冷轧压下率对IF钢微结构、织构及深冲性能的影响
2022-03-15邓长春孙晓寒
许 峰, 肖 颖, 陈 前, 邓长春, 孙晓寒
(1. 常熟理工学院 汽车工程学院, 江苏 常熟 215500;2. 烨辉(中国)科技有限公司, 江苏 常熟 215500)
IF钢(无间隙原子钢)是通过在超低碳钢(C<0.005%,质量分数)中加入Nb、Ti等强碳、氮化物形成元素,以析出碳化物、氮化物的形式将基体中的碳、氮元素固定下来,使基体呈无间隙原子状态[1]。经过冷轧、连续退火等生产工序,IF钢可获得较强的{111}面织构和弱{100}面织构,使其具备高应变硬化指数(n值)、高塑性应变比(r值)和无明显屈服等优良的成形性能,高深冲性能优异。作为第三代深冲钢,可以广泛应用于电气产品、汽车工业、食品包装等领域[2]。
衡量IF钢深冲性能的两个重要指标为n值和r值,其深冲性能受产品织构的重要影响。而冷轧压下率对IF钢的微结构和织构具有直接影响。分析和研究冷轧压下率对IF钢的微结构、织构及深冲性能的影响,对于控制其织构组分、改进产品的深冲性能,具有非常重要的科学和工程意义。本文采用电子背散射衍射技术(EBSD)和X射线衍射技术(XRD)表征不同冷轧压下率的IF钢样品中织构和力学性能演变,研究其织构和深冲性能的演变规律,为工业生产提供参考。
1 试验材料与方法


表1 试验钢的化学成分(质量分数,%)
使用数控式剪板机将热轧原料钢板剪切成600 mm×120 mm的冷轧试验钢板,经打磨毛刺、酸洗后,在直拉式四辊可逆冷轧试验机上进行不同压下率的冷轧试验,压下率分别为65%、72%、80%。再使用数控式剪板机将轧硬后的冷轧板,剪除头尾,加工成500 mm×120 mm 的连续退火试验钢板,在多炉室连续退火炉中进行模拟退火试验,连续退火工艺模拟现场工艺参数:带钢运行速度110 m/min,退火温度850 ℃,保温时间114 s。相比传统罩式退火,连续退火工艺具有组织均匀、钢带平直、表面光洁、生产效率高等优点。模拟连续退火工艺曲线如图1所示。

图1 模拟连续退火工艺曲线
将不同压下率IF钢进行相同模拟退火试验后,于样品板中部沿纵截面取样,进行微结构和织构组分表征,经机械磨抛后,使用Zeiss Axio Imager Z1光学显微镜进行显微组织观察;使用JSM-7001F场发射扫描电镜进行EBSD分析,并使用HKL Channel 5软件处理所得数据。
力学性能测试参照GB/T 5027—2016《金属材料薄板和薄带 塑性应变比(r值)的测定》和GB/T 5028—2008《金属材料 薄板和薄带 拉伸应变硬化指数(n值)的测定》进行,在不同压下率的退火板上,使用线切割方法切取与轧制方向分别成0°、45°和90° 3个方向的小尺寸拉伸试样各4片,拉伸试样的详细尺寸如图2所示。

图2 拉伸试样尺寸

(1)
(2)
式中:r0、r45、r90分别代表0°、45°和90° 3个方向试样的r值。
2 试验结果与分析
2.1 冷轧微结构和织构
IF钢相组织为单相铁素体,经不同压下率冷轧后样品的微结构如图3所示。冷轧后,原始等轴晶粒沿竖直的轧制方向拉长变形,晶粒拉长变形的长宽比随压下率的增加而增加,拉长晶粒内部出现鱼骨状的形变结构[3-4]。IF钢冷轧过程中,各种晶体取向晶粒的储能大小各不相同,E{111}<112>>E{111}<110>>E{112}<110>>E{001}<110>。IF钢的主要塑性变形机制是位错滑移,位错在分切应力的作用下分别沿着{110}、{112}和{123}易滑移面、<111>滑移方向开动,各种取向晶粒根据变形难易程度先后进行,晶粒发生一定角度的转动[5-7]。多个滑移面沿相同的<111>方向进行交滑移,位错发生缠结形成胞状组织,进一步转变成2°~10°的小角晶界,这些小角晶界沿着位错运动方向分布,呈鱼骨状[8]。同一压下率样品的表层到冷轧板中心,晶粒拉长变形长宽比相近,表明冷轧过程中,压下率足够,表层和中心区域的晶粒变形剧烈,组织均匀。
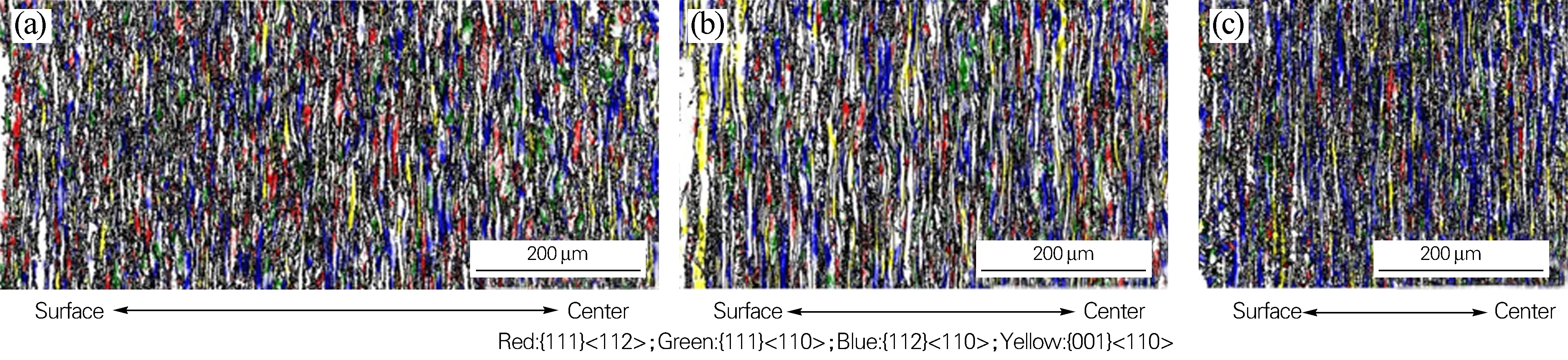
图3 不同压下率冷轧样品的微结构和织构组分
使用Channel 5软件对不同压下率冷轧样品的各种织构组分进行定量计算和标定,如图3所示。其中,{111}<112>、{111}<110>、{112}<110>和{001}<110>织构组分分别用红色、绿色、蓝色和黄色进行标识。
图4为不同压下率冷轧样品的取向分布函数(Orientation distribution function,ODF)φ2=45°截面图。对比图4(d)标准织构图可见,冷轧后不同压下率样品的主要织构类型有:{111}<112>、{111}<110>、{112}<110>和{001}<110>。3个压下率样品的极密度最大值均位于α取向线上,极密度最大值随着压下率的增加,从7.7逐渐增加至13.1。{111}<112>、{111}<110>、{112}<110>等织构强度值始终约3~4,γ取向线上织构含量随压下率的增加变化不大,而{001}<110>等α取向线织构含量增长明显。这表明冷轧过程中,位错运动,晶粒拉长变形,晶粒取向发生偏转,生成强α取向线织构和较强的γ取向线织构,α取向线织构的强度随压下率的增加而增大。

图4 不同压下率冷轧样品的ODF图(φ2=45°)
2.2 模拟连续退火微结构和织构
在退火过程中,冷轧变形时的储能是形变晶粒的再结晶驱动力,储能的大小直接影响再结晶过程中的织构形成。IF钢冷轧过程中,晶体取向不同的晶粒,其储存能的大小各不相同,导致后续再结晶退火过程中,{111}<112>晶体取向的晶粒储存能最高,最先发生形核,{111}<110>取向晶粒依次形核[5,9]。经模拟连续退火后,冷轧延长变形晶粒发生再结晶晶粒形核和长大,形成大小尺寸比较均匀的等轴晶,不同压下率样品的平均晶粒尺寸分别达到15.6、18.8和17.6 μm。同样,各织构组分使用不同颜色进行标识,如图5所示。各织构组分取向晶粒分布从表层到板厚中心,分布均匀。
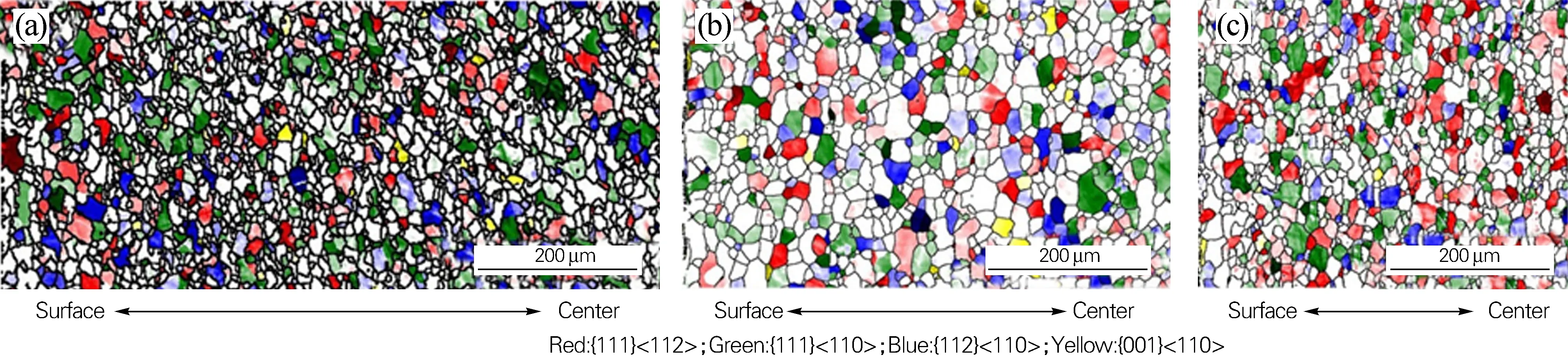
图5 不同压下率的模拟连续退火样品微结构和织构组分
图6为不同压下率的模拟连续退火样品取向分布函数φ2=45°截面图。经模拟连续退火后,主要织构类型数量减少,{001}<110>织构基本消失,保留了{111}<112>、{111}<110>、{112}<110>等γ取向线织构。3个压下率样品的极密度最大值均从α取向线转移到γ取向线上,极密度最大值随着压下率的增加从7.8略微增大到8.6。这表明连续退火过程中,{001}<110>取向晶粒被其它取向晶粒所吞并,冷轧时的强α取向线织构被彻底消除,而γ取向线织构变化不大,在α取向线织构消失后,转变为最强织构。

图6 不同压下率模拟连续退火样品ODF图(φ2=45°)
2.3 n值、r值和织构演变
对不同压下率冷轧和模拟连续退火样品的各织构组分分别进行定量计算,结果如图7所示。织构演变分析结果表明:原始热轧样品经过冷轧和退火后的{111}

图7 不同压下率样品的织构组分
Nagataki等[10]发现{111}<112>取向晶粒的变形储能要高于{111}<110>取向晶粒,{111}<112>取向晶粒优先形核,大量{111}<112>取向的再结晶晶粒会原位形核于取向相同的原始变形晶粒内。与此同时,{111}<112>晶粒还具有较高的晶界迁移率和长大能力,体现出一定的晶粒长大优势,更容易合并其它取向晶粒,发生长大。而{001}<110>取向和{112}<110>取向的晶粒由于其变形储能较低,在再结晶过程中会被吞并消耗掉[11]。这导致完全退火再结晶过程中α取向线晶粒被大量吞并,{001}<110>织构百分比降低至0.83%,而{111}<112>、{111}<110>等γ取向线织构含量变化不大。

表2 不同轧制压下率退火样品的深冲性能
3 结论
通过对不同冷轧压下率的IF钢模拟退火样品进行微结构、织构演变和深冲性能分析,得出以下3点结论:
1) 冷轧变形后原始晶粒拉长变形,厚度方向上变形均匀;样品具有强α取向线织构和较强γ取向线织构,随压下率从65%增大至80%,α取向线织构的极密度最大值从7.7逐渐增加至13.1。
2) 模拟连续退火后发生完全再结晶,在65%、72%、80%冷轧压下率下分别生成15.6、18.8和17.6 μm的均匀等轴晶;样品中的α取向线织构被消除,γ取向线织构变化不大,极密度最大值转移到γ取向线,且随着压下率的增加从7.8略微增大到8.6。

