超声波-微波对杉木锯屑液化的强化效应研究
2022-03-15闫璟玮杨义媛李可莹朱亨基卢泽湘
赵 宇, 闫璟玮, 杨义媛, 李可莹, 朱亨基, 卢泽湘
(福建农林大学 材料工程学院,福建 福州 350002)
全球经济的快速发展加速了能源危机和环境恶化[1-2],开发清洁、可持续的生物质能成为世界关注的焦点[3]。木质生物质具有分布广泛、资源丰富、可再生等优点[4-5],将其合理利用并转化为高附加值化学品对我国经济发展、环境改善及能源安全具有现实意义[6]。在燃烧、气化、热解等生物质热化学加工利用途径中,生物质液化因其相对温和的反应条件和较高的利用效率等优势受到了研究者的青睐。传统的生物质液化是以无机酸/碱为催化剂,将生物质在高温、机械搅拌下转化为液体燃料或平台化学品[7-8]。由于木质生物质结构致密且导热性差,液化过程中通常存在较大的传质和传热阻力,严重限制液化的进行[9]。近年来,单独或联合使用超声波(UW)和微波(MW)作为一种过程强化手段已广泛应用于生物质降解、天然物质提取等生物质加工领域。在超声波和微波辅助下的液-固反应体系中,UW引起的微射流和冲击波可增加相界面面积,加速反应物间的充分混合,有效消除传质阻力[10];MW可直接穿透固体颗粒,能量瞬间在颗粒内部转化为热能,使反应体系得到均匀快速加热[11]。因此,将超声波和微波联合辅助(UW-MW)引入到生物质的液化过程中,可以同时强化传质传热过程,促使液化反应高效进行。Matjaz等[12]发现高能超声波使木材的液化时间缩短了9倍,且反应能耗更低、产物颗粒更小。宋永辉等[13]对比微波和常规加热下液化残渣的热解,发现微波加热速率更快,液化更彻底。Lu等[9]对比传统液化发现,引入UW-MW技术使得溶剂用量减半、液化时间缩短33%,且锯屑的液化率达到91%。前人的研究工作表明:UW和MW对生物质液化的强化效应不仅受它们的功率、频率和辅助时间的影响,还与液化体系的物化性质密切相关,如溶剂种类、生物质固体颗粒的粒径与含量等[14]。目前,关于生物质液化的UW-MW强化效应的深入研究还鲜见报道。本研究以正辛醇为溶剂、浓硫酸为催化剂,考察了杉木锯屑采用UW-MW、MW和传统方法的液化过程,探讨不同液固比下UW、MW对杉木锯屑液化的强化效应,并对产物进行表征分析,期望在降低反应能耗和成本的同时,使液化过程更加清洁、高效,为生物质液化的过程强化研究提供参考。
1 实 验
1.1 材料与仪器
杉木锯屑由福州某木材加工厂提供,取0.25~0.63 mm的锯屑于105 ℃干燥至质量恒定,备用。浓硫酸(质量分数98%)、正辛醇(纯度99%)、木聚糖(纯度90%)、γ-戊内酯、丙酮、溴化钾、碱木质素、微晶纤维素(聚合度200~240),均为分析纯。
CW-2000超声波-微波协同萃取仪;DF-101S集热式恒温加热磁力搅拌器;DHG-9246A电热恒温鼓风干燥箱;日立SU8010场发射扫描电子显微镜(SEM),日本株式会社日立制作所;STA449C同步热分析仪,德国耐驰仪器制造有限公司;Nicolet 380傅里叶变换红外光谱(FT-IR)仪,美国Thermo Electron公司;7890A/5975C型气相色谱-质谱联用(GC-MS)仪,美国Agilent Technologies公司。
1.2 超声波-微波液化强化效应
1.2.1研究方法 以杉木锯屑为原料,正辛醇为溶剂,H2SO4为质子酸催化剂,在其他实验条件一致的基础上,对比锯屑超声波-微波辅助(UW-MW)液化与微波(MW)液化的结果,探讨超声波(UW)对传质过程的强化效应;将微波液化与传统液化相比较,讨论微波对传热过程的强化效应;对比超声波-微波辅助液化与传统液化,探讨超声波-微波协同作用下对液化的过程强化效应。
1.2.2UW-MW液化 称取10 g杉木锯屑置于反应瓶中,并按一定的溶剂与锯屑质量比(液固比)及催化剂浓度加入适量的液化溶剂和H2SO4,混合均匀后,将反应瓶放置在超声波-微波协同萃取仪中进行反应。在超声波功率50 W时,预混合5 min;之后在超声波功率50 W、微波功率250 W的条件下,加热3 min;继续在超声波功率50 W、微波功率60 W的条件下,液化20 min。反应结束后,将液化产物真空抽滤,得到滤渣与滤液。然后,滤渣用丙酮进行索氏抽提,于105 ℃烘干至质量恒定,即为液化固体残渣(SR);索氏抽提液蒸馏除去丙酮后,与滤液混合。在混合滤液中加入50 g水,充分混合后静置、分层,最终获得生物油(BO)产物和水相产物(WS)。锯屑液化率由公式(1)计算:
(1)
式中:Y—液化率,%;MS—杉木锯屑的质量,g;MSR—液化残渣质量,g。
1.2.3微波液化 微波液化过程中没有使用超声波辅助,其他实验条件与1.2.2节方法一致。
1.2.4传统液化 称取10 g杉木锯屑置于三口烧瓶中,按设定的液固比、催化剂浓度加入适量溶剂与H2SO4,混合均匀后,将反应瓶移置油浴锅中,在机械搅拌(300 r/min)和150 ℃下反应60 min。液化产物分离方法与1.2.2节方法一致。
1.3 样品表征
1.3.1SEM分析 将杉木锯屑和液化残渣喷金处理后,采用扫描电子显微镜对其微观形貌进行观察,工作电压为30 kV。
1.3.2热重(TG)分析 使用同步热分析仪对三大素模型物(微晶纤维素、木聚糖和碱木质素),以及杉木锯屑和液化残渣的热稳定性进行分析,以氮气为载气,流速为30 mL/min,升温速率10 ℃/min,将样品从25 ℃加热至750 ℃。
1.3.3FT-IR分析 采用FT-IR对杉木锯屑及液化产物的官能团进行分析,按照样品和KBr质量比1 ∶100 制备样品,紫外灯干燥后压片,扫描波长范围为400~4000 cm-1。
1.3.4GC-MS分析 采用GC-MS对生物油进行分析。中极性色谱柱DB-17 m(30 m×0.25 mm×0.25 μm),分流比10 ∶1。升温程序:起始温度50 ℃,保持3 min;以5 ℃/min升温速率升至180 ℃,保持2 min;以5 ℃/min升温速率加热至280 ℃,保持10 min。He载气流速1.4 mL/min,离子源温度250 ℃,电离方式为EI,电子能量为70 eV,扫描范围m/z40~550。通过与国家标准技术研究院(NIST)2011质谱数据库进行匹配,分析鉴定化合物。
2 结果与讨论
2.1 工艺参数对杉木锯屑液化的影响
2.1.1液固比 以正辛醇为溶剂,在催化剂H2SO4浓度0.6 mol/L、UW-MW辅助下,考察液固比(2 ∶1、 4 ∶1、 6 ∶1、 8 ∶1、 10 ∶1)对液化率的影响,结果如图1(a)所示。当液固比值从2上升至6,杉木锯屑的液化率呈现出明显的上升趋势,并在液固比值为6时接近最高水平,达到64.30%;随着液固比的继续上升,锯屑液化率趋于平稳。这是由于液固比过低时,液化体系中溶剂量太少,锯屑颗粒不能被完全浸润,液化的传质阻力较大,因而反应效率和液化率较低。然而,液化率达到最大值之后,再继续提升液固比,此时增加溶剂用量对液化传质阻力的改善作用变得不明显,因此液化率趋于平稳。综合考虑到液化率和溶剂成本,适宜的液固比为6 ∶1。
2.1.2催化剂浓度 以正辛醇为溶剂,在液固比值为6、UW-MW辅助下,考察催化剂H2SO4浓度(0、 0.2、 0.4、 0.6、 0.8和1.0 mol/L)对液化率的影响,结果如图1(b)所示。催化剂浓度从0增加至0.6 mol/L 时,锯屑液化率从6.23%迅速增加至64.31%。造成这一现象的主要原因是浓硫酸提供的质子使纤维素中的糖苷键以及木质素的β-O-4醚键易于断裂,适当提高催化剂浓度有利于木质生物质组分的降解,促使液化反应高效进行。然而,催化剂浓度过高易使液化产物发生缩聚反应。因此,适宜的催化剂浓度为0.6 mol/L。
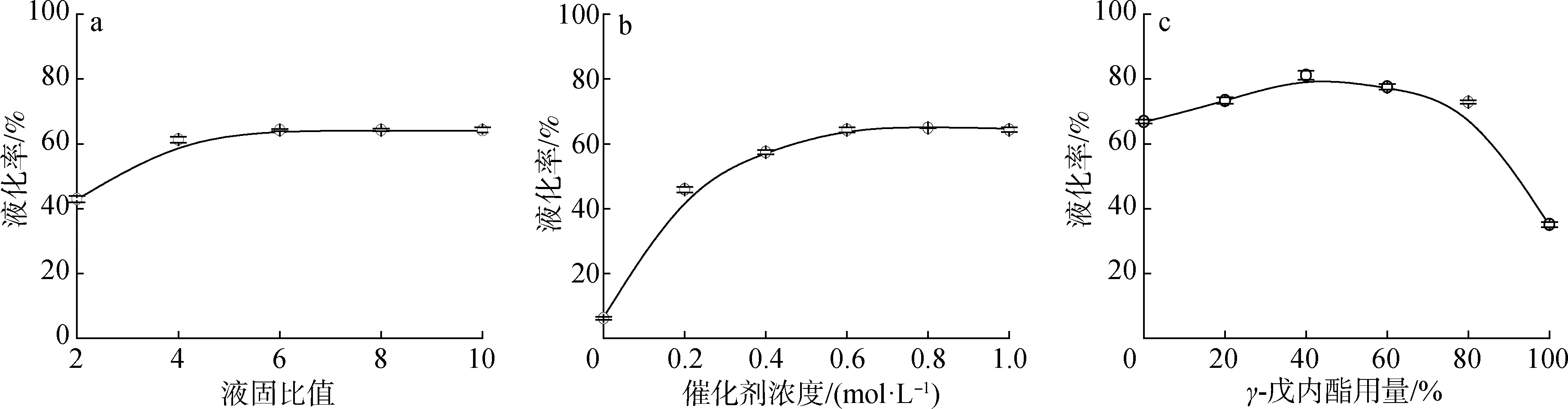
图1 工艺参数对杉木锯屑液化率的影响
2.1.3γ-戊内酯用量γ-戊内酯作为一种无毒、高稳定性、可生物降解的极性非质子溶剂[15],已被广泛应用于生物质的热化学转化,将其与正辛醇混合作液化溶剂,可能会获得较高的液化率,甚至影响产物分布。如图1(c)所示,以γ-戊内酯和正辛醇为溶剂,在液固比值为6、催化剂浓度0.6 mol/L、UW-MW 辅助下,考察了γ-戊内酯用量(以混合溶剂的质量计,下同)对液化率的影响。
当γ-戊内酯用量从0增加到40%时,锯屑的液化率逐渐增加,并在40%处达到最高值81.17%。这是因为γ-戊内酯能够改善木质纤维的溶解性能,加快催化反应速率,促进液化反应进行[16-17];进一步增加γ-戊内酯比例,锯屑液化率迅速下降,可能是由于醇溶剂减少,导致溶剂的浸润、溶解以及供氢能力下降。由此可知,适量添加γ-戊内酯能够有效提高杉木锯屑的液化率,且适宜用量是40%。
2.2 超声波-微波协同辅助强化效应
以正辛醇为溶剂,在催化剂H2SO4浓度0.6 mol/L的条件下,分别进行了杉木锯屑的传统液化、MW液化和UW-MW液化实验,通过3者对比以考察超声波-微波对杉木锯屑液化的强化效应,液化率结果如表1所示。当液固比值为6时,杉木锯屑MW、UW-MW的液化率分别为63.96%、 64.30%,相比于传统液化(61.10%)提高了4.68%和5.24%,所需反应时间从60 min 缩短至20 min,说明MW辅助和UW-MW协同辅助均对木质生物质的液化过程表现出良好的强化效应,且大大节省反应能耗。这是因为相比于油浴加热(热传导),MW辐射直接作用于锯屑颗粒,使反应体系得到均匀快速的加热,有效强化液化的传热过程。当液固比值为2时,与锯屑MW(39.47%)液化相比,UW-MW(42.98%)的液化率提高了8.89%,说明UW对木质生物质的液化有一定的强化作用。UW通过机械振动引起微射流和冲击波,增加锯屑颗粒与溶剂、催化剂的接触面积,减小液化过程中的传质阻力,从而促进液化反应的进行。当液固比值为6时,UW-MW液化与MW液化产率差异并不明显,表明UW对生物质液化的强化作用与液固比密切相关。
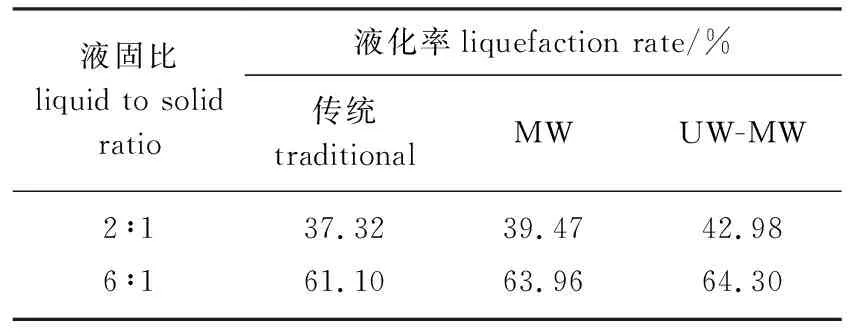
表1 不同液化方式对杉木锯屑液化率的影响
MW的传热方式为热辐射,不依赖传热介质,因此MW强化传热过程受液固比的影响较小。对比MW液化和UW-MW液化,当液固比较低时,锯屑浸润度很低,此时反应体系的传质阻力较大,UW表现出良好的强化作用;随着液固比的提高,液化体系中出现连续液相介质,锯屑颗粒浸没在液化溶剂和催化剂中,此时传质阻力较小,因此UW的强化作用并不明显。
2.3 固体残渣(SR)分析
2.3.1SEM 图2展现了杉木锯屑、传统液化残渣和UW-MW液化残渣的微观形貌。图2(a)显示杉木锯屑具有木质生物质代表性的管胞结构,且纤维排列紧密、整齐清晰。从图2(b)中观察到,经传统方法液化后,锯屑的管胞结构被破坏,但表面仍与原料一样光滑。而在图2(c)中,UW-MW液化后,木质纤维被完全解构,说明UW-MW能够使液化反应进行地更充分。图2(d)中的残渣表面观察到一层熔融状物质附着,这是液化缩聚反应所产生的高聚物,可能在一定程度上阻碍了原料与溶剂和催化剂的有效接触,影响锯屑液化反应的进行。

图2 杉木锯屑(a)、传统液化残渣(b)、UW-MW液化残渣(c,d)的扫描电镜图
2.3.2TG 图3(a)为了纤维素、半纤维素、木质素、杉木锯屑及液化残渣的热重曲线。在100 ℃时所有样品失去自由水,失重率4%~8%;纤维素和半纤维素的热解温度范围为200~380 ℃,木质素的热失重温度范围较宽,为200~550 ℃[18]。由图3(a)可见,液化残渣的热失重过程与杉木锯屑有所不同。杉木锯屑在210~380 ℃失重显著,主要是由于纤维素和半纤维素的热解造成的,随着温度的升高,锯屑失重速率减缓,550 ℃时残余质量分数为22%。传统液化和UW-MW液化的残渣热失重曲线相似,表明二者具有相近的化学组成。UW-MW液化残渣在210~280 ℃和280~500 ℃的失重率分别为17%和25%,而此时传统液化残渣失重率略低,表明UW-MW辅助下锯屑的液化程度更高。500~700 ℃时残渣中的木质素缩聚物等高相对分子质量物质发生热分解。该阶段UW-MW液化残渣的分解温度和最终残余质量分数均高于木质素和传统液化残渣,这可能是因为UW-MW液化过程中残渣表面沉积了一层木质素的缩聚熔融物质,这与电镜分析结果一致。

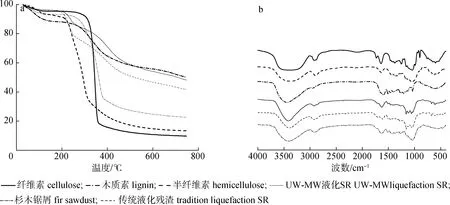
图3 原料与液化产物的热重(a)与红外光谱(b)

2.4 液体产物分析
2.4.1水相产物(WS)的FT-IR分析 杉木锯屑、纤维素和半纤维素液化得到水相产物的红外光谱图如图4(a)所示。
从图中可以看出,所有水相产物在1650 cm-1处均出现了羰基伸缩振动吸收峰,这可能是因为纤维素和半纤维素降解生成了羧酸、酮等物质。另外,在1210 cm-1处的吸收峰可能归属于β-(1- 4)-糖苷键连接的C—O—C的伸缩振动和葡萄糖环拉伸,896 cm-1处的吸收峰应是由于β-糖苷键的C1位C—H变形振动引起的[22],这表明锯屑液化时纤维素与半纤维素的聚合大分子结构遭到破坏,主链断裂,生成了相对分子质量较小的糖、酯或糠醛类物质。1045 cm-1处出现醇类物质中的C—O伸缩振动峰,表明液化水相产物中存在醇类物质。综合分析水相产物的红外谱图可知,经过水的萃取分离,锯屑中纤维素和半纤维素的液化产物主要分布在水相产物中。

图4 水相产物(a)与生物油(b)的红外光谱图
2.4.3生物油的GC-MS分析 以正辛醇、γ-戊内酯/正辛醇为溶剂得到液化生物油,采用GC-MS对其化学成分进行分析鉴定,发现其组分超过60种,表明锯屑液化的产物十分复杂。对比NIST 2011质谱库,识别和确定了匹配度超过85%的化合物,通过面积归一化法计算出含量,其中主要化合物列于表2中。
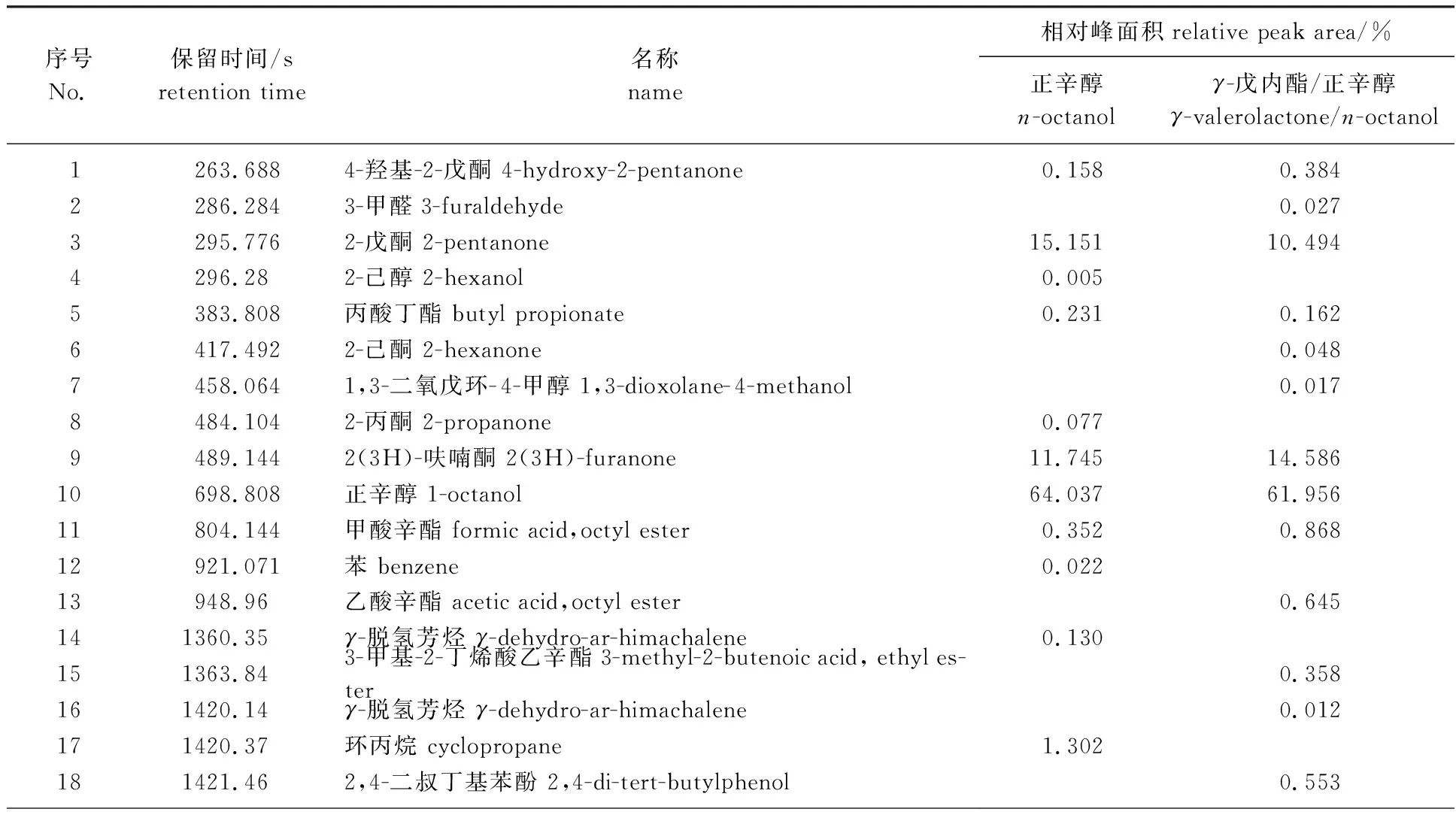
表2 正辛醇、γ-戊内酯/正辛醇作溶剂的杉木锯屑液化生物油的GC-MS分析

续表2
从表2中可以看出,生物油主要由酮、酯、醇以及芳香类物质等环状或支链结构化合物组成,说明木质生物质中的木质素在液化过程中发生了降解,大分子链断裂形成小分子,而小分子进一步发生异构、脱羧、酯化等反应。与γ-戊内酯/正辛醇作溶剂的生物油GC-MS结果相比,正辛醇为溶剂液化所得生物油有多种的低匹配度聚合物,说明添加γ-戊内酯能够使反应更稳定[23],能有效减少液化过程中的缩聚反应[24],促进生物质的降解。
3 结 论
3.1与采用油浴加热和机械搅拌的传统液化方法相比,超声波-微波协同辅助能够大大缩短杉木锯屑的液化时间,以正辛醇为溶剂,0.6 mol/L H2SO4为催化剂,液固比值为6时,液化时间从60 min缩短至20 min,液化率提高了5.24%,强化效应显著。超声波对传质过程的强化效应与液固比之间存在紧密关系,液固比值为2时,UW-MW液化的锯屑液化率相比于MW液化提升了8.89%;微波强化传热过程受液固比影响较小。
3.2杉木锯屑最优的UW-MW液化反应条件为液固比值6、催化剂H2SO4浓度0.6 mol/L和γ-戊内酯用量40%,此时液化率为81.17%;添加绿色溶剂γ-戊内酯可以有效提高杉木锯屑的液化率。
3.3液化过程中,少量熔融状物质沉积在残渣(SR)表面,阻碍了原料的进一步液化;纤维素与半纤维素的降解产物主要为小分子糖类等物质,富集在水相产物(WS)中;木质素的降解产物主要由芳香族等物质组成,分布在生物油(BO)产物中。
