TYPsoft-FTP软件与FANUC 0i-MD数控系统间的以太网通信实践
2022-03-21陈佰旺申宾德
陈佰旺,申宾德
武威职业学院 甘肃武威 733000
1 序言
FANUC 0i系列是数控机床中使用最普遍的数控系统之一,我们所熟知的YAMASAKI、CITIZEN、EGURO、TAKAMAZ和TAKISAWA等机床厂家都大量使用FANUC 0i-MODEL-F/D系统[1]。但由于FNAUC系统自身CNCMEM容量小,给广大用户带来了烦恼[2]。随着以太网技术的发展,内嵌以太网成为FANUC系统的一种标准配置,本文主要介绍使用内嵌以太网进行程序传输,从而实现DNC加工的方法。
2 以太网传输的特点
数控机床所使用的程序代码,多数可以使用CF卡无线传输或用RS-232串口实现有线传输[3]。但使用CF卡传输程序时,需要CF卡转PC适配器和转PCMCIA适配器,传输过程中CF卡在适配器上反复插拔,很容易导致适配器的卡针损坏,传输过程繁琐且速度缓慢。另外,在使用CF卡传输的过程中,如果发现程序错误或需要修改,就需要把CF卡重新插在PC上进行修改;而以太网传输时,只需要在电脑端原有程序上直接进行编辑或修改,缩短了传输时间和数控机床的停机等待时间。利用RS-232串口进行有线传输时,需要针对数控机床不同的串口焊接RS-232传输线,RS-232传输速率最大只能达到115.2kbit/s;以太网使用的双绞线收发各有两根线,采用差分传输,最高传输速率可达10Gbit/s,并且传输稳定。
3 PC端参数设置
在设置PC端参数时需要关闭Windows防火墙,以保证在后续联机调试时不被防火墙拦截。
1)打开电脑网络共享中心,点击更改适配器设置,查看本地连接属性对话框,如图1所示。点击“Internet协议版本4(TCP/IPv4)”,打开项目属性,取消电脑默认的“自动获得IP地址”,选择“使用下面的IP地址”。

图1 本地连接属性对话框
2)设置电脑IP地址为192.168.1.2,子网掩码为255.255.255.0,如图2所示。

图2 IP地址设置
3)打开软件所在磁盘根目录,创建新的文件夹并命名为“NEW”,用于后续存放所要传输的程序。
4 设置FTP客户端
在PC端下载安装TYPsoft-FTP服务器,打开软件并运行。
1)首先设定用户参数(见图3)。点击设定,在设定下拉菜单中点击“用户(Y)”,弹出用户设定界面,单击“新建用户”,在新建用户对话框中输入用户名称“123”,点击确定,输入用户密码“000000”。在根目录选择栏中点击“…”,选择软件所在磁盘,本文以“E:”为例,继续单击数据目录下的“E:”,然后选择勾选文件和目录下的下载、删除、上传、更改文件和目录、创建、移去及包括补充目录共7项,点击保存后关闭当前页面。

图3 用户参数设定
2)继续点击设定,在设定下拉菜单中点击“设置(Z)”,弹出FTP设定界面,将FTP端口数据“0”改为“22”,点击保存并关闭FTP设定对话框。FTP参数设定如图4所示。
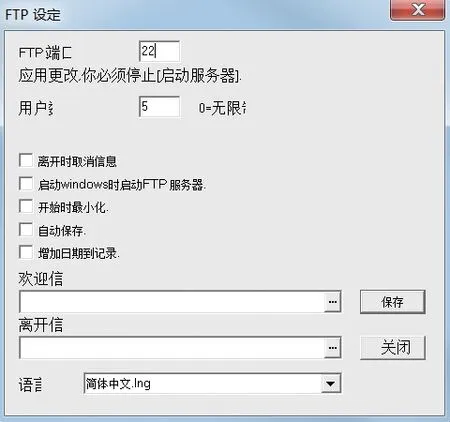
图4 FTP参数设定
3)再次点击设定,在设定下拉菜单中点击“IP限制(I)”,弹出IP设定界面,在拒绝/允许中选择“允许”,在IP地址框中输入“192.168.1.* ”,点击添加并关闭,FTP客户端设置完成。关闭TYPsoft-FTP软件。
5 数控机床系统参数设置
起动机床后,解除急停报警并设置以下参数。
1)机床工作方式选择MDI方式,同时保护钥匙应处于打开状态。按系统操作面板上的功能键“OFFSET/SETTING”,再按“设定”软键,CRT(显示器)将出现参数设定界面(见图5)。

图5 参数设定界面
2)按数控系统面板上的方向键,将光标移动到“写参数”项“=”后面的数值位置,在数控系统面板上键入“1”,按“INPUT”键确认输入,此时CRT立即出现“参数写入处于打开状态”的提示。按“RESET”键复位,提示将会消失,CRT自动返回设定界面。
3)同样的方法将光标移动到“I/O通道”项“=”后面的数值位置,在数控系统操作面板上键入“9”(在FANUC 0i-M系统中,以太网传输I/O通道为“9”),按“INPUT”键,此时I/O频道CF卡输入/输出通道均已设定(见图6)。

图6 I/O通道设置界面
4)按系统面板上的功能键“SYSTEM”,调出系统参数界面。在系统操作面板上键入“11630”并按“号搜索”软键,按系统操作面板上的“➞”键,把光标移到从左向右第7位,在面板上键入“1”,按“INPUT”键确认输入。继续在系统操作面板上键入“14885”并按“号搜索”软键,按系统操作面板上的“➞”键,把光标移到从左向右第7位,在面板上键入“1”,按“INPUT”键确认输入。
5)再次按功能键“SYSTEM”,然后连续按扩展键“▶”6次,直至出现“内嵌”键。按下此软键后,C RT将出现“公共:以太网(内嵌)”设定界面(见图7),依次设置机床I P 地址为“192.168.1.1”,子网掩码为“255.255.255.0”,设备有效为“内置板”。然后按下“FOCAS2”软键,CRT将出现“FOCAS2/以太网:设定[内嵌]”界面(见图8),在此界面设置端口编号(TCP)为“8193”,端口编号(UDP)为“0”,时间间隔为“10”。再按下“FTP传送”软键,CRT将出现“F T P传送:以太网设定(内嵌)”界面(见图9),在此界面设定主机名为“192.168.1.2”,端口为“2 2”,用户名为“1 2 3”,密码为“0 0 0 0 0 0”。在系统操作面板上按下“↓”键,C RT将出现登录地址界面,将登录地址设为“NEW”(见图10)。
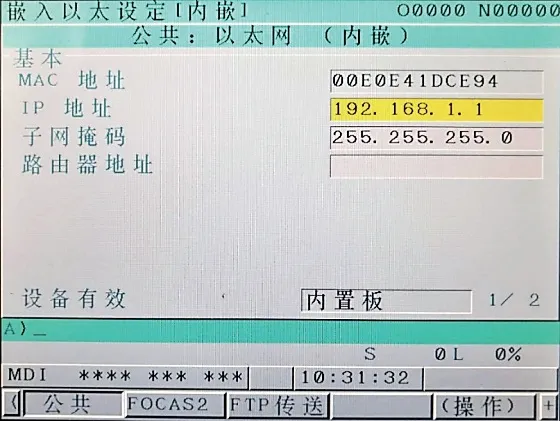
图7 公共参数设定界面
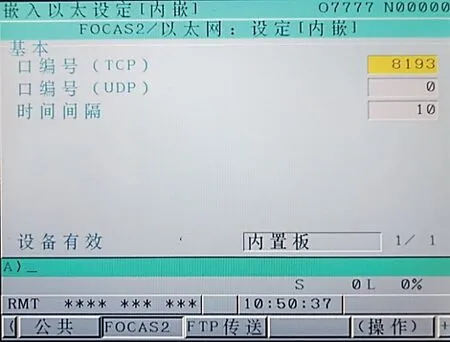
图8 FOCAS2设置界面

图9 FTP参数设定

图10 登录地址设定
6 机床联网调试
检查机床网口,用网线连接机床与电脑,进行调试检测。
1)在电脑端启动TYPsoft-FTP软件,同时将之前创建的“NEW”文件夹以快捷方式发送至桌面。在记事本中编制简单的调试程序,并存放至“NEW”文件夹中。
2)在机床面板上按下功能键“SYSTEM”,同第5节中第5步操作,按下“内嵌”软件后,连续按扩展键“▶”,直至找到“PING”软键并按下此键。继续按“操作”软键,CRT将出现“连接状态确认”界面,同时再按下“PINGFTP1”测试软键,系统会自动进行测试。连接成功后“连接状态确认”界面如图11所示。

图11 连接状态确认界面
3)全部参数设置完成后,将参数设定界面下的“写参数”改为“0”。把机床工作方式调至“DNC”状态,按系统操作面板上的“PROG”键,然后依次按“程序”→扩展键“▶”→“操作”→“设备”→“EMBTH”软键,CRT将会出现程序列表界面(见图12)。
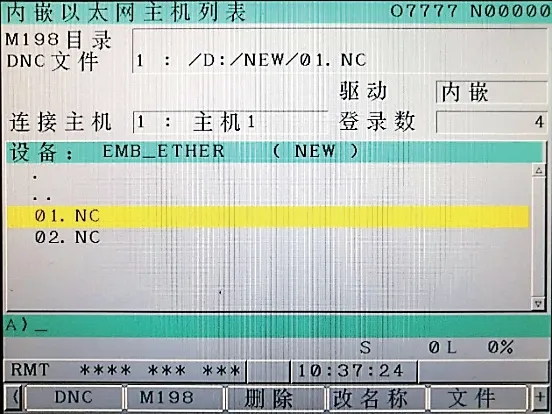
图12 程序列表界面
4)按系统操作面板上的“↓”键,将光标移动至所要运行的程序处,然后按下“DNC”软键,这时就可以按循环启动键,进行加工。
7 结束语
通过对TYPsoft-FTP软件与数控机床网络数据传输的探索和实践,阐述了TYPsoft-FTP软件的参数设置以及数据传输时数控系统参数的设定方法。实践表明,网络传输是一种快捷灵活的传输方式,解决了数控机床内部储存小,CF卡、U盘等传输速度慢的问题,缩短了程序传输时间,提高了生产效率。
