碳纤维复合材料层压板人工缺陷的水浸超声检测
2022-03-16吕洪涛刘志毅王俊涛张方洲
李 锋,吕洪涛,刘志毅,王俊涛,张方洲
(中国航空综合技术研究所,北京 100028)
碳纤维复合材料层压板具有较好的比强度和比刚度,同时还具有耐腐蚀、抗疲劳、耐高温等优点,已广泛应用于航空航天领域[1]。复合材料的成形过程很复杂,在制造工艺以及运输、操作过程中都可能产生缺陷[2]。疲劳累计、撞击、腐蚀等因素产生的缺陷容易危及产品的寿命及使用安全[1-3]。因此,对复合材料进行无损检测及评价是至关重要的环节。水浸超声C扫描检测因具有灵敏度高、自动成像、检测速度快、检测效率高等优点,被广泛应用于碳纤维复合材料层压板缺陷的无损检测和量化评估中。根据已有超声检测标准,在超声检测过程中,特别是在灵敏度调整和缺陷量化评估中,对比试块具有极其重要的作用。随着复合材料加工制造工艺水平的提高,已逐步形成了多种复合材料层压板结构对比试块加工方法,如贴膜法、插拔钢片法、脱模剂法和脱模膏法等,然而,对不同人工缺陷对比试块加工方法及其超声检测有效性的对比分析较少。为此,笔者采用不同复合材料层压板人工缺陷加工工艺,制作了一批不同尺寸与埋深的人工缺陷对比试块,并对试块进行水浸超声C扫描检测试验。
1 水浸超声C扫描检测方法及系统
超声检测主要是基于超声波在工件中的传播特性,如超声波在通过材料时能量会损失,在声阻抗不同的两种介质分界面处会发生反射、折射和散射等,对工件中存在的缺陷进行检测。
根据探头与工件间的声耦合方式,超声检测方法可以分为接触法和液浸法等。接触法是通过一层很薄的耦合剂将探头与工件表面直接接触进行检测的技术。作为最基本的超声检测方法,接触法操作简便,能够满足绝大多数产品的要求。液浸法是将探头和工件全部或部分浸入液体中,超声波通过液体进入工件中的一种非接触式超声检测方法。液浸法最常用的耦合剂为水,又称水浸法。相比于接触法,液浸法具有更好的耦合稳定性和检测结果重复性,能实现自动检测,降低人为干扰因素。水浸超声检测系统外观如图1所示。该系统由6轴扫描平台、探头、超声激励接收设备、水槽以及工控机等组成,可实现水浸超声A,B,C扫描检测。

图1 水浸超声检测系统外观
2 对比试块的制作
层压板的设计参照国家军用标准GJB 8598-2015 《飞机复合材料结构设计通用要求》 中的复合材料一般设计要求和层压板结构设计要求,层压板的制作工艺符合GJB 2895-1997 《碳纤维复合材料层合板和层合件通用规范》 中对材料、理化性能、尺寸公差、翘曲、外观质量等的要求,人工缺陷的制作方法参照了我国航空标准HB 7825-2007 《复合材料制件无损检测对比试块制作与要求》 中人工缺陷制作的相关要求和HB 5461-1990 《金属结构胶接结构缺陷类型及试块》 的要求。笔者采用以下4种方法制作人工缺陷。
(1) 贴膜法:在织物层中放置厚度约为0.4 mm的聚四氟乙烯膜。
(2) 插拔钢片法:在织物层边缘放置不锈钢刀片,成型后拔出,使边缘形成类似分层的空气隙。为了在碳纤维层压板成型后方便拔出钢片,将钢片制作成梯形,钢片厚度为0.1 mm,材料为不锈钢,牌号为0Cr18Ni9。由于只能在碳纤维层压板边缘制作插拔钢片模拟缺陷,故在考虑制作成本等因素的情况下,模拟缺陷试块与贴膜法试块同时制作,即在同一块碳纤维层压板上制作两种缺陷,层压板边缘使用插拔钢片法制作人工缺陷,层压板中间区域使用贴膜法制作人工缺陷。
(3) 脱模剂法:共制作两种试块,第一种为在特定织物层上涂抹脱模剂,第二种为去除两层织物之间的胶层,在缺陷上涂抹脱模剂。脱模剂牌号同为Loctite Frekote 55NC。
(4) 脱模膏法:在特定织物层上涂抹油脂状脱模膏。
试块中有φ4,φ7,φ8,φ10,φ12,φ15,φ17 mm等不同尺寸的人工缺陷。缺陷深度包括1,1.5,2,3,4 mm。对比试块设计参数如表1所示,各对比试块尺寸如图2所示。
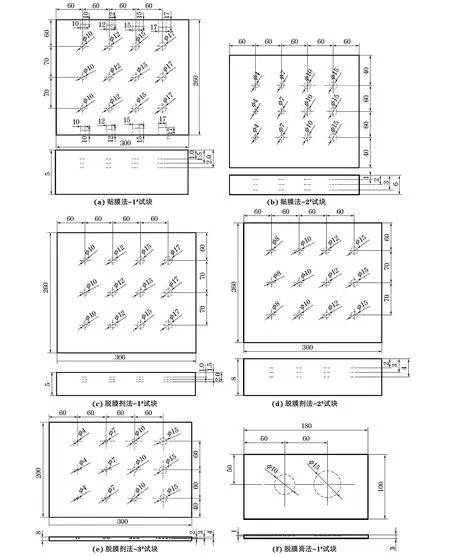
图2 各对比试块尺寸示意
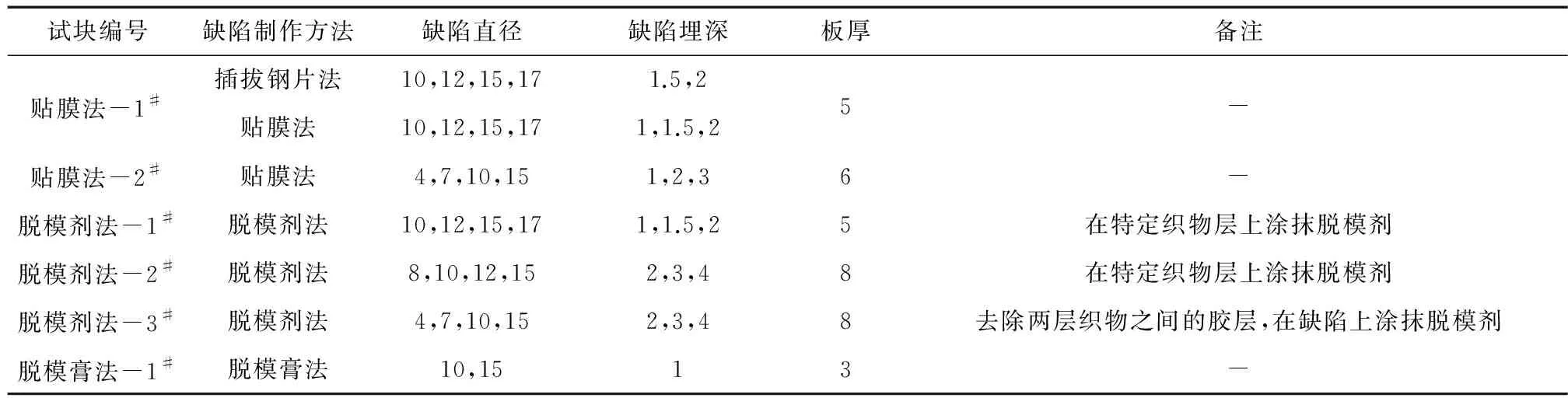
表1 对比试块设计参数 mm
3 检测结果及分析
采用型号为MZ-03的超声C扫描系统对试块进行水浸超声检测。为获得较好的检测效果,选用聚焦探头,频率为15 MHz,焦距为152.4 mm。主要检测参数有:声速为2 719 m·s-1,脉冲重复频率为1 200 Hz,扫查速度为100 mm·s-1,扫查步进为1 mm。各试块的C扫描检测结果如图3-8所示。
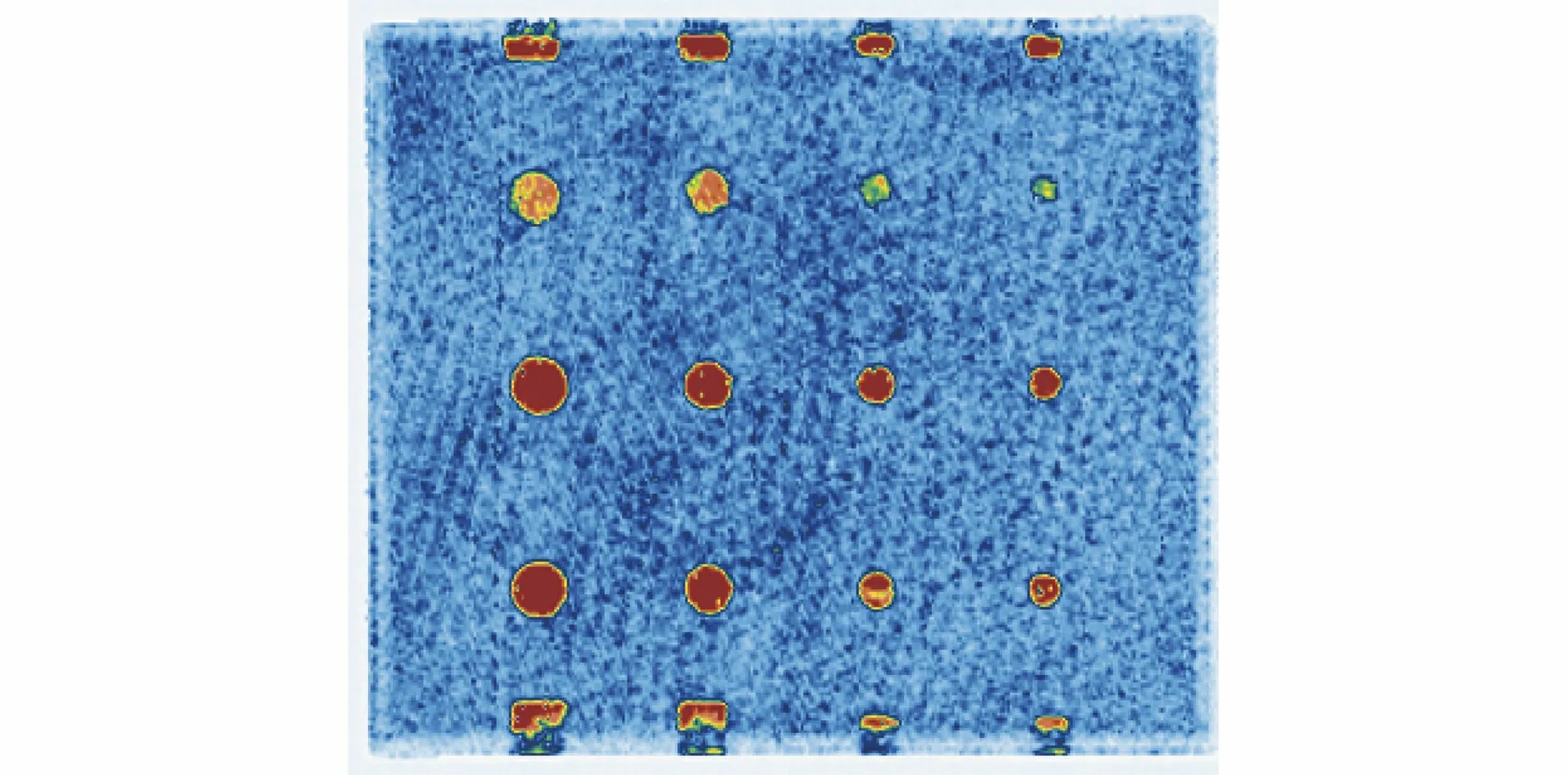
图3 贴膜法-1#试块超声C扫描结果
图4 贴膜法-2#试块超声C扫描结果
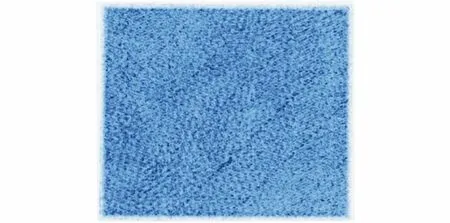
图5 脱模剂法-1#试块超声C扫描结果
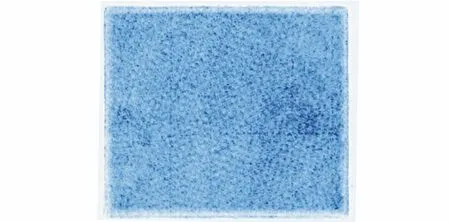
图6 脱模剂法-2#试块超声C扫描结果
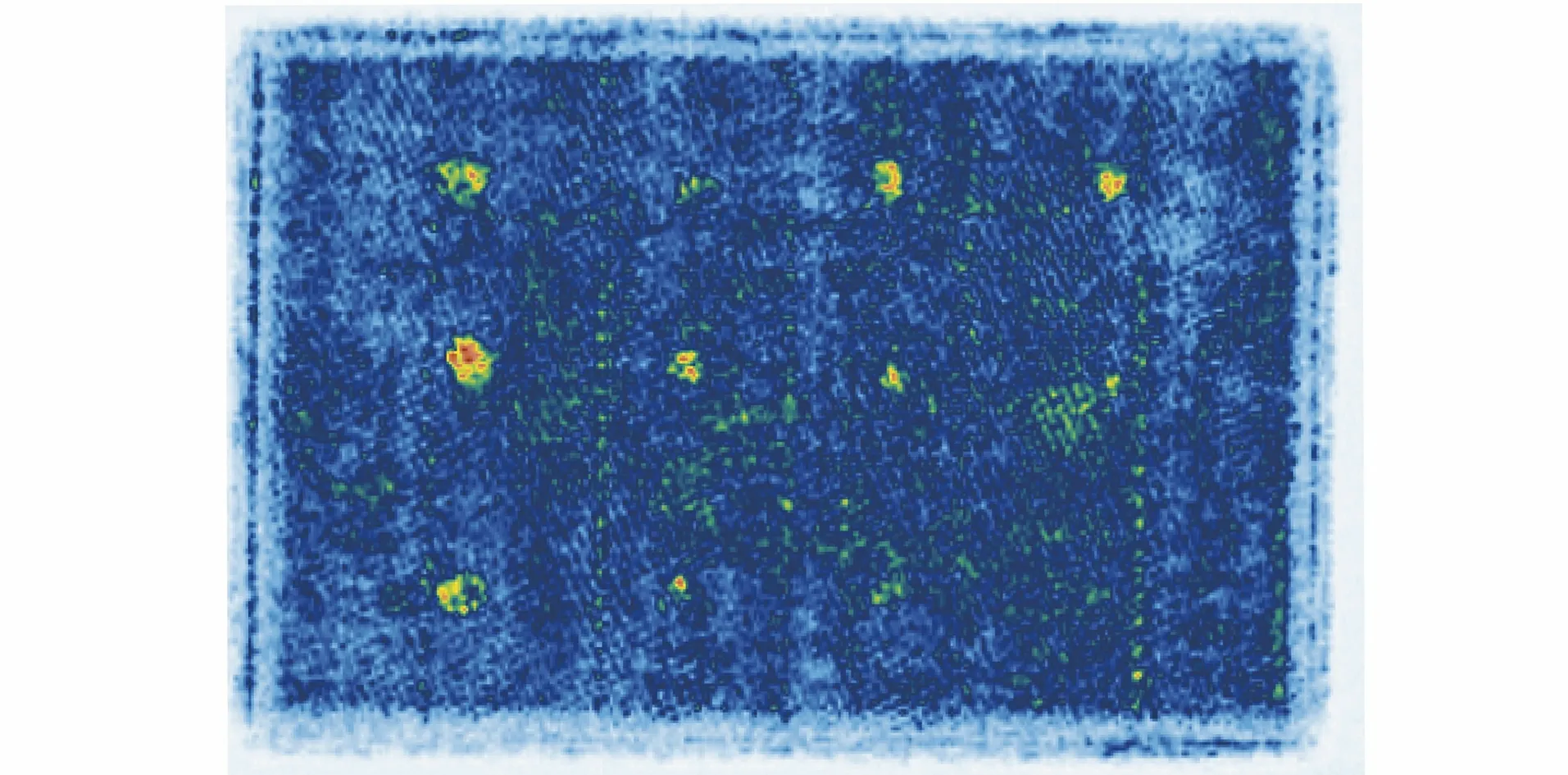
图7 脱模剂法-3#试块超声C扫描结果
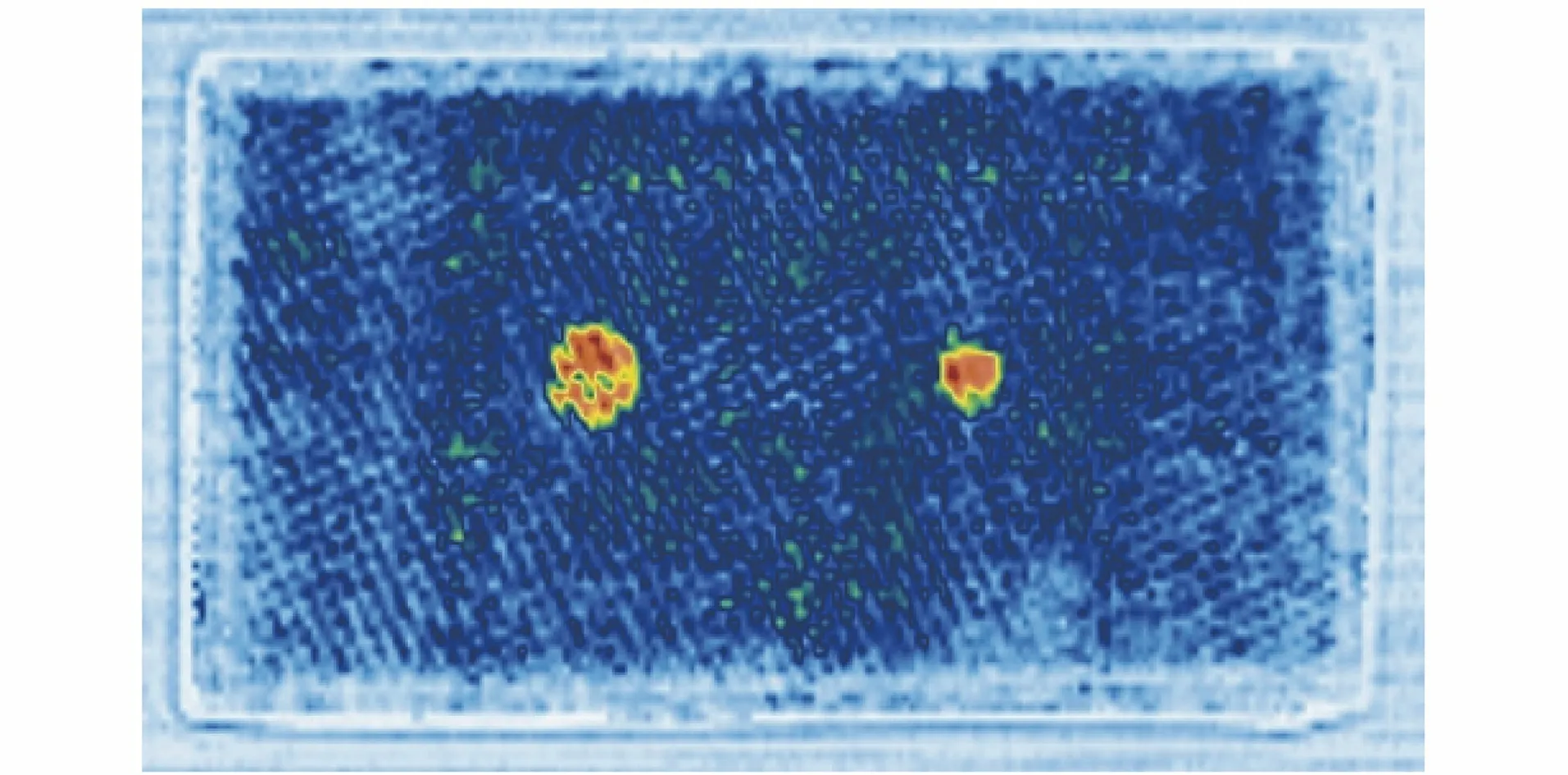
图8 脱模膏法-1#试块超声C扫描结果
对人工缺陷的埋深及尺寸进行测量,采用6 dB法分别测得扫查方向及步进方向的测量值,取其平均值作为人工缺陷的测量尺寸。对插拔钢片法制作的缺陷进行测量时,仅采用扫查方向的测量值作为人工缺陷测量尺寸。各试块的检测数据如表2所示。
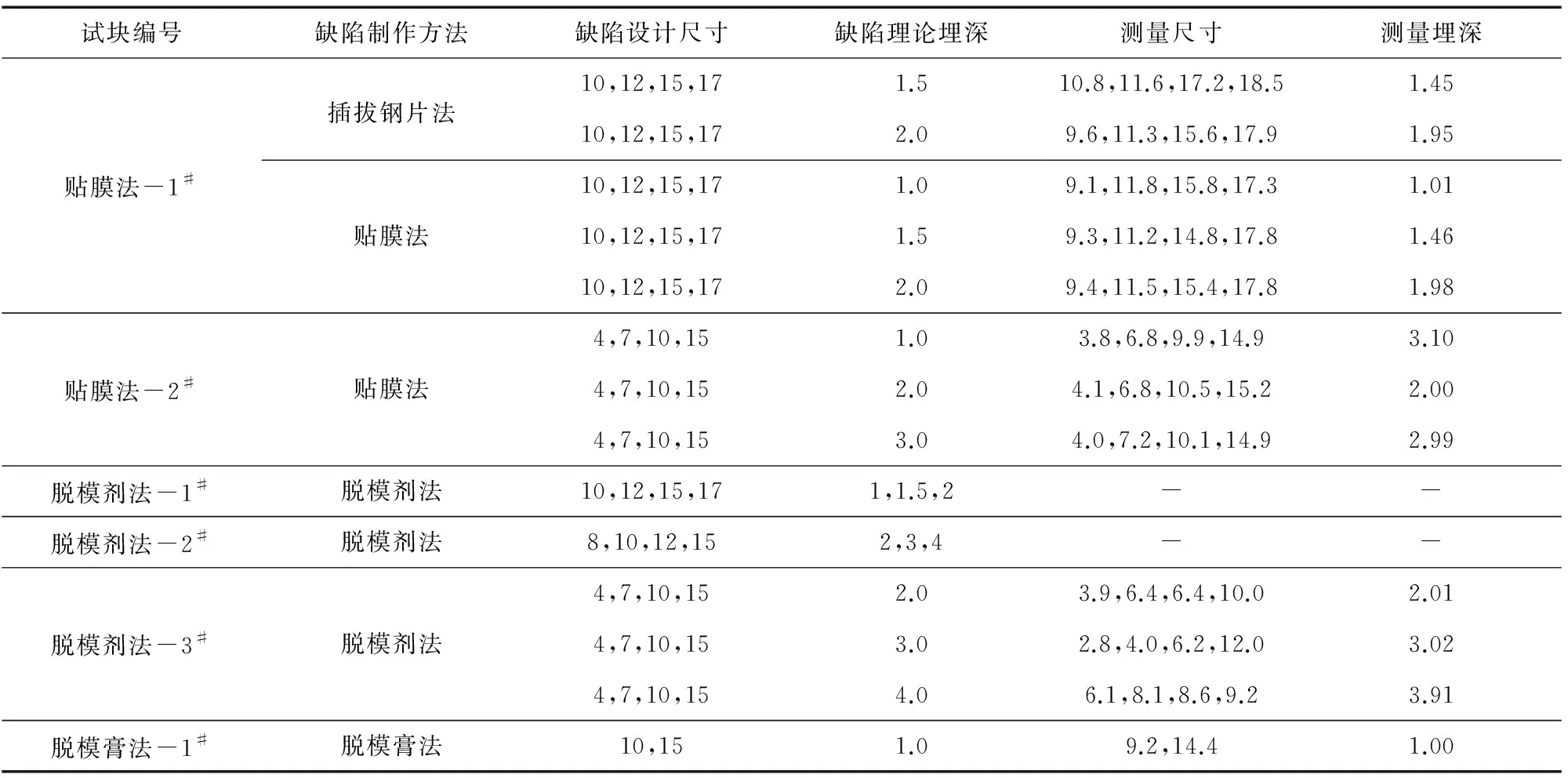
表2 各试块的检测数据 mm
从水浸超声检测结果可以看出:① 对于贴膜法及插拔钢片法制作的试块,各人工缺陷均能有效检出,人工缺陷测量尺寸及埋深与设计尺寸及埋深较为一致,并有较好的信噪比;② 对于脱模剂法制作的试块,在特定织物层上涂抹脱模剂方法制作的人工缺陷均未检出;去除两层织物之间的胶层并在缺陷上涂抹脱模剂方法制作的人工缺陷能有效检出,但信噪比较差,实际埋深与理论埋深较为一致,人工缺陷测量尺寸与设计尺寸偏差较大;③ 对于脱模膏法制作的试块,各人工缺陷均能有效检出,人工缺陷测量尺寸及埋深与设计尺寸及埋深较为一致,但信噪比欠佳。
4 结语
(1) 对采用贴膜法及插拔钢片法制作的人工缺陷试块进行水浸超声检测,能有效检出试块中不同埋深及大小的人工缺陷,可得到较好的信噪比,同时能够准确定量人工缺陷的大小及埋深。
(2) 对采用脱模剂法及脱模膏法制作的对比试块进行水浸超声检测,检测效果较差。
