薄壁无缝金属管电铸均匀性研究*
2022-03-15赵小康张华锦范俊锴
闫 亮,赵小康,张华锦,范俊锴
(1.河南理工大学 机械与动力工程学院,河南 焦作 454003;2.惠州亿纬锂能股份有限公司,广东 惠州 516000)
0 引言
超薄无缝金属管指直径与壁厚比大于100、壁厚在几微米到几十微米的无缝管材,性能优异的精密薄壁无缝金属管器件广泛应用于航空航天、国防工业、现代医学以及能源工程等高新技术领域。当前超薄无缝金属管的制造技术主要有焊接成型、旋压成型和电铸成型[1-3]等,电铸成型技术因其具有工艺温度低、成形(复制)精度高、材料适用窗口大、易于操作等优势而成为目前的主要加工支撑技术,并且电铸金属管的内径与管壁厚度没有相关性。但在电铸过程中,电铸层受“边缘效应”影响,其厚度往往呈两端厚中间薄的“凹”字型分布特征。工业生产中常采用激光切割去除金属管两端较厚部分的方式来获取相对均匀的中间部分,这样不仅增加了生产成本,同时也造成了资源的浪费。随着电铸技术水平的提高,业界常常通过借助辅助电极[4,5]、搅拌[6]、施加电流屏蔽物[7,8]、借助兆声震动[9]等方法,使阴极表面协同达到流场稳定和电场均匀分布的状态,以获取厚度分布较均匀的电铸层,但研究多为平面类电铸件。而薄壁无缝金属管属于闭环式曲面电铸件,较平面类电铸件而言,其电铸加工更困难,尤其是获得电铸层厚度均匀性和表面质量皆好的薄壁无缝金属管更具挑战性。
为此,本文针对薄壁无缝金属管电铸厚度均匀性问题,提出一种“阴极旋转+上下往复运动+贴面柔性扫刷”多作用协同电铸技术,探讨了阴阳极间距、阴极上下往复行程及贴面柔性扫刷对电铸层厚度分布特性的影响,并进行了参数优选。
1 多作用协同技术原理
“阴极旋转+上下往复运动+贴面柔性扫刷”多作用协同无缝金属管电铸技术依托于本课题组所开发的电沉积薄壁无缝圆管装置[10]实现,如图1所示。贴面柔性扫刷包括柔性刷条和柔性纤毛,其中柔性刷条固定不动,柔性纤毛压贴在阴极(圆柱状)表面,贴面柔性扫刷的作用通过柔性纤毛与阴极的相对运动来实现。阴极可同时实现旋转运动及上下往复直线运动,当其做旋转运动时,柔性纤毛对近阴极面的液层形成强烈的搅拌作用,能够大幅度减薄扩散层的厚度,并能够有效地去除或驱离电铸过程中在阴极面上所产生的气泡;当其做上下往复直线运动时,柔性纤毛对阴极表面产生刮擦作用,更有利于加强近阴极面液层的搅拌作用与均匀化,且能均匀化阴极面的电场分布。通过此两种作用的协同,可在阴极面形成更加均匀分布的流场和电场,且阴极面液层对流运动剧烈,为薄壁无缝圆管的高速均匀性电沉积创造了利好条件。
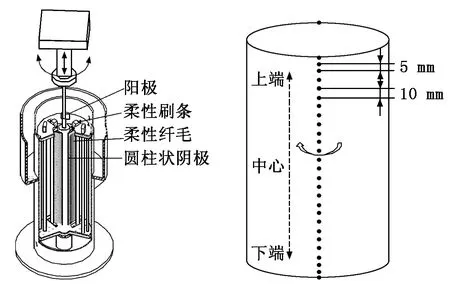
图1 电铸装置三维结构示意图 图2 电铸层厚度测量点分布图
2 实验方法
2.1 实验用主要装置及工艺参数
阳极采用纯度为99.99%的可溶性镍板,其尺寸为300 mm×50 mm×10 mm;阴极采用钛棒,其长度为240 mm、直径为30 mm;柔性纤毛选择耐酸碱腐蚀、弹性较好的PA(尼龙)材质,纤毛与阴极接触过盈量为10 mm。此外,为减少浓度差极化,提高沉积速度,采用对称布置的双镍阳极。阴、阳极间距为20 mm~45 mm可调,阴极上下行程为0 mm~350 mm可调,阴极往复移动速度为20 mm/s,阴极转速范围为0 r/min~90 r/min。
电铸液选用氨基磺酸镍电解液体系,其组分及工艺参数为:氨基磺酸镍[Ni(SO3NH2)2·4H2O]360 g/L,氯化镍(NiCl2.6H2O)10 g/L,硼酸(H3BO3)30 g/L,pH 4.0~pH 4.3,温度为55 ℃,阴极面电流密度为2 A/dm2。
2.2 电铸层厚度测量和分布均匀性表征
电铸层厚度通过日本三丰0~25 mm电子数显千分尺(精度1 μm)测量。为了更好地评价电铸层厚度的均匀分布特性,在电铸层圆周方向每间隔90 °选取一个测量点,且每一测量点竖直方向的间距除两端为5 mm外,其余间隔均为10 mm,如图2所示,并且每个测量点测3次厚度,取其平均值。用参数μ来表征电铸层的厚度分布均匀性,其值按照式(1)计算:
(1)
其中:Lc为电铸层总长度;lc为均匀电铸层厚度的线长度(即测量点厚度平均值相差小于±0.5 μm的电铸层长度)。μ值越大,表示电铸层厚度分布越均匀。
3 实验结果与讨论
3.1 阴阳极间距对电铸层厚度分布特性的影响
图3为阴极上下往复行程S=0 mm,不同阴阳极间距A对电铸层厚度分布特性的影响规律。由图3可知,电铸层均呈现出中心薄两端厚的“U”形分布特征,此特征随着阴阳极间距变大,先变缓后增大,且电铸层上端区域厚度略大于下端区域厚度。其主要原因为:A=20 mm时,阴阳极间距过小导致电铸层两端“尖端效应”明显,使电铸层两端区域电场线分布集中,中间分布稀少,导致电铸层均呈现出中心薄两端厚的“U”形分布特征,此外,由于钛制阴极芯模自身的电阻,电铸时沿芯模轴线方向上有一定的电势降,导致电铸层上端区域厚度比下端区域厚度偏大;A=30 mm时,阴阳极之间的电铸液增多,电势降增大,降低了阴极极化程度,弱化了“尖端效应”,致使阳极发散到电铸层中心区域的电场线相对增多,从而使电铸层中心薄两端厚的“U”形分布程度变缓,μ为62.5%,达最大值;A=40 mm时,电势降进一步加大,但电铸层两端电场线分布密集,电铸层中心薄两端厚的“U”分布程度又由缓变强。
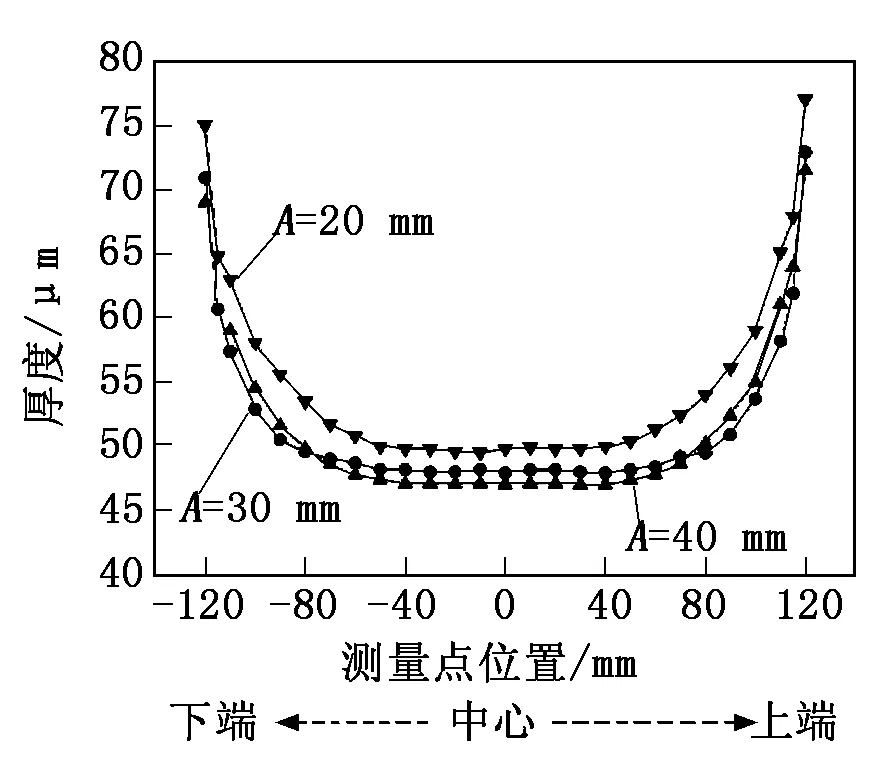
图3 不同阴阳极间距时所得电铸层的厚度分布
3.2 阴极上下往复行程对电铸层厚度分布特性的影响
图4为阴阳极间距A=30 mm和阴极运动速度不变时,阴极上下往复行程S对电铸层厚度分布特性的影响规律。由图4可知,相较于阴极只做旋转运动时,电铸层厚度均匀性均有一定提高,随着S的增大,μ先增大后减小(S=100 mm时,μ=79.2%;S=120 mm时,μ=91.6%;S=130 mm时,μ=84%;S=150 mm时,μ=75%)。分析其主要原因为:当S=50 mm时,阴极几何中心在阳极几何中心区域运动,阴极两端处于阳极端部区域,使得电铸层两端接收了阳极两端发出的绝大部分电场线,电铸层中心区域起不到有效分散电场的作用,故电铸层中心薄两端厚的“U”形分布程度较大;随着S的增大,阴极中心可运动至阳极端部区域附近,故增加了阴极中心区域电铸层在阳极端部区域的电铸时间,使电铸层中心区域厚度增加,缩小了阴极中心区域电铸层与两端电铸层的厚度差,当S=150 mm时,阴极中心能够与阳极各处正对,阴极中心区域在阳极端部电铸的时间更长,缩小了阴极中心区域电铸层与两端电铸层的厚度差,但由于阴极两端相距阳极较远时,使得本应到达电铸层边缘区域的电场线被其两端端部接收,使电铸层呈现出中间及两端厚、边缘薄的“W”形分布。这表明S过大,会导致电铸层厚度分布不均。
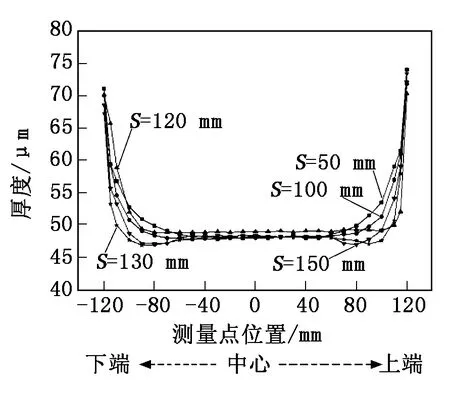
图4 不同阴极上下往复行程时所得电铸层的厚度分布
3.3 柔性扫刷对电铸层表面质量的影响
图5为柔性扫刷对电铸层表面质量的影响。由图5可知:无贴面柔性扫刷时电铸层表面呈灰色并伴有许多细小凹坑,使其表面变得凹凸不平,严重影响了其光整性;而在有贴面柔性扫刷作用下,可以获得厚度均匀且表面平整光亮的电铸层。其主要原因为:电铸过程中电铸层表面伴随有氢气的析出或杂质的吸附,贴面柔性扫刷一方面可对电铸层表面挤压摩擦,能及时有效地扫除电铸层表面吸附的气泡和杂质,消除针孔与结瘤产生的条件;另一方面还可以屏蔽离子还原层相差位,使缺失的还原离子层空缺位得以放电填充,并产生了一定机械活化作用,从而提高了电铸层厚度均匀性和致密性,使电铸层平整光亮。
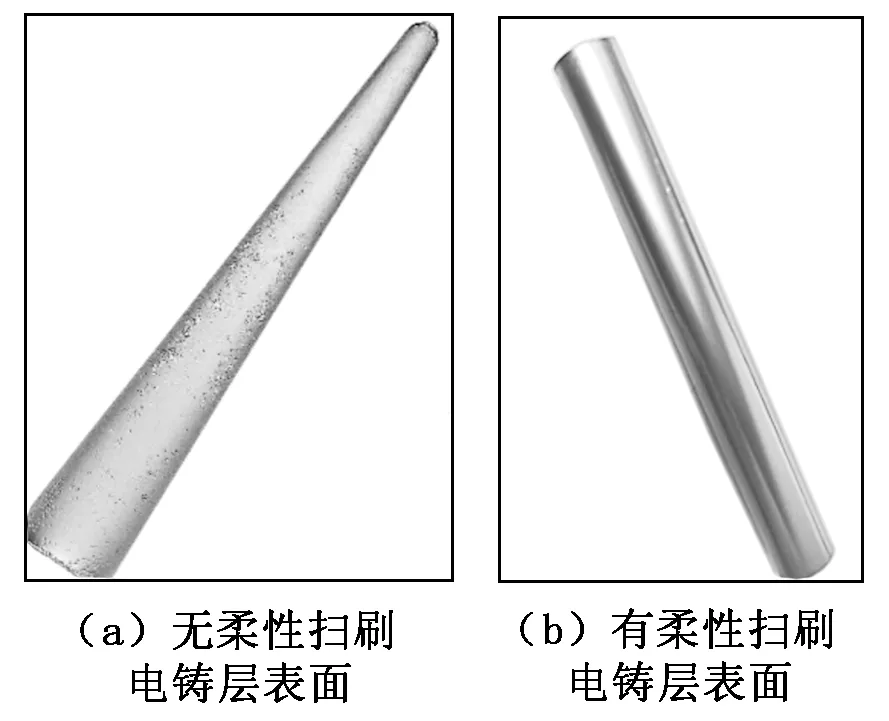
图5 柔性扫刷对电铸层表面质量的影响
4 结论
针对薄壁无缝金属管均匀性电铸的需求,提出了一种“阴极旋转+上下往复运动+贴面柔性扫刷”多作用协同电铸技术,并进行了实验研究。研究结果如下:
(1)“阴极旋转+上下往复运动+贴面柔性扫刷”多作用协同无缝金属管电铸技术能有效提高电铸层厚度分布均匀性。
(2)阴阳极间距及阴极上下往复行程对电铸层厚度分布均匀性有显著的影响。优化参数(阴阳极间距A=30 mm,阴极上下往复行程S=120 mm)下所得电铸层(内径30 mm,长240 mm,厚48 μm)的厚度分布均匀性为91.6%。
(3)贴面柔性扫刷能及时有效地扫除电铸表面吸附的气泡及杂质,并能产生一定的活化作用,使晶粒得到细化,电铸层变得平整光亮。
