂,可制备性能改善的环氧BMC高分子复合材料。实验确定合适的模压成型工艺条件:模压温度170℃,模压压力10MPa,保压时间10min。实验表明环氧树脂/固化剂593及甲基四氢邻苯二甲酸酐分别按4∶1和5∶1配比,固化性能良好。
BMC 样条性能测试结果表明:BMC 添加环氧树脂和固化剂593 后样条的力学性能提高,冲击强度43.75kJ/m2,拉伸强度 114.92MPa,弯曲强度144.94MPa,力学性能各项均比传统BMC样条高;BMC添加环氧树脂和甲基四氢邻苯二甲酸酐(2-甲基-4-乙基咪唑)时所得样条电性能好,电气强度22.77kV/mm,耐电弧时间187s,相较于传统BMC样条电气强度提升了20%。实验表明,BMC 添加环氧树脂复合材料力学性能和电学性能都得到了改善。
