基于SLM技术对H13钢性能的研究
2022-03-18涂尊鹏潘健怡吴玉广翁育武胡哲鑫
0 引 言
随着科技与工业制造水平的进步,金属3D打印技术作为先进制造技术的发展方向,对于模具零件与机械制造有着重要作用。SLM技术(选择性激光熔融技术)作为金属3D打印技术的一种,它是利用金属粉末在激光束的热作用下熔化、经冷却凝固而成型的一种技术
。目前SLM技术的发展仍存在较多的问题需要解决,如SLM技术在打印时金属粉末的各元素含量比例、夹杂程度、颗粒大小等对最终产品的影响。
根据调查,市场上可用于3D打印的金属粉末有10多种,包括热作模具钢、Ni基高温合金、Ti合金、不锈钢以及Co-Cr合金等,但大多处于试验阶段,无法实现商业化及大批量生产
。热作模具钢主要用于制造从加热到再结晶温度以上的固态金属或高温液态金属压制成形的模具
;H13钢(C-Cr-Mo-Si-V型钢)作为热作模具钢应用较普遍,目前H13钢在金属3D打印的应用上仍存在问题,对于H13钢性能与SLM技术工艺参数之间的关系不明确
,现主要探究SLM技术的工艺参数对H13钢成型性能的影响以及两者之间的相关性,为了提高试验效率、降低制造成本,采用正交试验法。
1 试验材料
试验材料为H13钢合金粉末,化学成分如表1所示,振实密度为4.46 g/cm
,松装密度为4.01 g/cm
,流动性为28.03 s
50 g,粒度分布如表2所示。
金融行业健康发展是社会经济健康发展的决定性因素,绿色金融的实现,能够促进传统粗放型经济发展方式的转变,满足社会可持续发展现实需求,推进经济转型升级,全面提升经济社会发展水平。在此种情况下,对我国绿色金融可持续发展的长效机制构建进行探究,具有一定现实意义。


2 成型设备及制备方法
2.1 试样成型前准备
试验设备为DiMetal-100型号打印机,成型基板材料为45号钢。试验前,对SLM设备成型腔进行清理,将酒精浸润无尘纸擦拭腔体、激光透镜、刮板等部件。对成型基板进行磨平处理后喷砂,并将其安装在SLM设备上,通过调平螺母进行调节。通过筛粉机对H13钢粉末进行筛选,去除前次试验烧结产生的残留颗粒,并放入电热鼓风干燥箱干燥,干燥温度和时间分别为100℃、10 min;将干燥后的粉末倒入送粉缸内。关闭成型腔仓门,通入氮气将其他气体排出,使氧气浓度下降到0.01%以下,通过SLM设备控制面板进行试验。
2.2 试样成型后处理
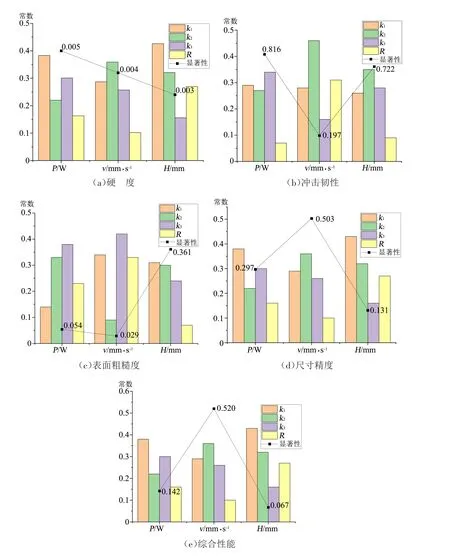
(3)对于表面粗糙度,影响最大的是扫描速度,其次是激光功率,最小是铺粉厚度,其最优组合为
,即激光功率185 W、扫描速度905 mm/s、铺粉厚度0.03 mm。
3 试验方案
从图4可得出如下结果。

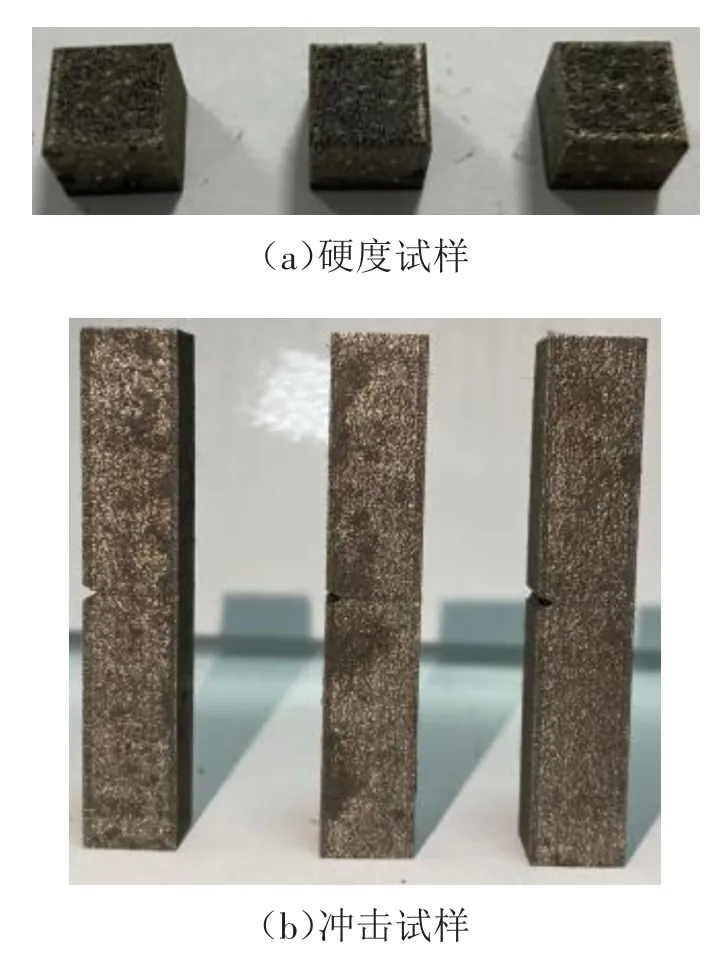
试验主要研究SLM设备不同的工艺参数对H13钢的成型尺寸精度、硬度、表面粗糙度、冲击韧性以及在4个性能同权重(1:1:1:1)下综合性能的影响;为了确保试验结果的稳健性和普遍性,每一组试样均打印3个样品,试样均未进行机加工与热处理。试样尺寸相同的情况下,同一材料冲击韧性与冲击功呈正相关,即冲击功越大,冲击韧性越好。硬度试验:试样尺寸为10 mm×10 mm×10 mm,如图1(a)所示,检测使用洛氏硬度计。冲击试验:试样尺寸为10 mm×10 mm×55 mm的带V形缺口长方体,如图1(b)所示,检测使用摆锤式冲击试验机。
4 结果分析
4.1 检测结果分析

医院要加强成本核算的全面性,应利用更先进的核算方式对医院的固定资产、流动资产、可预估资产、隐性资产与财务信息进行统计核对。利用高效能对成本进行控制能避免浪费,降低成本,提高有效利用率。

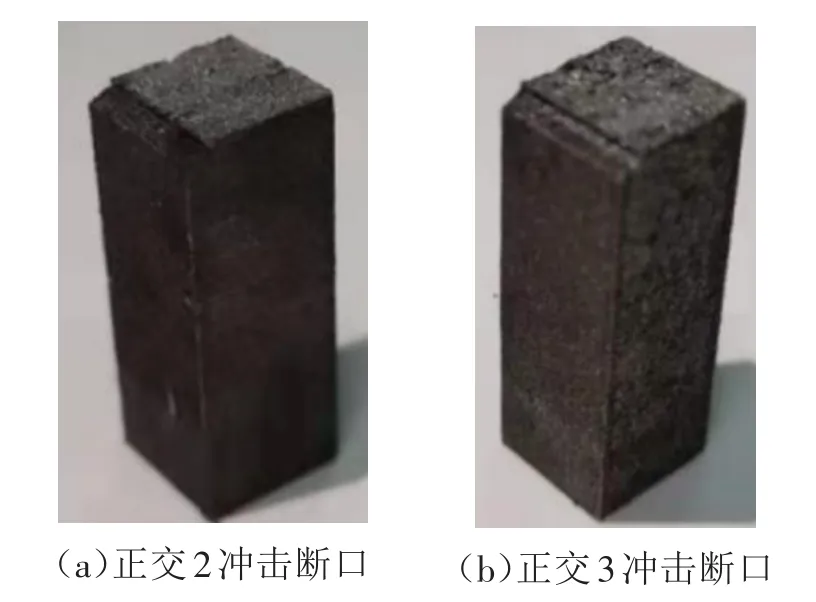
从表4可知:对于试样为10 mm的正方体,尺寸总体上呈偏大的趋势,其成型尺寸最小偏差为0.02 mm,相对精度误差为0.90%;进行冲击试验后,试样的冲击韧性较差,脆性较大,断口较平整,如图2所示。
因指标存在极大型(硬度、冲击功)和极小型(表面粗糙度)与中间型(尺寸),为了数据类型的统一,将所有指标正向化处理。因尺寸、硬度、表面粗糙度、冲击韧性这4个性能的量纲(单位)不同,需要消除各指标量纲的影响,对已经正向化的数据矩阵进行标准化处理,标准化后的数据如表5所示。
牵犬,李斯之叹;听鹤,陆机领成都众大败后,云“思闻华亭鹤唳,不可复得”。[注] 《宋书》卷六十七《谢灵运传》,第1755页。
3.2.2 鼠和狗的主动脉腔静脉瘘模型 模型优点是该模型适用于所有动物,具有高度可复制性;缺点是这类疾病在人类身上发生率很低[23-26]。

葱可调和腥膻等油腻厚味,并能产生特殊香味,刺激食欲。在冬季适当进食大葱,还可在一定程度上利用葱的抑菌作用,降低呼吸道和肠道感染的风险。

1.前往西藏的道路:从都兰出发,西至格尔木,再正南行,相继经过昆仑山口、安多、那曲,通往拉萨,并经过拉萨前往印度。
1991年12月25日,弊病丛生的苏维埃社会主义共和国联盟被当做庞然怪物合力打倒了。但胜利的欢呼还没有散尽,痛苦却比自由更早更真实地到来了。七十余年的社会主义奋斗史骤然被判为虚妄,无数“真相”争相出来证明昔日理想的绝对荒谬,而被诅咒了一个世纪的资本主义和超级市场却成了正道。“苏联人”面临的困境大体有:
2) 节能环保。我国船舶带来的大气污染主要来自于含硫量较高的燃油。按照IMO《防止船舶污染国际公约》的规定,远洋船舶燃油含硫量最高不超过3.5%,但这已是国产柴油标准含硫量上限0.005%的700倍。内河船舶使用燃油没有强制性标准。在船舶设计过程中,应合理使用节能减排技术,特别是空调系统作为客滚船上的主要耗能设备之一,更要在设计上加入节能方法。
4.2 极差与方差分析
(5)对于综合性能影响最大的是铺粉厚度,其次是激光功率,最小是扫描速度,其最优组合为
,即激光功率140 W、扫描速度702.5 mm/s、铺粉厚度0.03 mm。
试验采用正交试验法分析SLM打印机的工艺参数对H13钢粉末的成型性能的影响,试验主要考察3个因素,分别为激光功率(
/W)、扫描速度(
/mm·s
)、铺粉厚度(
/mm)。正交试验法选取的3个工艺参数的区间分别为[140,185]、[500,905]、[0.03,0.05],扫描间距
固定为0.07 mm,并采用
9(3
)的正交试验表,选定参数的正交试验水平数值如表3所示。
从图3(b)可知:在同一组正交试验的情况下,顶面的硬度总体上高于侧面;
、
的硬度高于
、
;
、
的硬度较差,且2个面硬度较近。
(1)对于硬度,影响最大的是铺粉厚度,其次是激光功率,最小是扫描速度,其最优组合为
,即激光功率140 W、扫描速度702.5 mm/s、铺粉厚度0.03 mm。
(2)对于冲击韧性,影响最大的是扫描速度,其次是铺粉厚度,最小是激光功率,其最优组合为
,即激光功率185 W、扫描速度702.5 mm/s、铺粉厚度0.04 mm。
试样成型后等待成型腔内冷却至室温,将成型腔内气体排出,打开成型腔仓门,清理试样周围和表面粉末,将基板从成型腔内取出,用线切割将基板与试样进行分离。
(4)对于尺寸精度,影响最大的是铺粉厚度,其次是激光功率,最小是扫描速度,其最优组合为
,即激光功率140 W、扫描速度702.5 mm/s、铺粉厚度0.03 mm。
对SLM设备的工艺参数与H13钢各项性能的数据进行极差与方差分析,其结果如图4所示,柱状图表示极差分析,
值反映自变量对因变量的影响程度,折线图表示方差分析的显著性水平。
4.3 相关性检验
为探究各个因素、性能之间的线性相关性,先绘制散点图(见图5)进行观察和判断。

通过图5初步得出结论:铺粉厚度与硬度、尺寸精度、综合性能有较强的线性相关性,且为负相关,即铺粉厚度越大,尺寸精度与综合性能越差。
为验证上述结论的可靠性,但因其数据不满足正态分布检验,不采用皮尔逊相关系数检验,转用斯皮尔曼相关系数检验,检测结果如表6所示。
10 mm正方体试样的示意图如图3(a)所示,
轴方向为激光扫描方向,其中垂直于
轴的面分别为
、
即平面
,垂直于
轴的面分别为
、
即平面
,;对试样不同表面(除底面外)进行硬度检测,并记录其测量数据,绘制折线图,如图3(b)所示。
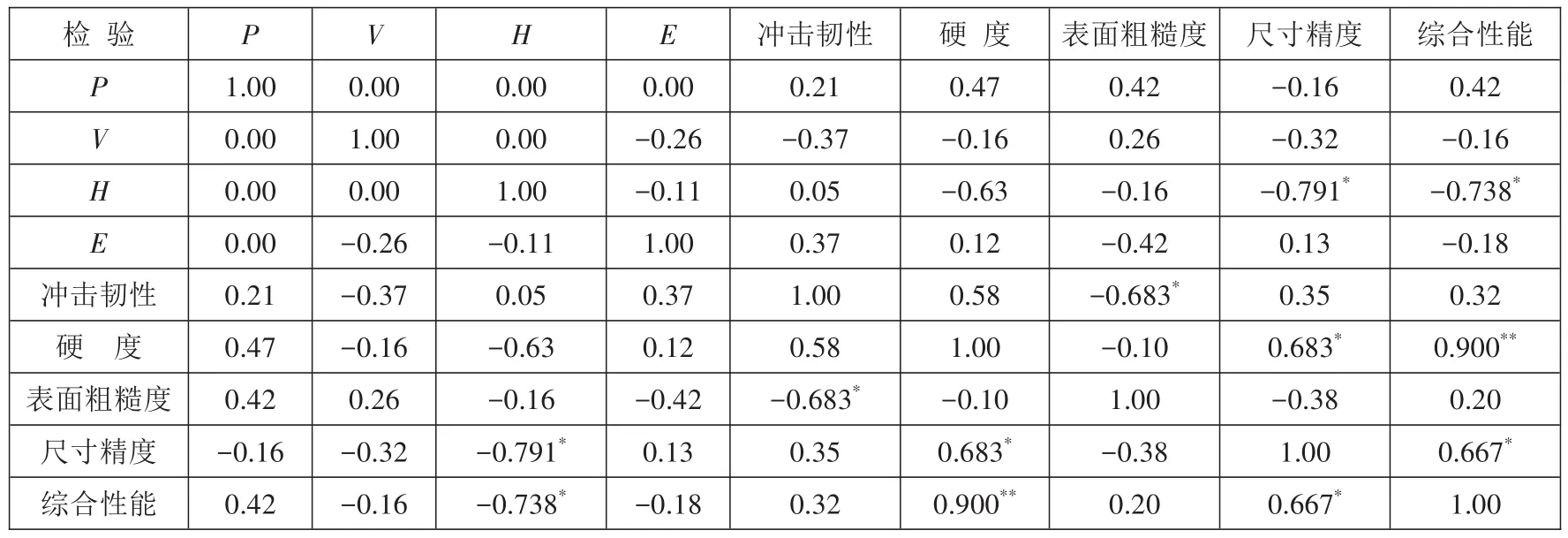
从表6可知:铺粉厚度对于尺寸精度、综合性能的影响较大,呈负相关性,与硬度的相关性较弱;其他自变量与因变量的相关性相对较弱。
5 结束语
正交试验所选取的工艺参数范围内,利用SLM技术制备了H13钢试样,得出的结论如下。
(1)成型后的试样中,顶面的硬度约45 HRC,最高达 57 HRC,且高于侧面,
、
的硬度优于
、
;
、
硬度较为接近,且硬度最差。
(2)表面粗糙度
值最小达到5.7 μm,总体上在8.53 μm左右;冲击韧性数值总体较小,冲击韧性较差,表现出明显的脆性;试样尺寸总体偏大,最小偏差为0.02 mm,尺寸均值为10.09 mm,相对精度误差为0.9%。
(3)对于硬度影响最大的是铺粉厚度,其次是激光功率,最小是扫描速度,最佳组合是
;对>于冲击韧性影响最大的是扫描速度,其次是铺粉厚度,最小是激光功率,最优的组合为
;对于表面粗糙度影响最大的是扫描速度,其次是激光功率,最小是铺粉厚度,最优的组合为
。
(4)对于H13钢的综合性能影响最大的是铺粉厚度,其次是激光功率,最小是扫描速度,最佳组合是
,即在工艺参数中激光功率为140 W,扫描速度为702.5 mm/s,铺粉厚度为0.03 mm成型的H13钢性能相较于其他参数会更优。
(5)铺粉厚度对硬度、尺寸精度、综合性能的影响最大;扫描速度对表面粗糙度、冲击韧性影响最大。
(6)对全局参数进行斯皮尔曼相关系数检验,得出除铺粉厚度对尺寸精度、综合性能有较为明显的负线性相关关系外,其他参数间的线性关系并不明显。
[1]胡美娟,吉玲康,马秋荣,等.激光增材制造技术及现状研究[J].石油管材与仪器,2019,5(5):1-6.
[2]李宏棋.激光增材制造技术及其应用[J].科教导刊(中旬刊),2019(35):47-48,86.
[3]王 锐,赵芳芳,万楚豪.激光选区熔化增材制造技术的研究进展[J].武汉船舶职业技术学院学报,2019,18(1):111-117.
[4]陈莹莹,肖志瑜,李上奎,等.3D打印用金属粉末的制备技术及其研究进展[J].粉末冶金工业,2018,28(4):56-61.
[5]覃思思,余 勇,曾归余,等.3D打印用金属粉末的制备研究[J].粉末冶金工业,2016,26(5):21-24.
[6]樊 鹏.金属零件3D打印技术现状及应用[C].2017年第七届全国地方机械工程学会学术年会暨海峡两岸机械科技学术论坛论文集,2017:697-700.
[7]吴晓春,左鹏鹏.国内外热作模具钢发展现状与趋势[J].模具工业,2013,39(10):1-9.
[8]李 伟.金属催化剂3D打印制备技术与性能研究[D].北京:北京化工大学,2020:1-7.
[9]徐锦岗,陈 勇,陈 辉,等.工艺参数对H13钢激光选区熔化成型缺陷的影响[J].激光与光电子学进展,2018,55(4):283-289.
[10]陈 峰.H13钢激光熔覆工艺参数优化研究[D].常州:江苏理工学院,2017:1-9.
[11]渠体健,陆晓峰,朱晓磊.H13钢激光熔覆组织的力学性能正交化研究[J/OL].热加工工艺,2021(16):99-103[2021-07-15].https://doi.org/10.14158/j.cnki.1001-3814.20182836.
