冷却条件对5E83铝合金搅拌摩擦焊接头组织与性能的影响
2022-03-15高坤元文胜平聂祚仁
李 昂, 高坤元, 文胜平, 黄 晖, 聂祚仁
(北京工业大学 材料与制造学院 新型功能材料教育部重点实验室, 北京 100124)
搅拌摩擦焊(Friction stir welded,FSW)是1991年出现的一种固态焊接技术[1]。由于接头的最高温度接近0.8Tm(Tm为熔化温度,K)[2],因此不会出现熔融或合金元素的蒸发、偏析等问题。使用传统的熔焊工艺接头效率较低,FSW被证明是铝合金焊接的优选工艺[3-4]。近年来,有关学者通过水下搅拌摩擦焊的方式进行焊接,并发现水冷条件下接头的力学性能比空冷条件下更高。Liu等[5]研究了2219铝合金在水下冷却焊接,接头硬度显着提高。Singh等[6]发现,相对液氮或空气,水冷条件提高了5052铝合金焊接接头的抗拉强度,并改变了断口裂纹的扩展路径。通过Er和Zr对5083铝合金进行微合金化得到的5E83铝合金,具有良好的可成形性、焊接性、耐腐蚀性和较高的力学性能,已被广泛应用在航空航天、汽车及船舶制造领域。本文选取冷轧态5E83铝合金,通过测量接头的硬度和抗拉强度来探究其力学性能,结合SEM、EBSD观察接头的显微组织,研究不同冷却条件及搅拌针转速对焊接接头组织性能的影响。
1 试验材料与方法
试验材料为某公司提供的5E83-H112铝合金,经55%变形得到200 mm×100 mm×3 mm冷轧板,化学成分如表1所示。采用FSW-TS-08型搅拌摩擦焊接设备,利用水循环装置模拟水下搅拌摩擦焊。搅拌针为三斜面圆锥螺旋型,针长3 mm,轴肩宽度为12 mm,针顶部宽度为6 mm,倾角为1°。搅拌针转速分别为400、800、1200 r/min,焊速为100 mm/min。参照ASTM—E8/E8M—13a《金属材料拉伸试验方法》制备拉伸试样并通过WDW-50电子万能试验机测量力学性能。采用HXD-1000硬度仪测量横截面硬度,载荷砝码为100 g,时间为10 s。垂直于焊接方向制取金相试样,经打磨、抛光和Keller试剂腐蚀后,在DZ-Y600体式显微镜下观测。采用电解抛光制取EBSD样,抛光液为高氯酸∶乙醇=1∶9(体积比),电压为20 V。采用FEI HELIOS NANOLAB 600i型扫描电镜及OXFORD Nordlys Max3型EBSD设备采集数据,工作电压20 kV。

表1 5E83-H112合金的化学成分(质量分数,%)
2 试验结果与分析
2.1 冷却条件对焊接接头形貌的影响
图1为空冷与水冷下不同转速焊接接头的表面宏观形貌,其中线圈标记飞边,AS为前进侧,RS为后退侧。可见,空冷条件下,随转速增加,后退侧处飞边增加;而水冷条件下,无论转速增加与否,接头后退侧几乎不出现飞边。

图1 空冷(a,c,e)和水冷(b,d,f)下不同转速接头的宏观形貌
搅拌头的针与轴肩部材料进行摩擦和挤压,产生大量热输入使得材料从前进侧至后退侧循环流动,后退侧的富余材料向前进侧移动填充,部分材料会从轴肩溢出形成飞边。空冷下低转速时,材料受热软化程度较低,主要从前进侧流向后退侧;高转速时材料软化程度高,后退侧的材料也随搅拌针旋转挤压带至前进侧,富余材料形成飞边。水冷条件下,热输入迅速减少,轴肩部位材料流动变缓,富余材料不易溢出,所以不易出现飞边。且搅拌针摩擦产生的热量使得板材中下部充分流动,形成良好的焊接接头。
图2为空冷与水冷条件下不同转速焊接接头横截面的洋葱环形貌,其中线圈内是洋葱环。洋葱环是焊核区材料受搅拌头的摩擦和挤压形成的塑性金属流。空冷下转速400 r/min接头的横截面有一个洋葱环。空冷下转速800 r/min接头横截面出现两个洋葱环,底部金属流动痕迹与上部洋葱环类似,定义为底部洋葱环,前进侧和后退侧热机械影响区(热机区)有明显的边界,边界之间的距离为底部洋葱环直径(如图2(c)所示)。空冷下转速1200 r/min接头的横截面出现两个洋葱环形貌,较空冷下800 r/min接头的底部洋葱环直径增加。水冷下400 r/min接头的横截面无洋葱环。水冷800 r/min接头横截面呈现洋葱环。水冷1200 r/min接头较空冷1200 r/min接头横截面洋葱环的直径减小。综上,随转速增加,热输入增加,空冷接头的洋葱环面积增大,底部洋葱环直径逐渐增大;相同转速时,水冷接头的底部洋葱环直径减小,水冷减缓材料流动,抑制洋葱环的形成。
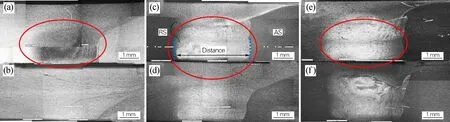
图2 空冷(a,c,e)和水冷(b,d,f)下不同转速接头横截面的洋葱环形貌
2.2 冷却条件对焊接接头力学性能的影响
图3是空冷与水冷条件下转速为400、800、1200 r/min接头横截面硬度,其中两条虚线之间的区域对应空冷接头前进侧与后退侧热机区的低硬度区,水冷同理。空冷下400 r/min接头硬度曲线呈U型,最低硬度在焊核区前进侧,约100 HV0.1;空冷下800 r/min接头最低硬度下降至95 HV0.1;空冷条件下转速从800 r/min增至1200 r/min,焊核区的最低硬度值恒定约95 HV0.1。
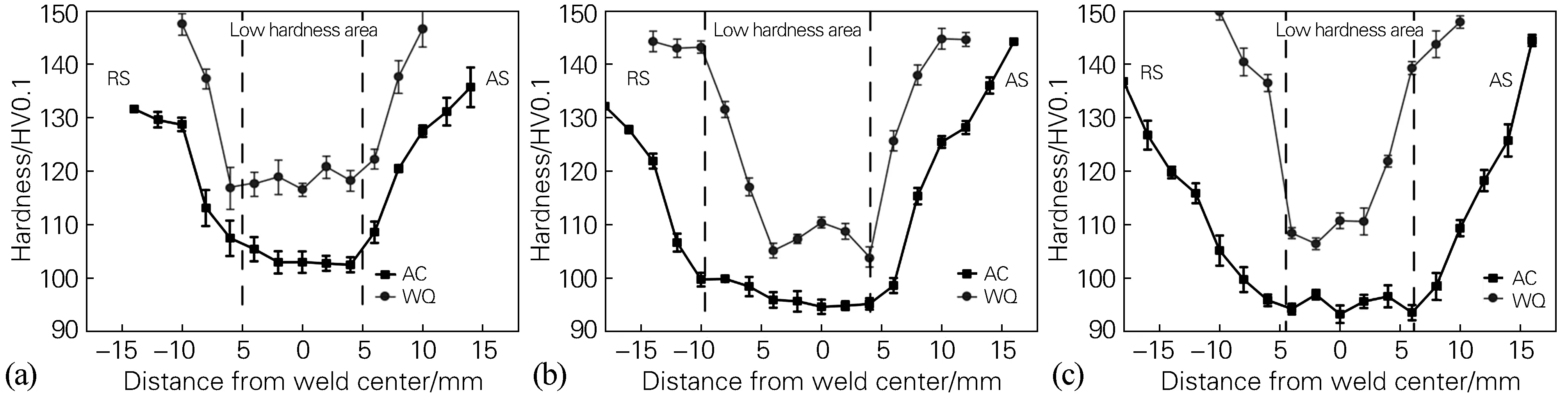
图3 冷却条件对不同转速焊接接头截面硬度的影响
转速为400、800、1200 r/min时,水冷接头的焊核区平均硬度较空冷接头的平均硬度值分别提高约19%、11%、16%。空冷400 r/min与空冷800 r/min接头的硬度与中心呈非对称,主要是前进侧受搅拌针旋转摩擦,后退侧受搅拌针摩擦和挤压,导致后退侧塑性流动区域更宽,从而硬度分布不对称;高转速时,材料在前进侧和后退侧均进行充分流动,硬度呈对称分布。水冷降低后退侧塑性流动,显著改善硬度非对称性。空冷条件下,低硬度区宽度随转速增加而先增加后减小。相同转速时,水冷接头的低硬度区宽度迅速减小,当转速大于等于800 r/min时,减小明显。综上,水冷相比空冷接头,最低硬度提高11%以上,减小低硬度区,改善接头硬度的对称性。
图4是母材和空冷与水冷条件下转速为400、800、1200 r/min接头的伸长率和抗拉强度以及对应的接头效率,其中接头效率为试样强度与母材强度的比值。母材的强度为483 MPa,伸长率为9%,强度较高,塑性较差。空冷下400、800、1200 r/min接头的抗拉强度分别为282、297、294 MPa,抗拉强度相近,工艺参数范围较宽,可以保证焊接质量。空冷条件下,1200 r/min较800 r/min接头的抗拉强度稍微下降,吴鸿燕等[7]研究认为,焊接热输入量过大时,焊核区的材料体积减小,在焊核区与热影响区交界处形成弱连接,降低接头抗拉强度。相同转速下,水冷接头抗拉强度增至319 MPa以上,其中水冷下800 r/min接头达到最高抗拉强度,为348 MPa。空冷和水冷条件下接头的伸长率随着转速增加呈先增加后减小的趋势,其中空冷800 r/min接头的伸长率最大,为17%。另外,水冷800 r/min接头的效率与空冷800 r/min接头相比,提高了约11%。
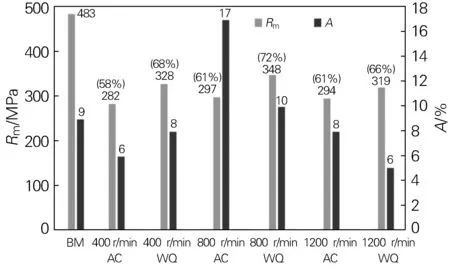
图4 冷却条件对不同转速下接头抗拉强度和伸长率的影响
2.3 不同冷却条件下焊接接头微观组织与性能的关系
结合水冷条件下接头的低硬度区的缩小、硬度和抗拉强度的提高幅度,选取空冷与水冷800 r/min焊接接头,分析不同冷却条件下,焊接接头微观形貌对力学性能的影响。
图5为空冷与水冷条件下800 r/min接头的拉伸断口形貌。观察到空冷下800 r/min接头断口表面多为大韧窝且韧窝较深,对应伸长率较高,为17%,塑性较好。水冷条件下800 r/min的接头断口表面大韧窝数量减少,小韧窝数量增加,且韧窝深度变浅。综上,水冷条件下800 r/min的接头相比空冷条件下的塑性降低,伸长率降至10%。
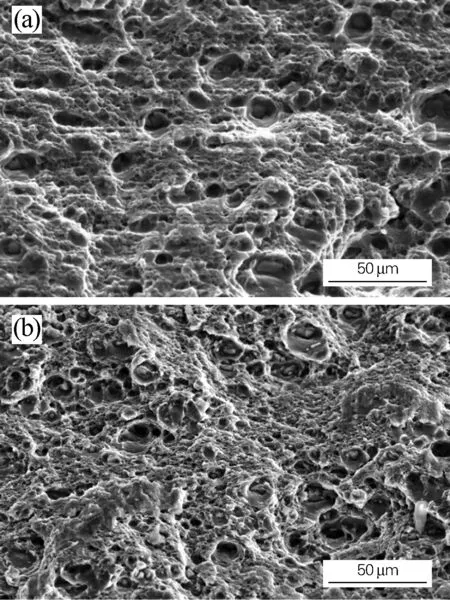
图5 不同冷却条件下800 r/min接头的拉伸断口微观形貌
图6是空冷与水冷条件下800 r/min接头焊核区(-1.5、0、1.5 mm分别为中心靠左1.5 mm、中心、中心靠右1.5 mm位置)的晶粒取向与再结晶图,图7是其数据统计图。可以看出,空冷条件下800 r/min的接头焊核区的平均晶粒尺寸较大,约3.5 μm,焊核区前进侧小于后退侧的晶粒平均尺寸,整体晶粒尺寸近似一致,误差约为±2.5 μm。在转速为800 r/min水冷条件下,焊核区的平均晶粒尺寸约为2 μm,较空冷焊核区的晶粒尺寸减小约43%,且整体上晶粒尺寸相近,误差约为±1 μm。这是因为水冷条件下,再结晶晶粒的晶界迁移减缓,进而抑制晶粒的长大,焊接接头组织均匀。
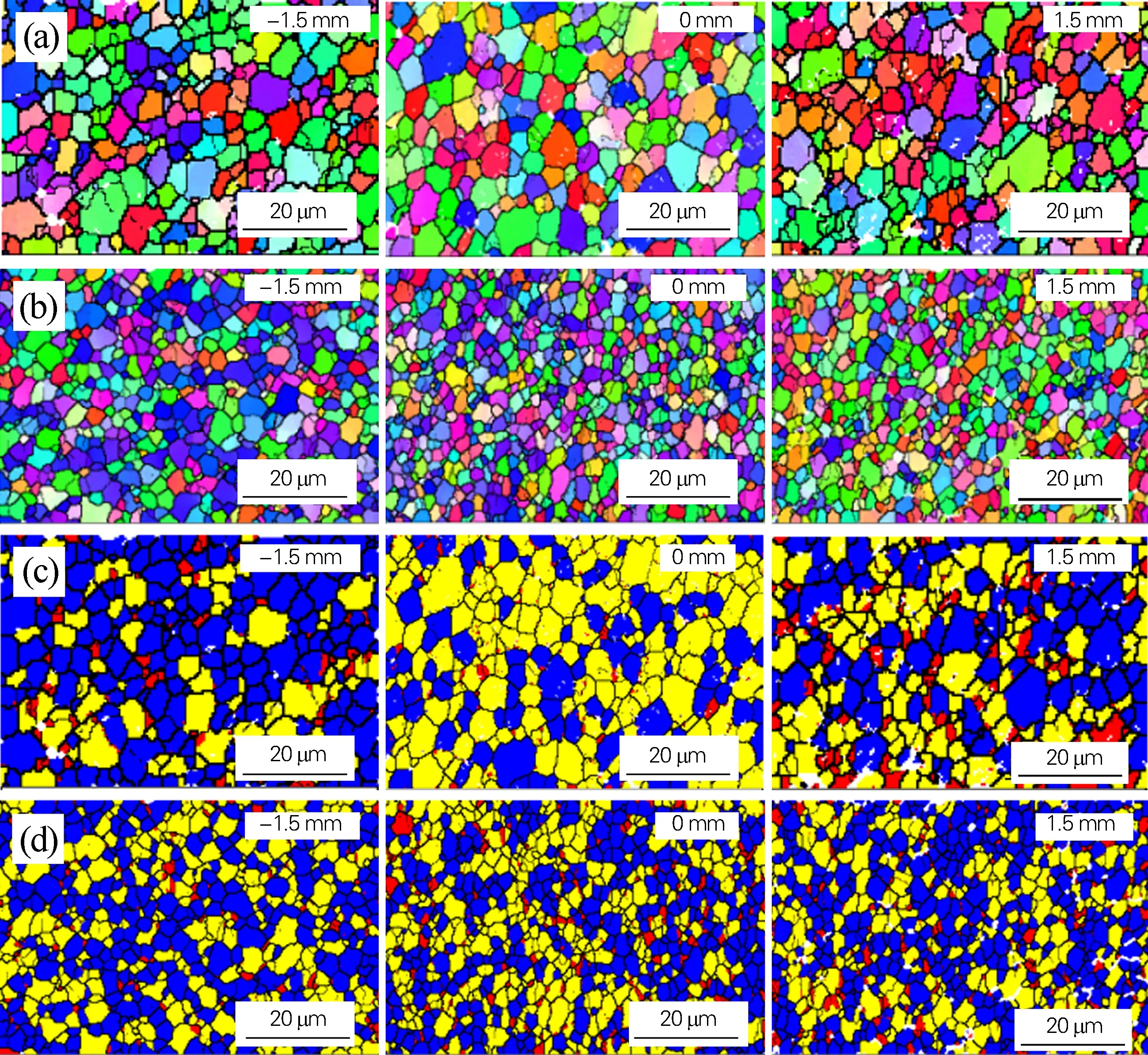
图6 不同冷却条件下800 r/min接头焊核区的晶粒取向(a,b)与再结晶图(c,d)
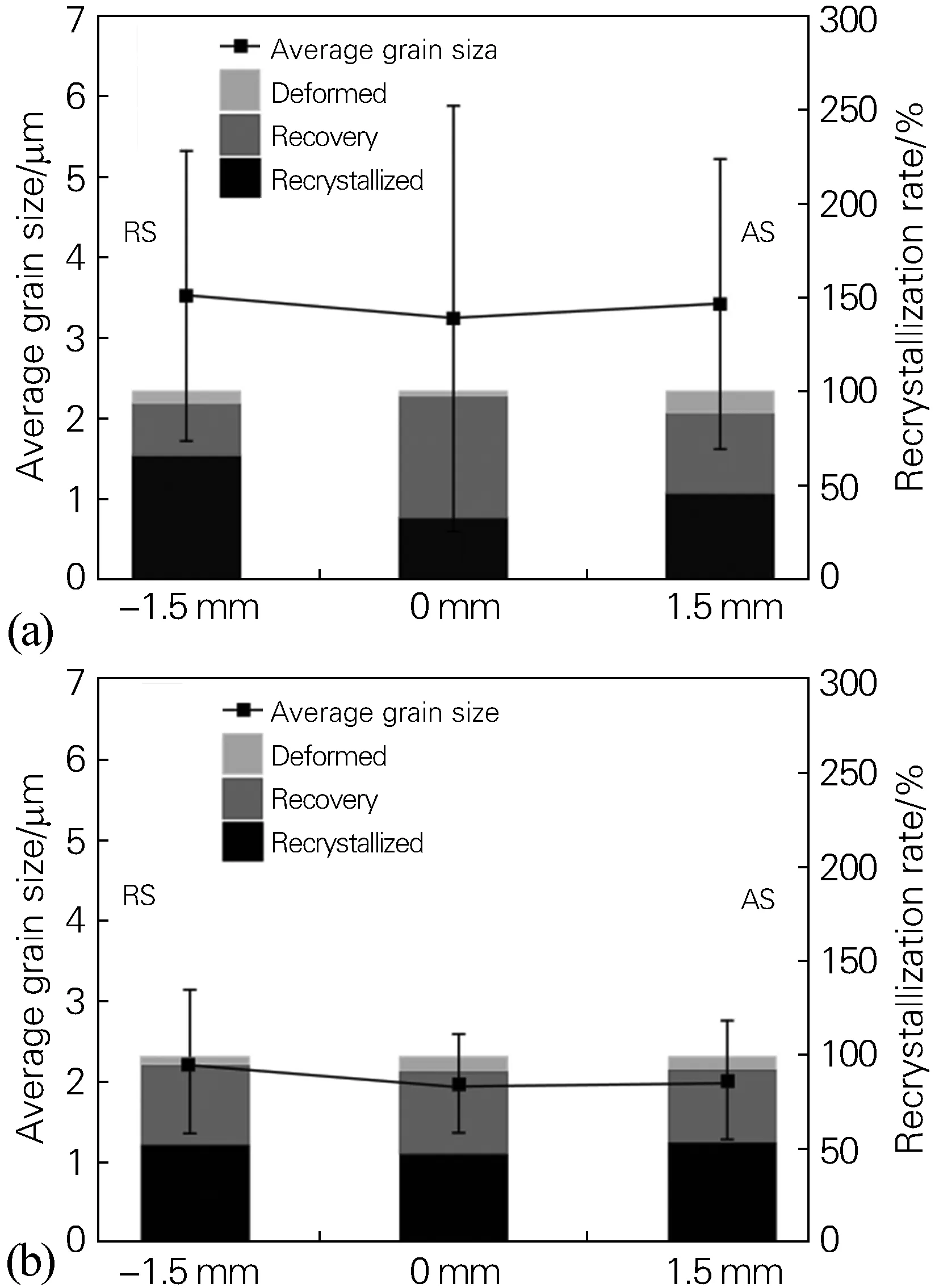
图7 不同冷却条件下800 r/min接头焊核区晶粒尺寸与再结晶率统计
水冷条件下800 r/min的接头焊核区的平均晶粒尺寸误差约为±1 μm,焊核区为大小均匀的等轴晶,有利于提高接头的抗拉强度与伸长率。焊核区的硬度和抗拉强度主要受晶粒尺寸的影响,根据Hall-Petch关系[8],当平均晶粒尺寸大于100 nm时,晶粒细化能够提高强度和硬度。经拟合曲线计算得出,空冷焊核区硬度(HV)和晶粒尺寸(d)拟合曲线为HV=64+53.3d-1/2,水冷焊核区硬度与晶粒尺寸拟合曲线为HV=78+43.1d-1/2,其中53.3和43.1均低于铝合金的K值(68 MPa·μm-1/2)[9]。由于水冷接头的斜率K小于空冷接头的,其斜率越低,晶粒越细化,硬度越高。与Attallah等[10]研究得出的Al5251搅拌摩擦焊接头前进侧的晶粒尺寸相比后退侧的晶粒尺寸较小,斜率K值较小的结论一致。
3 结论
1) 不同冷却条件下,接头的硬度曲线发生变化,空冷接头的硬度曲线呈U型,水冷接头的硬度曲线呈W型,水冷800 r/min接头的低硬度区缩小。同时,随转速增加,空冷接头的抗拉强度呈先增后减的趋势。相比空冷条件,水冷焊接接头的力学性能提高,接头的最低硬度值提高11%以上,接头效率提高11%。
2) 焊接转速为800 r/min时,空冷接头断口的韧窝大而深,塑性较较好,水冷接头断口的韧窝缩小,深度变浅,塑性降低。
3) 空冷800 r/min接头焊核区的平均晶粒尺寸约为3.5 μm,水冷800 r/min接头焊核区的平均晶粒尺寸约为2 μm,水冷条件使晶粒发生细化,焊核区组织分布均匀,K值降低,有利于提高接头的硬度和抗拉强度。
