数控车床精度调整故障两例
2022-03-21祁百学闫沛渊
祁百学,闫沛渊
兰州航空职业技术学院 甘肃兰州 730070
1 序言
数控机床是一种高效、高精度的加工设备,在制造领域发挥的作用越来越大。但是,由于数控机床的整个加工过程都是数控系统按照编制的程序完成,所以若在稳定性、可靠性和准确性方面出现问题,排除故障的过程一般不太容易。因此,使用数控机床不仅要严格遵守操作规程,而且必须重视其维护管理工作,不断提高数控操作人员的业务素质。下面以两个数控车床的维修案例,说明数控机床的维护保养和提高数控操作人员业务素质的重要性。
2 案例一
某平床身数控车床运行正常,车削图1所示的工件时,发现φ40mm的圆柱总是偏小0.4~0.5mm。与操作人员沟通后发现,机床一直正常,精度也有保证,只是加工该工件时发现尺寸超差,加工程序也没有问题,对刀点是φ25mm的小圆柱处,而后一刀成形。φ25mm尺寸的偏差几乎为0,而φ40mm尺寸的负偏差接近0.5mm。
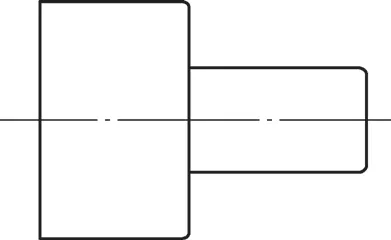
图1 工件
由于机床动作正常,排除电气问题,初步判断应为数控车床的X向精度问题,但是用各种手段检查后发现X向精度没有问题。
在毫无头绪的情况下,只好请教工厂有经验的车削加工操作人员,经一项一项的检查发现,除刀具的车削点较主轴中心线低了1~2mm外,其他均正常,而操作人员认为这不会影响机床的加工精度。考虑到操作人员一直用普通车床,对数控车床不是太了解,又没有发现其他故障,因此对发现的问题在计算机上模拟。小圆的直径为25mm,大圆的直径为40mm,由于对刀点在小圆上,对刀点又低于主轴的中心线,因此实际的切削点为图2所示的A点,而理想的切削点为D点,小圆柱切削完后,实际的切削点移动到B点,而理想的切削点应移动到C点,实际的切削点与理想的切削点组成一个平行四边形。
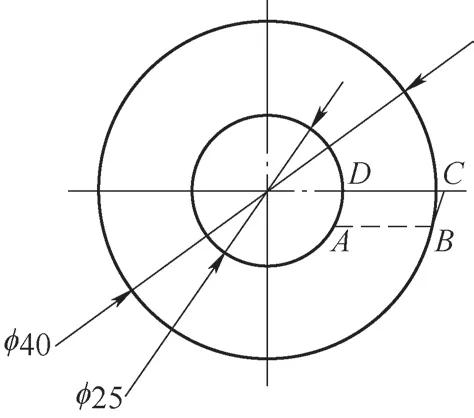
图2 切削点变化情况
由图2看出,实际切削点越低,C点超出大圆就会越多。由此得出结论:以小圆为对刀点,从小圆柱处起刀,一刀切削工件,当刀具实际切削点较主轴中心线低得越多时,大圆柱直径必然比程序给定的小得越多。这就是造成本次加工精度不达标的真实原因。于是调节刀具的安装高度,使刀尖与主轴中心线等高,再次加工,工件完全达到加工精度的要求[1]。
由于数控车床与普通车床不同,加工过程很少人为干预,因此操作人员说得也没错。通过本次“故障”,了解了刀尖高低及对刀点对后续加工精度的影响[2],意识到一定要严格按加工工艺加工,及时总结,积累经验,不断提高操作人员的理论水平和实践技能。
3 案例二
某平床身数控车床车削图3所示的锥面,但实际加工时偶尔会出现图4所示的加工形状。本数控车床系统采用FANUC 0i-TC,X向和Z向均采用1∶1的同步带轮传动。
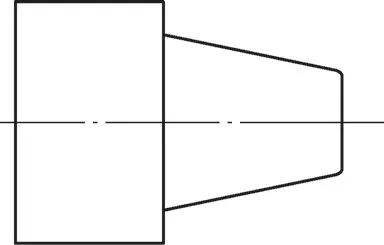
图3 锥面示意
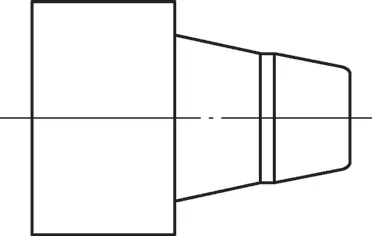
图4 偶尔出现的加工形状
故障分析:当发生图4所示的故障时,从形状上分析,锥面上多出了一段柱面,说明X轴在车削中有停顿,而数控系统没有报警,说明数控系统是正常的,X轴车削中间的停顿应该是中托板停顿引起的,而不是X轴电动机停顿引起的。
根据运动的相对性,托板静止,那么丝杠一定向某一方向产生了运动,也就是常说的丝杠窜动。考虑到这台车床已应用多年,床身导轨磨损也较严重,运行时X向和Z向所受的摩擦力肯定不均匀,也就是说丝杠受力忽大忽小,那么丝杠定位轴承的受力也会忽大忽小,有可能会引起定位的锥面轴承内外圈的轴向滑动,表现形式为托板静止而丝杠向某一方向窜动。
经过上述分析,最终将故障锁定在X向定位轴承上,经检查,轴承正常,而轴承外圈的压盖螺钉完全松动。丝杠偶发的窜动量接近1.5mm,也就是说轴承外圈在安装孔内滑动量接近1.5mm。重新压紧定位轴承内外圈的压盖,调整箱条和反向间隙,试车工件,故障消除。
本故障初看感觉不可思议,但通过数控工作原理和传动链分析,可较易找到故障点[3]。如果没有分析清楚故障原因,轻易动手反而会扩大故障。从最终解决故障的方案来看,只要平时做好机床的维护保养,这样的故障一般不会发生。
4 结束语
两个维修实例分析了数控车床在加工过程中出现精度超差后的解决思路,并提出适当的解决及维修方法,为相关工程技术人员提供一定的参考和借鉴。
