难处理金矿石焙砂中铁氧化物的硫酸溶解动力学
2022-03-29蒋常菊范志平雷占昌费发源李学莲
蒋常菊,范志平,雷占昌,费发源,李学莲
(青海省核工业检测试验中心,青海 西宁 810003)
难处理金矿石直接氰化浸出时,金浸出率较低,需要进行预处理。对于高砷、高硫型金矿石,通常采用焙烧预处理,所得焙砂疏松多孔,基本打开了硫化物、硫铁矿等对金的包裹。焙烧过程中,硫铁矿物转化为铁氧化物(Fe3O4、Fe2O3),而铁氧化物较为致密,仍包裹部分微粒细金,使无法氰化浸出。因此,需要对焙砂再进行处理,进一步打开铁氧化物对金的包裹,提高金回收率。
铁氧化物可采用酸溶[1-3]、焙烧—碱溶[4]、还原—酸溶和还原—磁选[2,5-6]、氯化焙烧[7-9]、电解[10]、硫酸熟化[11-13]、碱化焙烧—碱溶[14]等方法溶解或分离。酸溶—碱溶法会产生大量固体废物,增加处置成本;还原法和碱化焙烧—碱溶法工艺复杂;氯化焙烧法处理效果较好,但设备投资高;炼铁—电解法对原料要求较高;硫酸熟化法需高温焙烧,处理成本高;而酸溶法工艺简单,工业上易操作,但常规酸溶效果较差,需要对酸溶过程加以强化。
试验研究了用硫酸强化溶解铁氧化物,并探讨了溶解反应动力学,以期为从难处理金矿石中高效回收金提供参考。
1 试验部分
1.1 试验原料
难处理金矿石焙砂,取自国内某黄金冶炼厂,主要化学成分见表1。

表1 金矿石焙砂的主要化学成分 %
浓硫酸:95.0%~98.0%,分析纯。
1.2 试验原理与方法
硫酸溶解金矿石焙砂中铁氧化物过程中发生的化学反应如下:

6Fe2(SO4)3+18H2O;
(1)

(2)
试验在玻璃圆底烧瓶中进行。烧瓶中加入一定量水,打开OS20-S型电动搅拌器(美国赛洛捷克公司),依次加入与水等质量浓硫酸和焙砂,在一定温度下反应一段时间。每隔一定时间取样,过滤,采用6300X型电感耦合等离子发射光谱仪(美国赛默飞世尔科技公司)分析滤液中铁质量浓度,由式(3)计算铁溶解率(x):
(3)
式中:m—焙砂质量,g;w—焙砂中铁质量分数,%;V—滤液体积,mL;ρ—滤液中铁质量浓度,mg/L。
焙砂的主要成分为铁,硫酸溶解过程中,铁氧化物发生反应。焙砂中的其他微量成分在溶解过程中也有部分参与反应,但不影响金的进一步回收。
2 试验结果与讨论
2.1 焙砂粒度对铁溶解率的影响
焙砂质量100 g,反应温度95 ℃,反应时间2.5 h,浓硫酸用量1.36 mL/g,焙砂粒度对铁溶解率的影响试验结果见表2。

表2 焙砂粒度对铁溶解率的影响
由表2看出:铁溶解率随焙砂粒度减小而增大,在焙砂粒度-325目占90%时,达98.37%;进一步减小焙砂粒度,铁溶解率变化不大。这是因为,焙砂颗粒粒度越小,比表面积越大,与硫酸分子接触概率越大,越有利于铁氧化物溶解。综合考虑,确定焙砂适宜粒度为-325目占90%。
2.2 浓硫酸用量对铁溶解率的影响
焙砂质量100 g,粒度-325目占90%,反应温度95 ℃,反应时间2.5 h,浓硫酸用量对焙砂中铁溶解率的影响试验结果如图1所示。

图1 浓硫酸用量对焙砂中铁溶解率的影响
由图1看出:铁溶解率随浓硫酸用量增加而升高;浓硫酸用量为1.09 mL/g后,继续增大浓硫酸用量,铁溶解率提高幅度不大。综合考虑,确定浓硫酸用量以1.09 mL/g为宜。
2.3 反应温度和时间对铁溶解率的影响
焙砂质量100 g,粒度-325目占90%,浓硫酸用量1.09 mL/g,反应温度和时间对铁溶解率的影响试验结果如图2所示。

图2 反应温度和时间对铁溶解率的影响
由图2看出:随反应温度升高,铁溶解率显著升高,之后趋于稳定;温度越高,铁溶解率溶解越快,所需时间越短;在90、95 ℃条件下,随反应进行,铁溶解率明显升高,且反应1 h时,铁溶解率达最大,之后基本保持不变。说明此条件下,焙砂中的铁氧化物已完全溶解。综合考虑,确定最佳温度为90 ℃,适宜反应时间为1 h。
2.4 硫酸溶解动力学分析
焙砂中铁氧化物的硫酸溶解过程属液-固反应。采用收缩未反应芯模型(缩芯模型)对溶解过程进行动力学分析。假定溶解过程中反应只在颗粒内部产物与未反应芯的界面上进行,反应界面由外至内不断向颗粒中心收缩,未反应芯不断减小,此时,溶解反应受3个步骤控制:1)外扩散控制,即溶解过程中受反应物硫酸在焙砂颗粒表面一层流体膜内的扩散控制;2)内扩散控制,即受反应物硫酸在焙砂颗粒内部产物层内的扩散控制;3)表面化学反应控制,即受反应物硫酸与铁氧化物在反应界面上的化学反应控制。
当溶解过程分别受以上3个步骤控制时,铁溶解率x与反应时间t之间的关系如下[15-21]:
x=k1t;
(4)
(5)
(6)

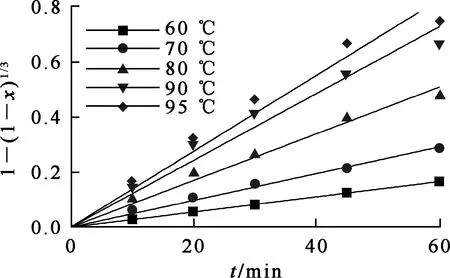
图3 表面化学反应控制时的动力学拟合曲线

表3 动力学拟合参数
根据Arrehenius方程,反应速率常数(k)计算公式如下:
(7)
(8)
式中:A—指前因子;Ea—溶解过程表观反应活化能,kJ/mol;R—摩尔气体常数,J/(mol·K);T—浸出过程的热力学温度,K。
根据表观反应活化能大小可判定浸出过程的类型[22]:Ea在4~12 kJ/mol范围内,反应受扩散过程控制;Ea>40 kJ/mol,反应受化学反应控制;Ea在12~40 kJ/mol范围内,反应受扩散与化学反应控制。由式(8)可知,lnk与1/T呈线性关系,如图4所示。由该直线斜率计算得Ea=47.06 kJ/mol,表明溶解过程受化学反应控制。这与动力学拟合结果相一致。溶解过程动力学方程为

图4 受表面化学反应控制时,ln k与1/T的拟合曲线
(9)
3 结论
金矿石焙砂用硫酸溶解处理可破坏其中的铁氧化物,使其包裹的金裸露出来,进一步提高金浸出率。动力学研究结果表明,硫酸溶解铁氧化物过程符合缩芯模型,溶解过程受化学反应控制,表观活化能为47.06 kJ/mol。溶解过程动力学方程为
