高精高效找正方法开发与应用
2022-03-24邓集松
邓集松
(中国空空导弹研究院,河南 洛阳 471009)
0 引言
机械加工中“找正”通常是指在零件加工前,操作者利用找正工具测量、校正夹具或零件上的相关表面,使其与机床基准处于平行、垂直、同轴、对中等正确位置的操作过程。为了有效地消除、减小零件的定位误差,对于定位精度要求高的零件,需要在加工前对每件零件进行找正,必要时还需要在加工过程中如精加工前,对零件再次找正,修正零点的偏差[1]。在数控机床上,常用寻边器、杠杆表、主轴芯棒等工具进行手动找正,操作费时费力、容易出错。
自动找正工具有红外型或电磁型的触发式测头,是一种高效率、高精度、高可靠性的自动化在线测量装置,通过执行找正程序,自动对零件特定的基本结构要素如单点、孔、矩形腔进行测量,并自动设置工件零点数值[2]。目前,绝大多数操作工对测头的使用还处于初级阶段,只能完成手动操作和简单的找正,不具备编写程序完成零件找正的能力,限制了自动找正的普及应用。
1 高精高效找正方法概述
本文是基于加工中心上的触发式测头,以海德汉iTNC530系统为平台,在基本找正功能基础上,对测头功能原理、参数编程及数据交互功能加以深入研究,开发高精度、高效率的数控机床在线找正方法。
高精高效找正方法,依托触发式测头及其基本功能,通过参数程序,对测头采集的测量数据或人工输入的初始数据进行数学运算,得出工件零点数值或坐标值,并通过对系统变量的读写,自动设置或实时修正工件零点或程序坐标值,实现精确、快捷、自动找正过程,并通过设计防错、报警、信息显示实现人机交互。
海德汉iTNC530系统为用户提供了测量循环与参数编程功能,包含角向找正循环、零点找正循环、参数的代数运算、逻辑运算、跳转等指令,用于对加工数据的在线处理,在参考资料《海德汉iTNC 530对话格式编程手册》中有详细讲解[3],因功能较多,此处不再赘述。
2 提高测头测量位置精度的方法
在测头的使用过程中,由于频繁换刀、受力、机床振动等因素的影响,测头的球头中心相对校准时的中心会发生偏斜,测头表面有时不清洁(如粘屑),甚至有时还会发生松动,导致测量精度下降,严重时导致尺寸超差。为了提高测头测量的位置精度,开发应用以下测量程序进行测量,让操作者及时发现测头偏斜、松动、粘屑等不良状况,以下具体介绍。
2.1 方法原理
假设测头球头中心与机床主轴中心存在偏差,如图1所示。

图1 测头测量误差分析
主轴在圆周角度为0°时X轴向偏差为ΔX1,如对固定位置0进行测量时,造成X轴向测量误差为ΔX1,第一次测量值为X1,真实值为X0,则:

再将主轴旋转至圆周角度为180°时,对固定位置0进行测量,此时X轴向测量误差为ΔX2,第二次测量值为X2,真实值为X0,则:

两次测量值的平均值X为

此时不考虑测头系统的固有误差,从理论上讲,两次测量误差值ΔX1与ΔX2应该数值相等,符号相反,即ΔX1+ΔX2=0,那么两次测量值的平均值理论上应等于真实值,即

同理,对于Y轴两次测量,则有:

这样,就相当于把由于测头球头中心相对于机床主轴中心偏斜造成的测量误差抵消了。
此时,测头在X轴和Y轴方向的偏斜值ΔX、ΔY均应该不超出额定值δ,否则,通过输出报警信息提示操作者,需要检查或重新调整测头。δ值一般取0.02~0.04 mm。即:
2.2 程序编制
在测量精度要求高的场合,对单点、腔槽、方台的对称中心、孔轴的圆心、分度圆圆心等位置进行找正时,采用主轴0°、180°分别定向后对要素测量,并将两次测量结果取平均值,作为最终测量结果。
以孔中心立式测量为例,编程如下[3-4]:


通过以上程序,可精确测量出指定孔的中心坐标值,并分别保存在参数Q1和Q2中备用。其它如单点、腔槽、方台的对称中心等位置进行测量时,方法与孔相同,不再赘述。
3 夹具快速找正法
夹具安装在数控机床的工作台上无固定位置,夹具体上必须具有供测量找正的基准要素,常见的有孔、轴、槽、平面等。这些基准要素可以是零件的定位基准要素,也可以不是,但必须是方便测量找正操作,且一定和工件的加工基准有固定的位置尺寸关系,此尺寸在夹具设计和加工时已确定,为已知常数,供找正设置零点时换算使用。
3.1 找正原理
只要夹具在机床工作台上安装完毕,其基准位置在机床坐标系内的坐标值也就固定了,其近似值靠基准面与测头球头相对位置的目测就能自动捕捉并设置到机床零偏置或零点数据表内,此目测精度完全能满足触发式测头工作,其精确数值即可通过测头对各基准要素精确测量找正得到,再作为基准数据直接或经计算后写入指定零点中。
3.2 程序编制
以某组合件夹具为例,如图2所示,在立卧转换加工中心DMU 60P机床上靠目测将角向基准边转平,测头近似定位于对中基准孔中心,并距基准面约20 mm。已知转台中心机械坐标值为X=300.603,Y =-478.988,Z=-724.029;测头有效长度保存在参数Q114中,供计算使用。

图2 目测测头与基准位置
零点近似设置,编程如下[3-4]:

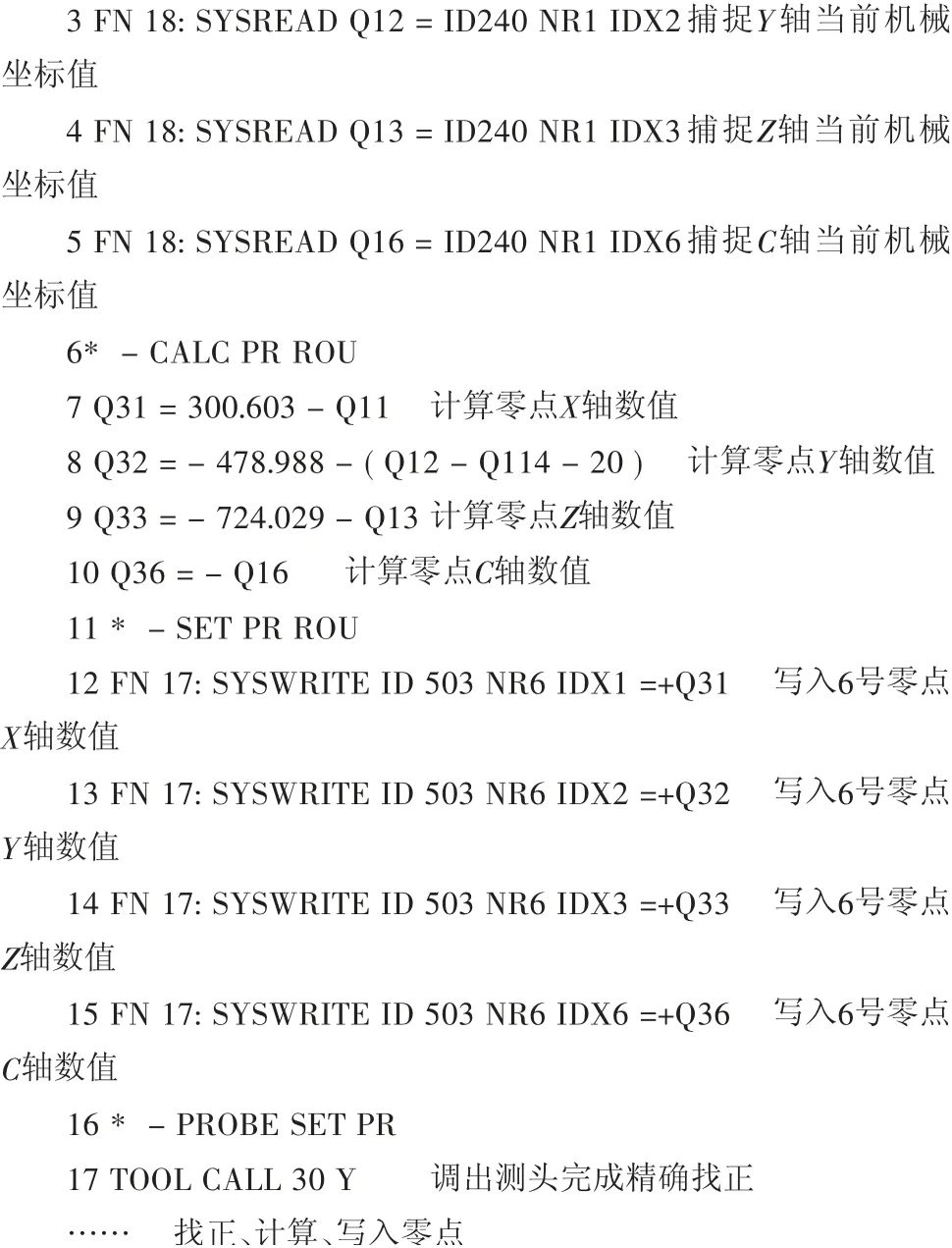
通过运行自动找正程序,依靠测头测量并自动设置工件零点的数据。
4 应用效果
开发的找正方法经过实际应用验证,完全满足了高精度高效率的找正要求。该套方法简单易用,由自动操作代替人工操作,启动执行程序即可,一般找正过程不超过1 min,大大提高了找正效率,降低了劳动强度。此找正方法的应用,降低了对工装夹具的要求,可大量使用通用夹具,大幅度降低了工装的使用成本。对输入和输出端的数据都可实现防错,不易受人为和外界因素的干扰,可有效保证找正操作的安全和质量。
此套方法已应用于海德汉系统的加工中心设备上,使用方便可靠。开发此方法所用到的技术工具为操作系统的标准配置,西门子、FANUC等操作系统也均具备相同或相似的功能,可进一步推广应用于其它的操作系统上。
