小半径曲线钢轨磨耗速率影响因素
2022-03-21文良华
文良华
(国家能源集团朔黄铁路发展有限责任公司原平分公司,山西忻州 034100)
0 引言
国能朔黄铁路作为我国“西煤东运”的第二大通道,线路西起山西省神池县神池南站,东至河北省黄骅市黄骅港站,其中位于山西境内的原平分公司地处山区,高填深挖,桥隧相连,曲线半径小,线路坡度大,气候恶劣。其中原平分公司管内上下行正线曲线总长188.4 km,其中上行正线曲线共计179 条,累计长94.182 km,半径800 m 以上曲线69 条、累计长29.761 km;半径800 m 及以下半径曲线110 条、累计长64.421 km,最小曲线半径为400 m,共5 条。
由于国能朔黄铁路年运量的逐年增加、运输密度的增大,导致钢轨侧磨、垂磨、波磨、鱼鳞伤、轨头掉块等病害日益加剧,尤其是钢轨磨耗是曲线地段钢轨最主要的伤损类型,小半径曲线地段钢轨磨耗已经成为曲线地段更换钢轨的主要因素。因此,探究小半径曲线地段钢轨磨耗的影响因素,分析、总结减少小半径曲线地段钢轨磨耗的技术措施,对重载铁路的发展具有积极的指导意义。
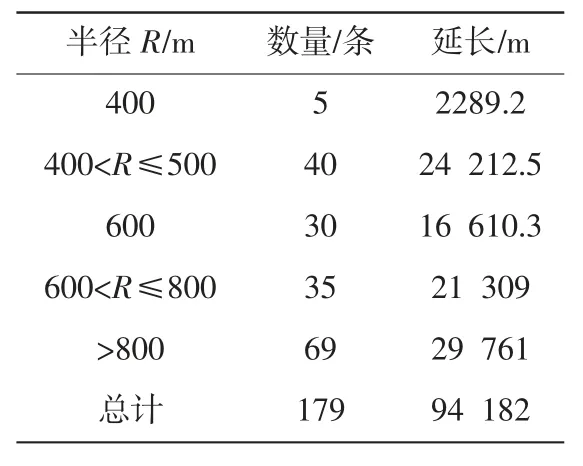
表1 原平分公司管内曲线统计表
1 钢轨磨耗速率的影响因素
1.1 曲线半径对钢轨磨耗速率的影响
1.1.1 钢轨上股垂磨磨耗速率
选取原平分公司管内k18+310—k18+652、k8+516—k8+979、k5+676—k5+5+905 这3 条半径分别为400 m、600 m、1500 m 的曲线,钢轨类型均为PG4,分析2013 年以来钢轨上股垂磨随通过总重的变化规律(图1)。
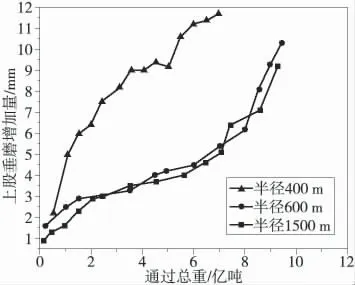
图1 上股垂磨磨耗速率与通过总重的关系
由图1 可知,在通过总重相同的情况下,随着曲线半径的减小,曲线上股钢轨垂磨速率增大;半径400 m 的曲线上股垂磨增长速率大约为1.47 mm/亿吨,远大于半径600 m、1500 m曲线上股垂磨增长速率0.94 mm/亿吨,半径400 m 的曲线较半径600 m 的曲线上股垂磨增长速率减小36.1%。
1.1.2 钢轨上股侧磨磨耗速率
选取原平分公司管内k18+310—k18 +652、k12+477—k12+883、k19 +182—k19 +692 这 3条半径分别为400 m、600 m、800 m 的曲线,钢轨类型均为PG4,分析2013年以来钢轨下股垂磨随通过总重的变化规律,根据上述方式进行分析得到:在通过总重相同的情况下,随着曲线半径的减小,曲线上股钢轨侧磨速率增大;半径400 m 的曲线上股侧磨增长速率最快大约为1.96 mm/亿吨,半径600 m 的曲线上股侧磨增长速率大约为1.22 mm/亿吨,半径800 m 曲线上股侧磨增长速率大约为0.85 mm/亿吨。
1.1.3 钢轨下股垂磨磨耗速率
选取原平分公司管内k17+891—k18+245、k8+516—k8+979、k5+676—k5+905 这3 条半径分别为400 m、600 m、1500 m的曲线,钢轨类型均为PG4,分析2013 年以来钢轨下股垂磨随通过总重的变化规律,根据上述方式进行分析得到:在通过总重相同的情况下,随着半径的减小,曲线下股钢轨垂磨速率增大;且不同半径条件下,下股钢轨磨耗的发展规律基本类似,在通过总重达到5 亿吨之前,磨耗发展较缓慢,通过总重超过5 亿吨后,磨耗发展速度加快,垂磨的增加速率大约为1.94 mm/亿吨。因此,对小半径曲线钢轨,在通过总重超过5 亿吨后应密切关注曲线下股钢轨垂磨。
综上所述,在通过总重等相同的情况下,钢轨磨耗速率随曲线半径减小而增大,因此,应重点关注小半径曲线钢轨磨耗;在通过总重超过5 亿吨后,小半径曲线下股钢轨垂磨速率加快,因此在通过总重超过5 亿吨后,应加强对下股钢轨垂磨的检测;随着曲线半径的减小,钢轨侧磨增长速率相对较快,因此曲线半径的增大对车体横向平稳性有明显的改善作用,但对车体的垂向稳定性的影响作用相对较小。
1.2 曲线超高对钢轨磨耗功率的影响
上行曲线k16+773—k17+742,大部分都位于恢河特大桥上,曲线全长968.7 m,半径400 m,钢轨类型PG4。2014 年4 月24 日上行k16+700—k17+900 通过大机捣固作业将曲线超高由110 mm 调整至100 mm,2015 年10 月27 日又将曲线超高由100 mm 调整至90 mm。
以超高变化前后对钢轨磨耗的影响,分析超高对钢轨磨耗功率的影响。
由图2 可知,将曲线超高由110 mm 降为90 mm 对减缓钢轨上股侧磨效果明显,超高110 mm 时曲线上股侧磨速率大约为5.20 mm/亿吨,超高 100 mm时曲线上股侧磨速率大约为4.16 mm/亿吨,超高90 mm 时曲线上股侧磨速率大约为3.34 mm/亿吨。
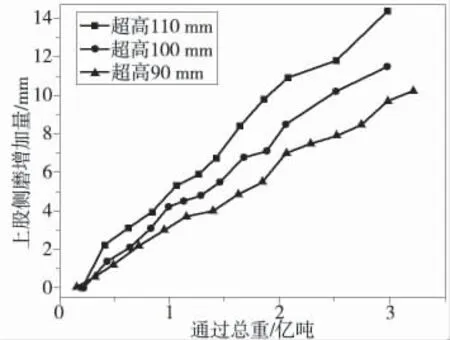
图2 上股侧磨磨耗速率与通过总重的关系
由图3 可知,将曲线超高由110 mm 降为90 mm 能有效减缓钢轨上股垂磨,超高110 mm 时曲线上股垂磨速率大约为2.83 mm/亿吨,超高100 mm时曲线上股垂磨速率大约为2.71 mm/亿吨,超高90 mm 时曲线上股垂磨速率大约为1.49 mm/亿吨。

图3 上股垂磨磨耗速率与通过总重的关系
由图4 可知,将曲线超高由110 mm 降为90 mm 能有效减缓钢轨下股垂磨,超高110 mm 时曲线下股垂磨速率大约为2.16 mm/亿吨,超高100 mm 时大约为1.87 mm/亿吨,超高90 mm 时大约为1.07 mm/亿吨。
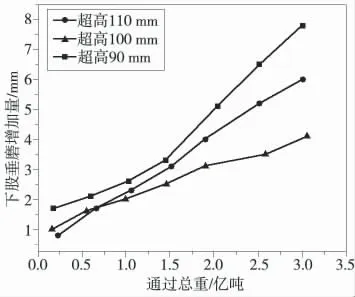
图4 下股垂磨磨耗速率与通过总重的关系
上行曲线k16+773—k17+742 平均通过时速为60 km/h,根据曲线超高计算公式,计算得到曲线设计超高为106 mm,曲线欠超高16 mm,欠超高比例(欠超高与设计超高比值)15.0%。这与“朔黄铁路轮轨关系及延长钢轨使用寿命试验研究”的成果:曲线设置10%~15%欠超高的结论相符。
虽然设置适当的欠超高将在一定程度上降低轮缘冲角和轮轨磨耗,有利于减缓轮轨间的磨耗,但影响曲线磨耗的因素有很多,不仅与超高有关,还与钢轨轨底坡等因素有关,因此对于磨耗严重的小半径曲线地段,应该因地制宜,综合考虑,制定合理的养护方案。
1.3 铣磨对钢轨磨耗功率的影响
选取原平分公司管内k3+977.73—k4+363.43、k4+415.86—k4+654.22、k10+979.09—k11+380.80 这3 条半径分别为400 m、400 m、500 m 的曲线,钢轨类型均为PG4,分析2015 年9 月曲线地段铣磨前后钢轨下股垂磨变化速率,探究铣磨对钢轨磨耗功率的影响,如图5。
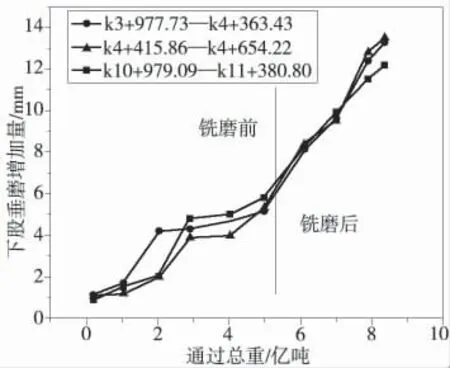
图5 下股垂磨磨耗速率与通过总重的关系
由图5 可知,铣磨前后3条曲线地段下股钢轨垂磨增长速率基本相似,且铣磨后的下股钢轨垂磨增长速率较铣磨前增长速率快,铣磨前下股钢轨垂磨增长速率大约为0.918 mm/亿吨,铣磨后下股钢轨垂磨增长速率大约为2.149 mm/亿吨。
分析原因为钢轨在受到车轮高压碾压下会在钢轨表面形成一层冷锻层,硬度与耐磨度明显增加,大机铣磨后,将这层覆盖在钢轨表面的冷锻层切除后,钢轨的硬度与耐磨度降低,因此通过铣磨(打磨),虽解决(缓解)了波磨、鱼鳞伤等病害,但却加快钢轨垂磨速率。因此对铣磨后的钢轨,应加强对钢轨垂磨的检查。
2 解决措施
(1)在通过总重超过5 亿吨后,小半径曲线钢轨下股垂磨速率加快,因此在通过总重超过5 亿吨后,应加强对钢轨下股垂磨的检测。
(2)对于磨耗严重的小半径曲线,应该因地制宜,综合考虑各种影响因素,通过方案比选,制定合理的施工方案。
(3)大机铣磨后,小半径曲线地段下股钢轨垂磨速率加快,对铣磨后的钢轨,应加强对下股钢轨垂磨的检查。
(4)通过道床清筛、加密轨距拉杆(地锚拉杆)、更换加强型扣板扣件(热塑性高弹胶垫)、铺设重载(30 t 轴重)轨枕(配套零配件)提高道床(轨道)稳定性,减少立螺栓失效(折断)、轨距挡板磨损、尼龙座挤碎、轨撑压裂,缓解轨面波磨、承轨槽压溃、挡肩破损,保持几何尺寸的稳定及曲线的圆顺。
3 结语
小半径曲线地段钢轨的磨耗、伤损一直是工务重点维修整治项目,通过近几年来采取的大机清筛、大机拨道、调整超高等措施,对整治小半径曲线地段钢轨病害的效果良好;并通过磨耗的发展规律,合理制定检查周期,不仅使曲线状态明显提高,同时也缩短了工务部门的维修及换轨周期,避免了工时和成本的浪费,保证了铁路行车安全。
