大同地区某铜锌硫矿浮选试验研究
2022-03-17叶军建
王 东,吕 超,宋 超,叶军建
(山西大同大学煤炭工程学院,山西大同 037003)
随着经济的发展,铜、锌金属的需求量不断增长[1-3]。黄铜矿是最主要的含铜硫化矿,闪锌矿是冶炼锌的重要来源。在一些情况下,铜锌硫化物与黄铁矿伴生,如何使不同有价矿物得到有效分离和富集一直是研究的重点[4]。其中,铜锌硫矿的分离富集是最常见的问题之一,利用黄铜矿可浮性大于闪锌矿和黄铁矿,闪锌矿可浮性好于黄铁矿,其矿物加工工艺主要以优先浮选为主[5-7]。优先浮选过程抑制剂的选择和用量相当重要,闪锌矿的常用抑制剂有硫酸锌+亚硫酸钠组合,石灰由于便宜且效果佳,是最常用的黄铁矿抑制剂,被石灰抑制的黄铁矿通用的方法是利用硫酸活化,或硫酸铜对其活化后再利用黄药捕收剂对其进行浮选回收[8-10]。
大同某铜矿铜品位为0.46%,锌品位为1.37%,硫品位为14.57%,铜、锌和硫分别主要以黄铜矿、闪锌矿和黄铁矿的形式存在,是典型的铜锌硫共伴生矿。现采用优先浮选并选择适当的药剂,对其铜锌硫资源进行回收试验研究。
1 矿石性质
大同地区某铜锌硫矿的矿石化学多元素及铜物相分析结果如表1~表3。
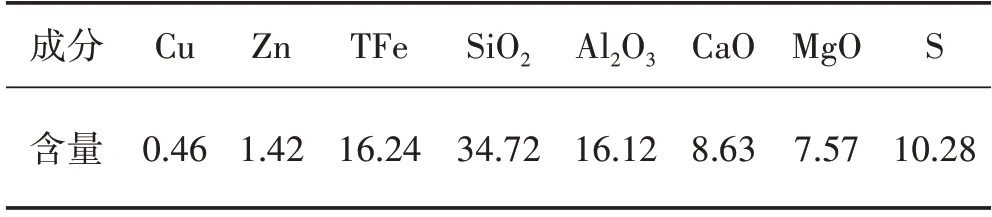
表1 矿石化学多元素分析结果 /%
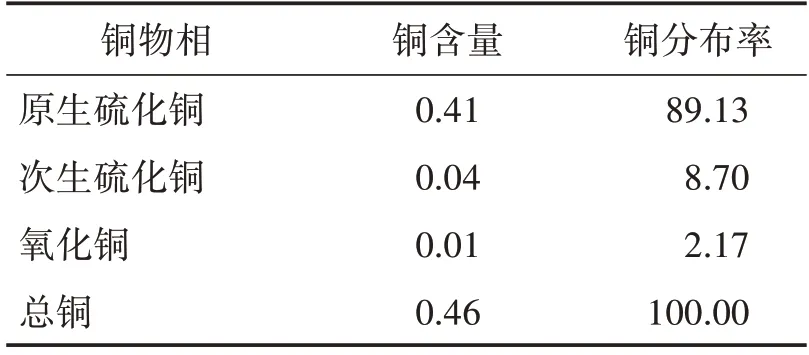
表2 矿石中铜物相分析结果 /%
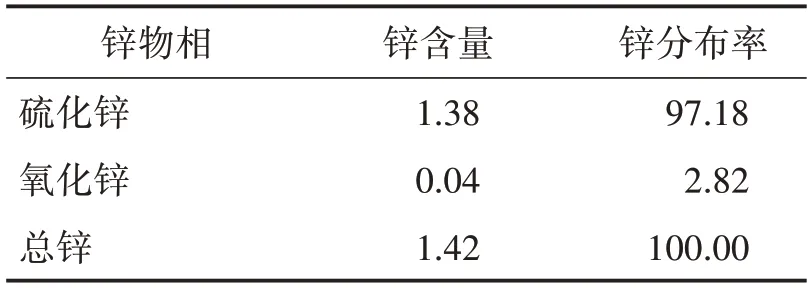
表3 矿石中锌物相分析结果 /%
通过多元素分析和铜锌的物相分析可知,该矿铜和锌是要回收的有价金属,含硫14.57%,脉石中主要以硅酸盐为主,含有少量碱性脉石;铜矿物主要以原生硫化铜矿为主,占89.13%,次生硫化铜占8.70%;锌矿物主要以硫化物为主,占比达97.18%。
2 原生产工艺流程及存在的问题
该选矿厂原生产工艺为矿石经碎矿磨矿,细度控制在约<0.074 mm 占80%,采用石灰为抑制剂,硫酸锌+亚硫酸钠为锌抑制剂,Z-200为捕收剂,优先选出黄铜矿;选锌流程用硫酸铜活化,丁基黄药为捕收剂进行捕收浮选;锌尾矿通过草酸将矿浆pH 值调整到5~6,再利用丁基黄药进行捕收。经1粗3扫3精,获得含铜20.21%、含锌12.22%、铜回收率79.14%的铜精矿。尾矿用硫酸铜活化,丁基黄药为捕收剂,经1 粗3 扫3 精,可获得品位53.34%、回收率78.62%的锌精矿。锌尾矿利用草酸调整矿浆pH 到6 左右,再利用丁基黄药作为捕收剂,可得品位高达51.16%、回收率58.43%的硫精矿。
原工艺流程主要存在的问题:①铜精矿中锌含量过高,不利于铜的计价和锌的有效回收;②原工艺由于利用草酸活化用量大且多次扫选作业情况下,硫回收率过低。浮选尾矿中硫含量高达5.68%,硫的活化浮选效果很差。
3 试验结果及讨论
3.1 铜浮选锌抑制剂组合试验
该选矿厂原流程中铜精矿含锌高,锌抑制效果差。为了在选铜过程中尽量抑制锌的上浮,进行三组锌抑制剂试验。组合药剂分别为:ZnSO4(1 200 g/t)和Na2SO3(600 g/t);ZnSO4(1 200 g/t)和Na2S(600 g/t);ZnSO4(1 200 g/t) 和Na2CO3(1 000 g/t)。石灰用量4 kg/t,捕收剂用量80 g/t,起泡剂2#油用量40 g/t。试验流程如图1。试验结果如图2。
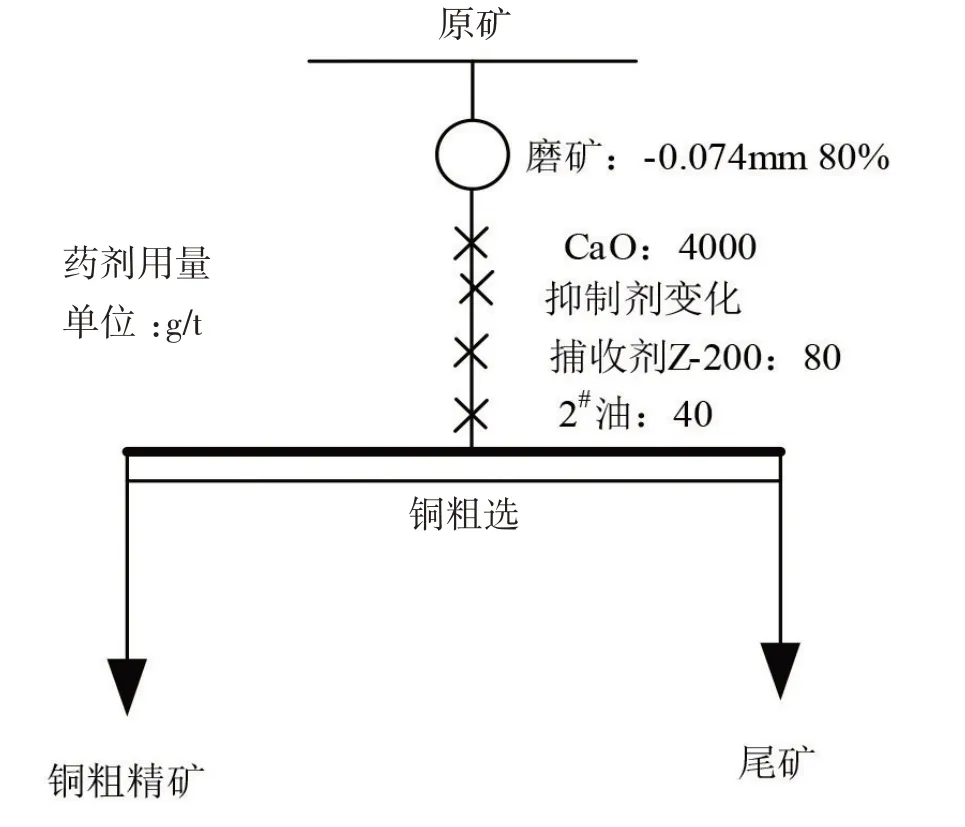
图1 条件试验流程
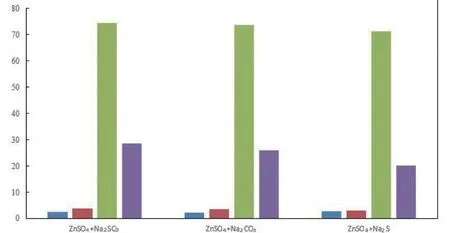
图2 捕收剂种类对粗选铜品位和回收率的影响
试验结果表明,在同样的浮选条件下,ZnSO4和Na2S 作为抑制剂抑制锌的效果明显优于ZnSO4+Na2SO3和ZnSO4+Na2CO3。用ZnSO4和Na2S 作为组合抑制剂浮选出来的铜品位为2.86%,回收率为71.40%,相比于其他两种抑制剂组合,铜回收率下降幅度较小。锌品位下降到3.12%,锌回收率可下降到20.27%。而使用ZnSO4和Na2SO3作为组合抑制剂所选出来铜粗精矿锌品位为3.37%,回收率为28.48%;用ZnSO4和Na2CO3作为组合抑制剂的指标介于其他两种组合之间。因此,综合考虑铜的回收及锌的抑制,选择ZnSO4和Na2S 组合作为锌的抑制剂效果最佳。试验中发现,硫酸锌配合硫化钠的浮选矿浆粘性也会减弱很多,这对后续铜的精选也有好处。
3.2 铜粗选抑制剂用量试验
在石灰用量4 kg/t、起泡剂2#油用量40 g/t、捕收剂Z-200用量80 g/t,抑制剂ZnSO4的使用剂量分别为600、800、1 000、1 200、1 400 g/t,Na2S 用量分别为其ZnSO4用量的一半进行抑制剂(硫酸锌+硫化钠)用量试验结果如图3。可以看出随着硫酸锌用量的逐渐增加,铜粗精矿中锌回收率逐渐降低,当抑制剂硫酸锌的使用剂量为600 g/t 时,铜粗精矿中锌的回收率达到了26.54%,铜粗精矿中锌含量高到3.83%,锌回收率比较高。当硫酸锌的使用剂量从600 g/t增加到1 000 g/t时,铜品位升高了0.6个百分点,达到了2.86%,铜回收率开始呈下降趋势,由74.49%下降到71.40%;锌品位从3.83%降低到3.12%,锌回收率降低了大约6 个百分点。继续增加硫酸锌的使用剂量时,铜品位虽然在提高,增幅不超过1%,而铜回收率却继续下降;同时,锌的回收率下降趋势不再明显。上述分析表明,抑制剂硫酸锌用量1 000 g/t、硫化钠用量500 g/t时最适宜。
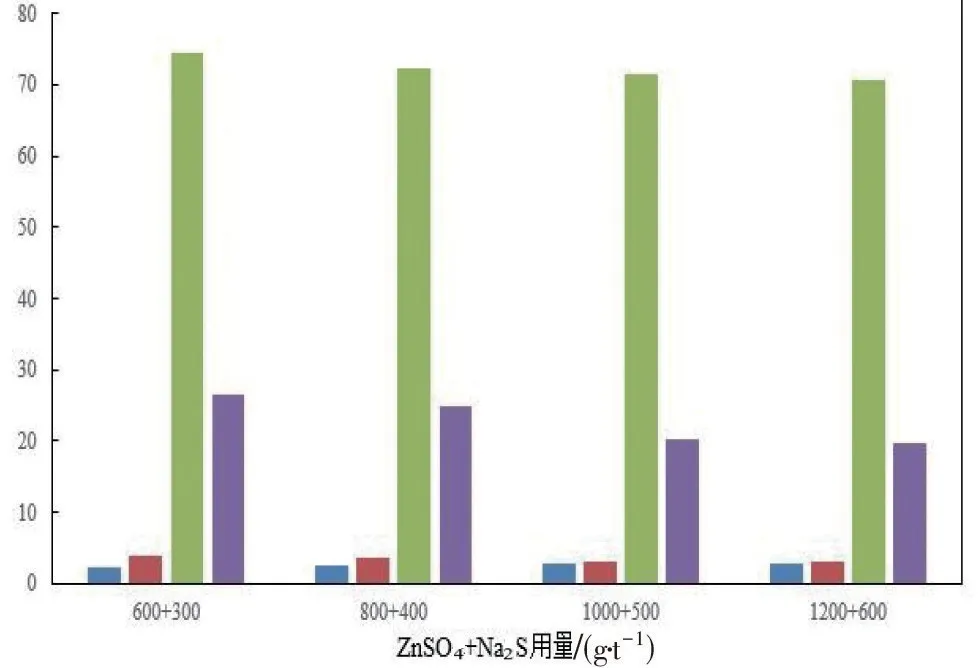
图3 捕收剂用量试验结果
3.3 铜粗选抑制剂石灰用量试验
由于铜粗选时需要尽可能抑制硫进入铜粗精矿中,在硫酸锌+硫化钠1 000+500 g/t、捕收剂Z-200用量80 g/t、起泡剂2#油40 g/t 的条件下,进行石灰用量(2、3、4、5 kg/t)试验,结果如图4。
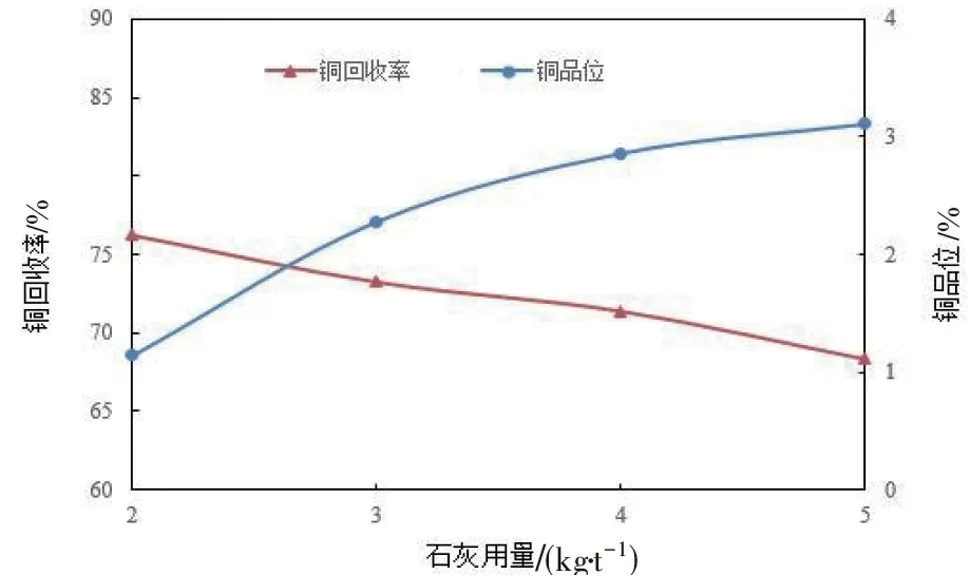
图4 抑制剂石灰用量试验结果
由图4 可见,随着抑制剂石灰用量的增加,粗精矿铜品位明显提高,铜回收率下降;当石灰用量为2 kg/t 时,粗精矿铜品位为1.14%,铜回收率可达76.32%;当石灰用量从2 kg/t 增加到4 kg/t时,矿浆pH 值从9 增加到11,粗精矿铜品位增加到2.86%,铜回收率下降到71.40%;当石灰用量为5 kg/t时,铜回收率下降了近3个百分点,铜品位继续增加,此时矿浆黏度变大,不利于浮选的顺利进行。综合考虑,选择石灰用量4 kg/t为宜。
3.4 硫的活化浮选回收试验
通常情况下,硫酸活化被石灰抑制的黄铁矿具有效果好、成本低的特点,但硫酸是强酸,易腐蚀浮选设备和管道,具有一定的危险性。虽有部分企业使用草酸代替硫酸对黄铁矿的活化,但是草酸价格高,用量大,且活化效果一般和硫酸相差不大,选矿指标较差。针对该情况,提出了无酸活化浮选方案,进行了氯化铵、硫酸铜及新型活化剂AK-100 的活化效果试验[11-13]。在活化剂2 kg/t、捕收剂丁基黄药150 g/t、2#油用量60 g/t 的条件下进行硫浮选活化剂种类试验,结果如图5。
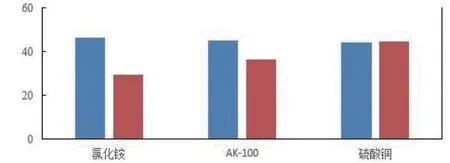
图5 活化剂种类对硫浮选的影响
由图5可见,3种活化剂的活化效果差别明显,氯化铵的活化效果最差,粗选硫回收率仅为29.38%;AK-100 为活化剂时,硫回收率有了较大的提高,可达到36.18%;当硫酸铜为活化剂时,硫回收率明显提高,可达到44.71%,可见硫酸铜对黄铁矿的活化效果较好。虽然单独使用硫酸铜的活化效果可与硫酸活化效果相比,但硫酸铜成本太高,经济上不可行,故选择活化剂AK-100。
3.5 硫浮选活化剂AK-100用量试验
考虑到新型活化剂AK-100 的活化作用及经济性,进行了AK-100 和硫酸铜组合活化效果试验。AK-100 用量分别为2、4、6、8、10 kg/t,硫酸铜用量200 g/t,丁基黄药用量150 g/t,2#油用量60 g/t。试验流程及药剂制度如图6;试验结果如图7。
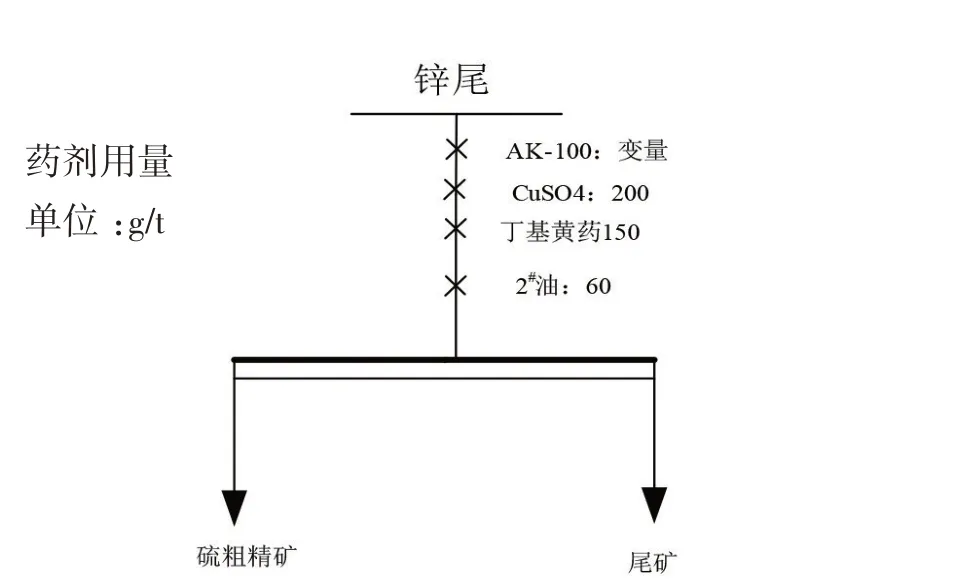
图6 新型活化剂AK-100用量对硫粗选的影响
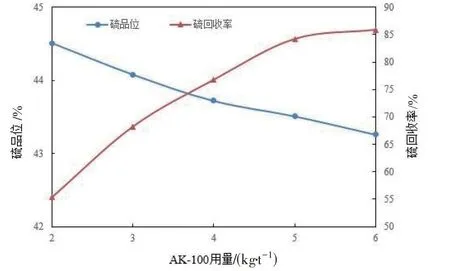
图7 AK-100用量对硫粗选的影响
由图7 可见,当AK-100 用量从2 kg/t 增加到5 kg/t时,硫品位从44.51%降到43.51%,硫品位下降幅度为1个百分点;硫回收率从55.32%增加到84.15%,硫回收率增长幅度较大;随着AK-100 用量的继续加大,硫回收率和品位变化不大。综合考虑,AK-100用量5 kg/t为宜。
3.6 硫浮选硫酸铜用量试验
在硫粗选固定AK-100 用量5 kg/t、丁基黄药用量150 g/t、2#油用量60 g/t条件下,硫酸铜变量进行试验,结果如图8。
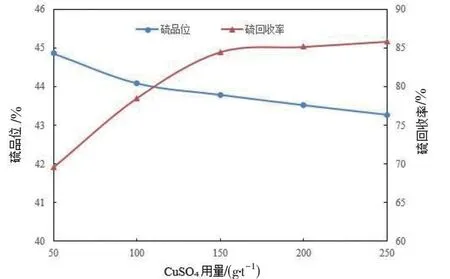
图8 硫酸铜用量对硫粗选的影响
由图可见,随着硫酸铜用量的增加,粗精矿硫品位降低,但变化不大,整个硫酸铜用量范围内,硫品位在43%~44%上下,但硫回收率明显不断提高;当硫酸铜用量从50 g/t 提高到150 g/t 时,硫回收率从69.54%提高到84.46%,硫回收率增加幅度较大,继续增加硫酸铜用量对硫回收率的提高作用不明显。综合考虑,硫酸铜用量150 g/t为宜。
3.7 硫浮选扫选试验
硫粗选时AK-100 用量5 kg/t,扫选过程中不再添加AK-100,将硫酸铜用量和捕收剂用量减半。试验流程及药剂制度,见图9,结果见表4。
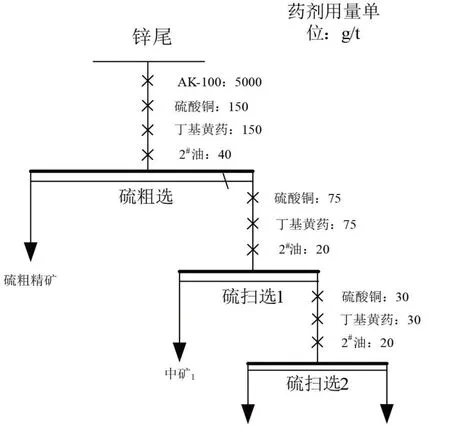
图9 硫浮选扫选次数试验
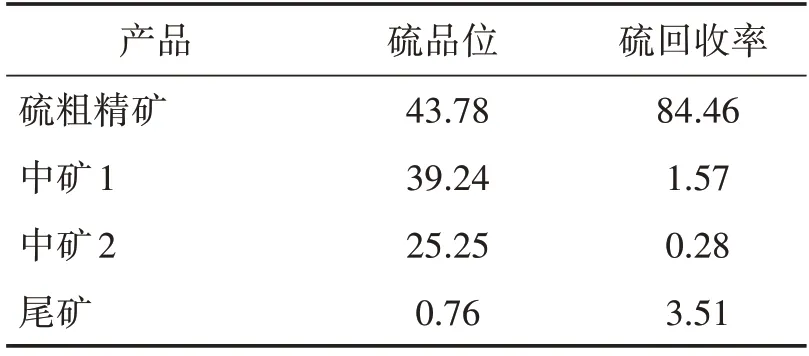
表4 硫浮选扫选试验结果 /%
1 次扫选硫回收率为1.57%,2 次扫选硫回收率仅为0.28%,尾矿硫品位下降到0.45%,尾矿硫回收率为2.51%。考虑药剂成本和经济产出,硫的浮选采用1粗1扫即可实现硫的高效回收。
3.8 闭路试验
在条件试验及开路试验的基础上进行闭路试验。闭路试验流程及药剂制度,见图10,结果见表5。
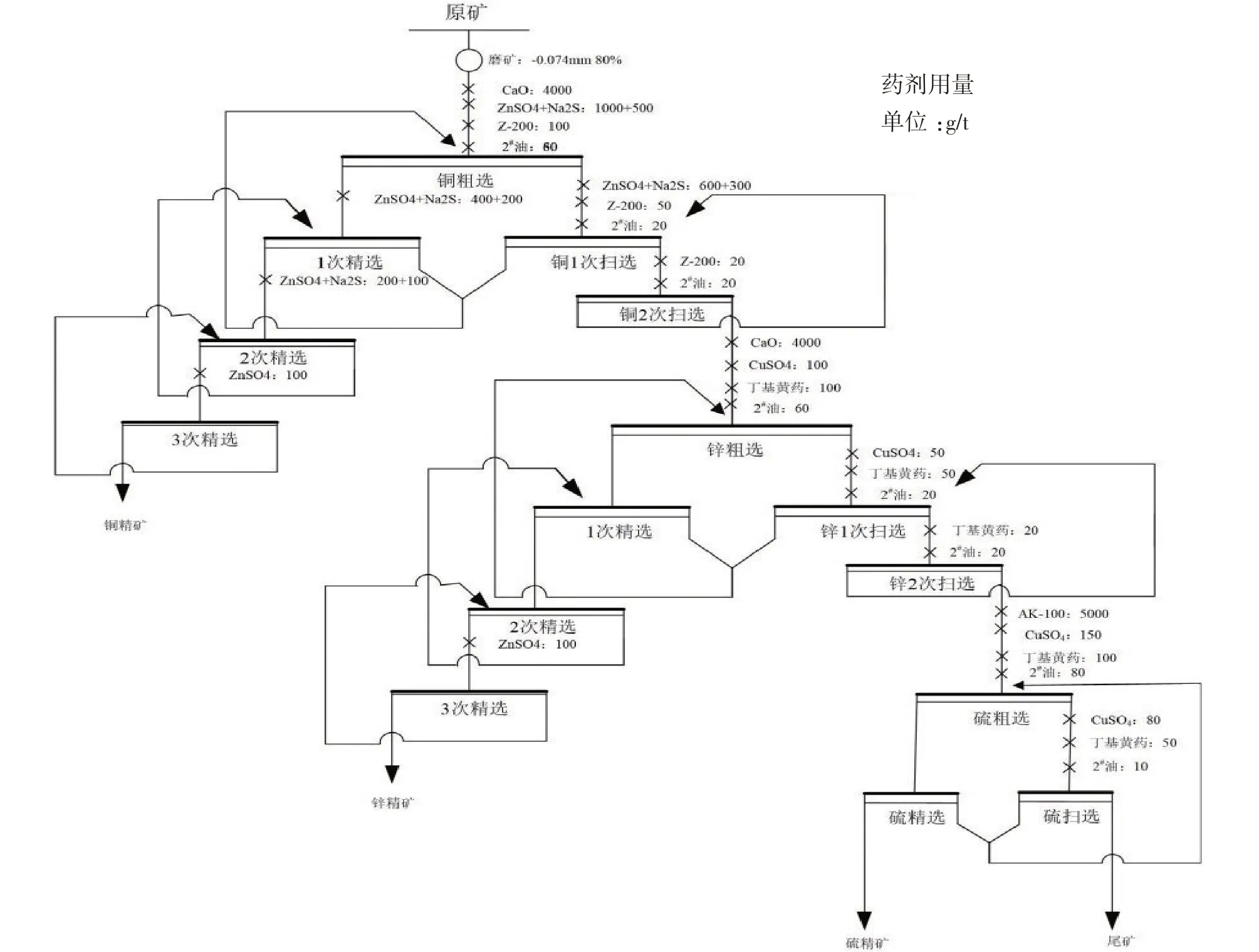
图10 闭路试验流程
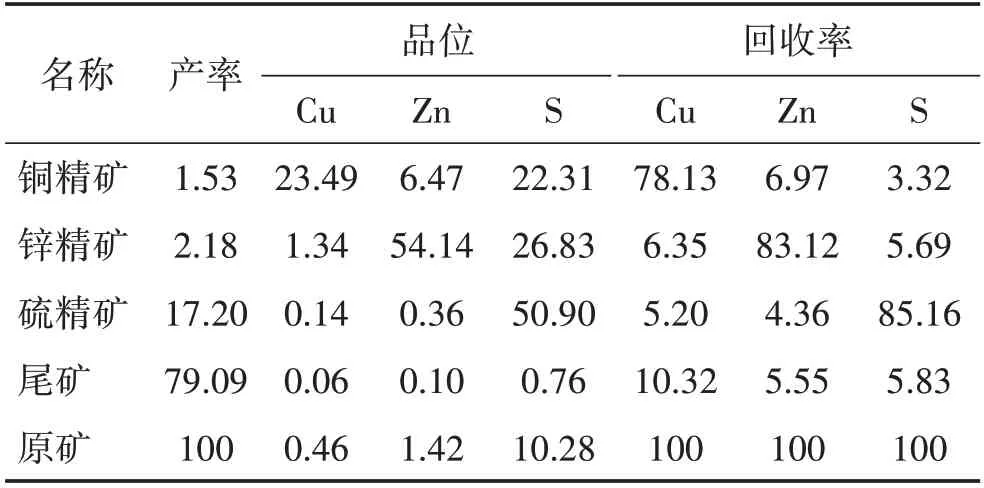
表5 闭路试验结果 /%
在磨矿细度为<0.074 mm 占80%的条件下,经过闭路试验,产出铜精矿、锌精矿及硫精矿。其中,铜精矿中铜品位23.49%,含锌6.47%,铜回收率78.13%;锌精矿中锌品位达到54.14%,锌回收率83.12%;硫精矿硫品位50.90%,硫回收率85.16%。可见,整个新工艺克服了原流程铜精矿中锌含量高的问题,使锌精矿回收率明显提高,硫资源得到高效回收;同时,尾矿中S 含量低于1%,达到尾矿制砖的要求。
4 结论
根据大同某铜锌硫矿矿石性质,对其原浮选工艺进行了流程改造,选择对锌抑制能力较强的硫酸锌和硫化钠组合可以有效减少铜精矿中的锌含量,有利于提高锌精矿锌的回收率;石灰抑制下的黄铁矿用新型捕收剂AK-100配合少量CuSO4可极大地提高黄铁矿的上浮率,尾矿中的硫含量低于1%。最终,经过闭路试验,验证了新工艺的合理性,有效实现了该矿有价资源的综合高效回收。
