一种PLC控制的两工位自动装袋装置设计
2022-03-23黄双成郜海超赵战国刘士林
黄双成,郜海超,赵战国,刘士林,张 军
(1.河南应用技术职业学院 机电工程学院,郑州 450042;2.河南铭匠电气有限公司,郑州451191;3.西峡神威机械设备有限公司,河南西峡 474550)
0 引言
中国是食用菌生产大国,2019年我国食用菌总产量达3 961万吨[1],居世界第一位。食用菌产业是一项富民产业[2],全国有超过70%的贫困地区将食用菌产业作为带动农民脱贫致富的产业进行重点支持[3],食用菌产业自此走向了发展的快车道。
食用菌以料基划分,主要有木腐菌和草腐菌2种。无论哪种方式,装袋是袋料栽培的基础环节,也是用工量最多,劳动强度最大的工序之一。除环境因素外,劳动力成本已经成为制约食用菌产业发展的关键因素[4],面对农村劳动力短缺和当前国内对菌袋装料设备研究主要以菌袋装料作业的单工序设备为主的局面[5],研制一种应用于国内农村市场的袋料自动装袋装置十分必要,也是推动农村食用菌产业快速发展的关键。
在食用菌袋料栽培研究基础上,文献[6]通过单片机、传感器、电动机配合绞龙装置完成装袋,提升了食用菌装袋环节的安全性;文献[7]更换驱动方式,引入气动系统,使装袋机在运行、参数调整的便捷性方面得到改善;文献[8]引入三工位转盘结构,充分利用套袋工作间隙,使套袋和装袋在空间分离,提升设备安全性,同时提升工作效率。上述文献在食用菌装袋的实现方式、安全性和工作效率上进行了改善和升级,但还是手动作业,并没有实现套—装一体化,装袋的劳动强度并没有得到明显改善,食用菌自动装袋设备还待继续研究。
结合当前农村食用菌产业现状和未来工厂化需求,考虑到气动技术的特征和优点[9],设计一种PLC控制的两工位自动装袋装置。利用PLC控制和气动驱动完成取袋[10]、开口、撑袋、套袋、装袋5个基本动作,从而完成自动套袋、自动装袋的工艺操作,彻底解决袋料栽培中装袋环节劳动强度大[11]、自动化程度低的问题,加快食用菌产业装备转型升级,促进农村食用菌产业的快速发展。
1 两工位自动装袋装置组成和工作原理
1.1 装置的组成
两工位自动装袋装置主要由机架本体、触摸屏、两工位转盘、自动套袋、自动装袋等部分组成,见图1所示。
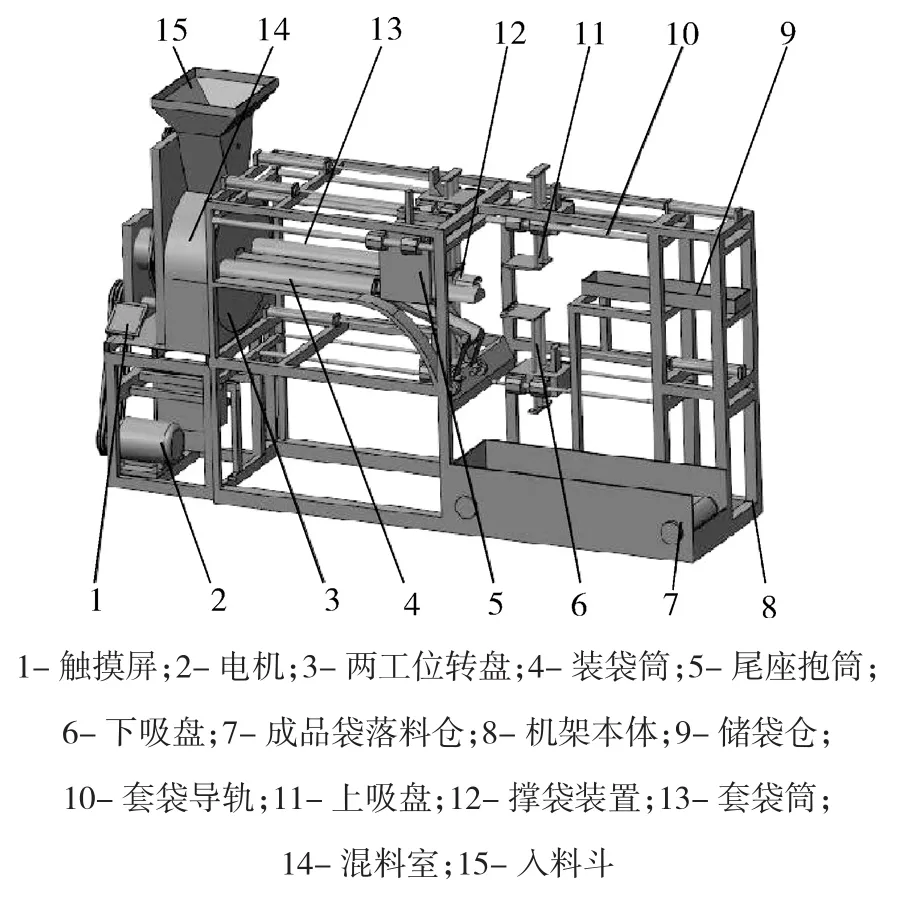
图1 装置结构图Fig.1 Structure diagram of bag device
1.2 装置的工作原理
按照人工装袋的工艺操作规范,将两工位自动装袋装置抽象为以下几个工艺部分:取袋→送袋→开口→撑袋→套袋→工位盘转动→尾座前移→装袋(绞龙旋转)→成品袋入仓等。工作流程如图2所示。

图2 装袋装置工作流程图Fig.2 Working flow chart of bag device
装置将混合料料基自动装入直径为18 cm,长58 cm塑料袋中,且装袋硬度均匀,完成后自动放入成品落料仓内。基本工作过程如下:
装置初始化后,送料机构将装袋混合料(木屑、麦麸、石膏粉等)送入料斗中,入料口中的搅拌装置将混合料推进混料室,此时上吸盘运行到储料仓上方,完成吸袋;并携带空袋运动至下吸盘上方,到位后下吸盘动作完成开袋操作;之后撑袋装置中的上下鸭嘴向后方移动,进入空袋后,鸭嘴张开完成撑袋操作;张开后的鸭嘴沿着导轨向转盘的料筒移动,套在料筒外壁上,随后鸭嘴快速退出完成套袋;此时转盘转过180°,让两工位套筒(已套袋的料筒)与尾座抱筒共线,尾座抱筒快速套在装袋筒上,绞龙装置运动,混合料推动尾座抱筒向后移动,检测装满后,尾座快速向后移动,装满的袋子进入成品落料仓完成装袋操作;与此同时两工位的另外一个重新进入套袋工位,进行套袋作业,实现装置在相同时间内完成套袋和装袋。
2 装置的气动回路设计
装置中绞龙装置使用三相交流电机拖动,其他部件均采用气动实现,通过气缸完成转盘的转动,下、上吸盘开口,鸭嘴撑袋、套袋以及抱筒的共进和快速回退实现装袋等动作,从而完成取袋、开袋、撑袋、套袋和装袋等5个工艺流程自动化作业,气动回路如图3所示。
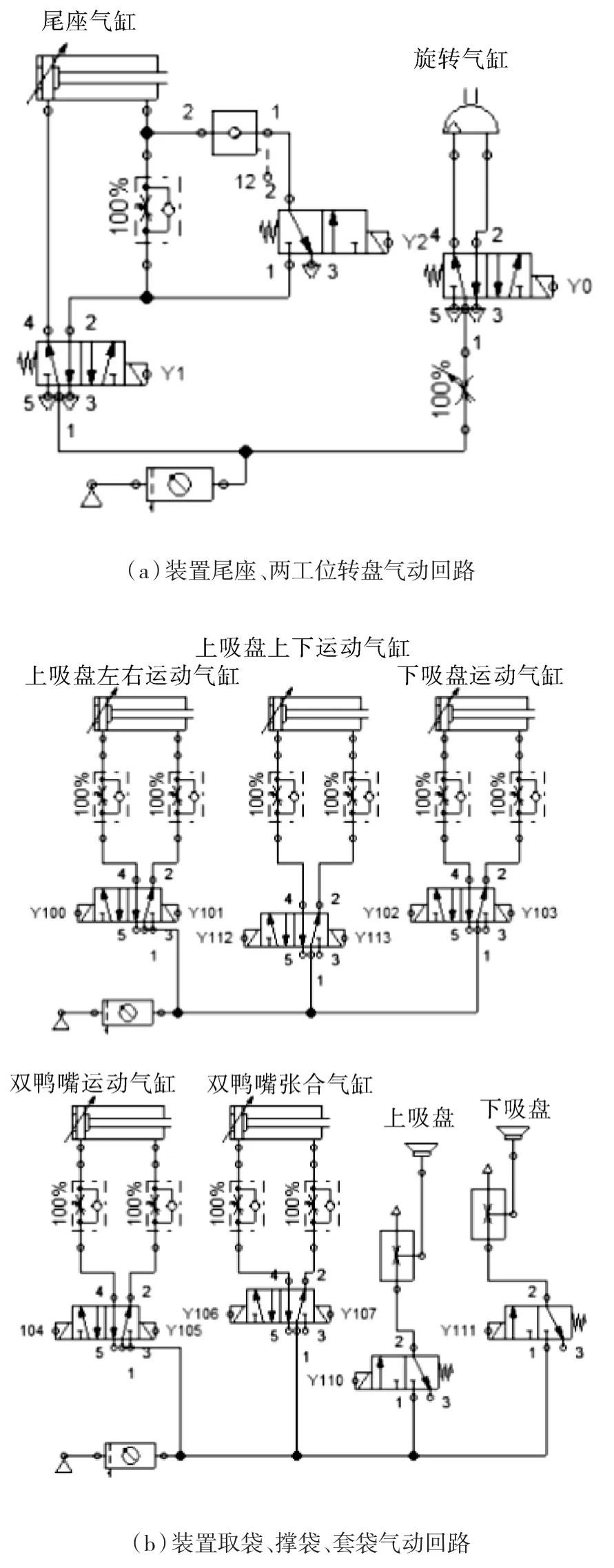
图3 装置气动回路图Fig.3 Pneumatic circuit diagram of bag device
3 装置电气控制系统设计
3.1 PLC选型与I/O分配
根据两工位自动装袋装置的工艺需求和PLC选型的基本原则,装置选用信捷PLC(XC3-24R-E型)做主控单元,配合电磁离合器和多个位置传感器,同时加配I/O扩展模块(XCE16PXYR-E型),实现对装置的全面控制要求,系统I/O分配如表1所示。

表1 装袋装置系统I/O分配表Tab.1 I/O allocation table of bag device system
3.2 装置PLC电气控制接线图
根据食用菌装袋工艺要求,按照工艺完整、时序准确原则,装置选用PLC配合传感器、电磁阀[12]、触摸屏等实现系统的控制功能,其装置控制系统主电路如图4所示;装置PLC主模块接线如图5所示;装置PLC扩展模块接线如6图所示。

图4 装置控制系统主电路Fig.4 Main circuit of the device control system
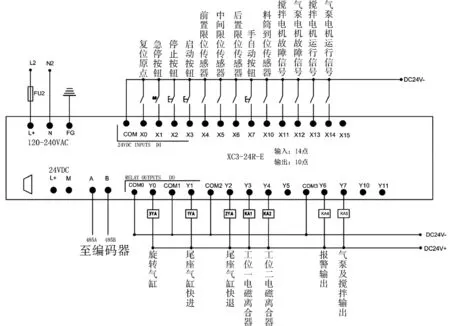
图5 装置PLC主模块接线图Fig.5 PLC main module wiring diagram of the device
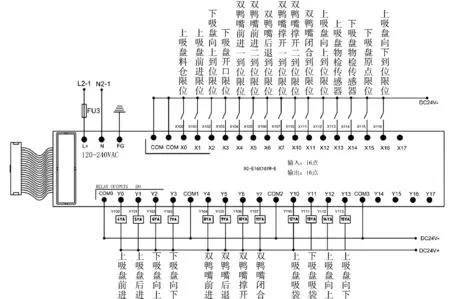
图6 装置PLC扩展模块接线图Fig.6 PLC expansion module wiring diagram of the device
3.3 PLC程序设计
根据自动装袋装置的工艺、时序和位置控制需求,PLC严格逻辑时序和位置控制要求编写功能图程序如图7所示。
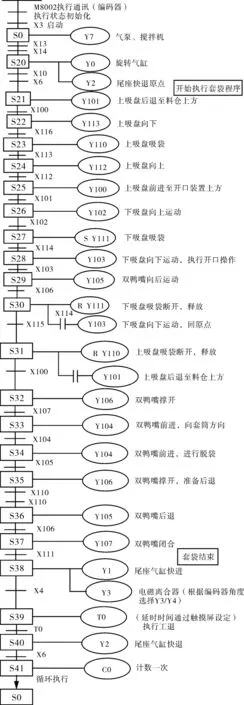
图7 装置PLC程序Fig.7 Device PLC program
为了能够显示装置工作的实时状态,确保系统运行的可靠性,便于故障诊断,装置采集系统运行的关键动作和参数,通过触摸屏来实现人与装置之间的人机交互,提高装置操作的便捷性和监控的直观性。装置对套袋和装袋2个工位的监控,详细界面如图8和图9所示。
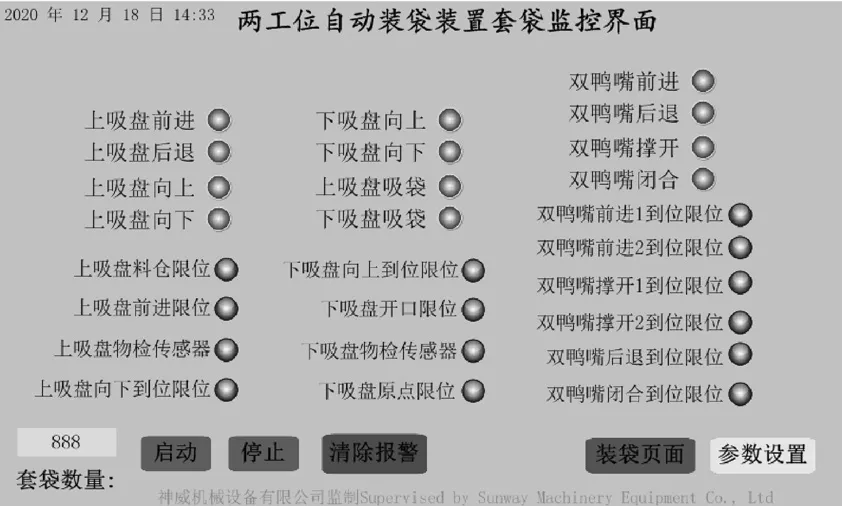
图8 装置套袋环节监控界面Fig.8 Device bagging link monitoring interface
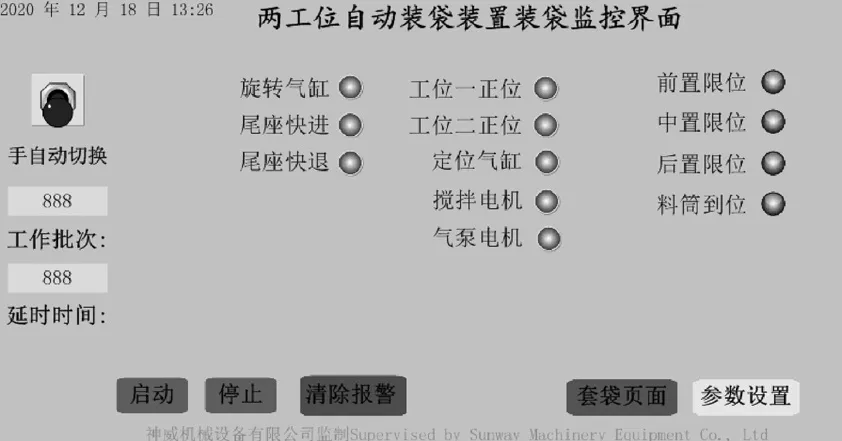
图9 装置装袋环节监控界面Fig.9 Loading-in-bag link monitoring interface of the device
4 测试结果与结语
2020年12月,系统样机组装完毕在某食用菌菌袋生产厂进行测试,测试结果如表2所示。
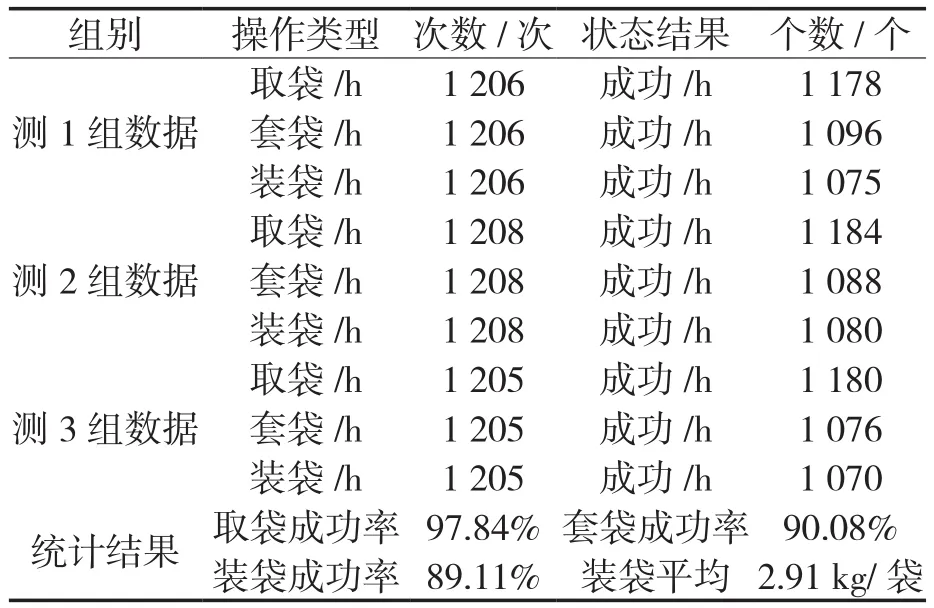
表2 装置测试统计结果Tab.2 Statistical results of device test
(1)设计的两工位自动装袋装置完成组装并进行实践测试,测试统计结果表明,能满足实际生产要求。
(2)采用两工位设计,充分利用套袋-装袋工作工艺时间,提升了设备工作效率,实现食用菌装袋生产中的套-装一体化自动作业,有效助推农村食用菌产业的发展。
(3)性能测试表明,两工位自动装袋装置的平均生产率可以达到1 070袋/h以上,套-装袋平均成功率达90%以上,装袋后菌袋的平均重量约为2.91 kg/袋,且装袋质量均匀,能满足生产实际需要。
综上所述,设计的两工位自动装袋装置能有效实现食用菌装袋作业过程中套-装环节的自动化生产,提升食用菌装袋效率和产业化进程,加快农村食用菌产业的发展。
