面向生产线仿真的数字孪生逻辑模型构建方法
2022-03-11施佳宏刘晓军刘庭煜胡天亮戚庆林黄佳圣朱铭浩岳士超
施佳宏,刘晓军+,刘庭煜,陶 飞,胡天亮,孙 铮,徐 俊,戚庆林,5,黄佳圣,朱铭浩,岳士超
(1.东南大学 机械工程学院,江苏 南京 211189;2.北京航空航天大学 自动化科学与电气工程学院数字孪生研究组,北京 100191;3.山东大学机械工程学院,山东 济南 250061;4.西安交通大学 机械制造系统工程国家重点实验室,陕西 西安 710049;5.香港理工大学 工业与系统工程系,香港 999077)
0 引言
制造业是我国经济的支柱产业,也是我国经济“创新驱动、转型升级”的主要战场[1]。随着经济的发展,产品多样化、个性化、定制化发展的趋势越来越明显,为了适应目前多品种、中小批量的产品需要,柔性生产线(Flexible Manufacturing Line, FML)应运而生[2],特别是在航空、航天、雷达制造等行业,由于产品零件自身的结构特征和科研生产任务的性质,其零件制造呈现出品种多、批量小、周期短等离散型生产模式的特性[3],导致生产线频繁变动。为确保改造后的生产线能够满足生产需求,产前规划是改造前必不可少的步骤。生产线仿真关注生产规划[4]这一环节,利用虚拟仿真技术对生产线的布局、工艺路径、物流等进行预规划。从实际的物理生产过程来看,生产线仿真是实现虚拟生产线和预测产能的重要决策依据[5]。
国外对生产线仿真技术的研究起步较早,目前已经成熟,在欧美等国家和地区,生产线仿真软件已广泛应用于航空航天、汽车、造船等领域的生产规划[6],在工厂仿真领域主要有美国的Flexsim[7]、西门子公司的Plant Simulation[8]和芬兰的Visual Components[9]等。近年来,国内的专家学者也对生产线仿真软件的不同层面进行了研究,戴晓明等[10]较早开始研究生产线动态系统仿真,采用Visual C++和Visual Basic开发了DEDS Sim软件,但仅应用于某一炼钢连铸离散事件动态系统;胡明明等[11]针对钢材加工生产的复杂管理问题,研究设计了面向钢材加工作业的离散生产仿真软件;何骏等[12]采用面向对象的方法,通过定义事件类来封装底层逻辑功能,提供了实现离散事件通用仿真平台的新思路,但其事件类的定义不够完善。相比国外,国内对生产线仿真技术的研究起步较晚,研究工作开展得比较分散,尚未形成成熟的通用化生产线仿真平台。
目前所用仿真技术的仿真过程基本独立于物理世界,缺少刻画和反映物理车间中生产线行为、规则、约束等信息的模型[13]。近年发展的通过数字孪生(digital twin)技术沟通物理世界与信息世界的理论,对提升生产线仿真技术有重要作用[14]。数字孪生用于实现物理空间与虚拟空间之间的互联互通,数字孪生模型间可交互的特性能够有效联通生产车间[15],为提高仿真的逼近性提供了新思路。柳林燕等[16]认为数字孪生技术为车间生产过程的高效运行提供了一种技术手段,其中数字孪生模型是数字孪生技术的核心,是对生产线现场的实体映射。数字孪生建模是通过虚拟模型存储和管理相关数据,实现物理实体在虚拟空间的数字化重现[17];VRABI等[18]提出数字孪生模型是通过共享数字空间来定义模型间的行为交互及相互关系;SCHLEICH等[19]通过构建一种展现产品全生命周期的数字孪生模型,指出构建有效数字孪生的核心是准确的数据和准确的模型;NEGRI等[20]提出将制造系统中模型的具体行为与核心仿真分开,用于灵活启动数字孪生模型的特定行为;陶飞等[21]指出虚拟车间的本质是模型的集合,数字孪生模型包括要素、行为、规则3个层面,是对物理车间的数字化重建,可以真实地反映物理世界。虽然在专家学者的广泛研究下,将数字孪生技术运用于生产车间建模的理论知识和技术研究已经得到极大拓展,但是目前对数字孪生模型的研究处于全要素信息抽象阶段,尚未对专业领域中数字孪生模型的构建过程进行研究,尤其是用于生产线仿真的数字孪生模型的建立。
本文基于数字孪生模型的几何、物理、行为、规则4个层面,对面向生产线仿真的数字孪生逻辑模型的构建方法进行研究。首先,将物理实体抽象为数字空间中集几何、物理、生产行为和仿真规则于一体的数字孪生逻辑模型;然后,从单一模型加工运行状态转换和多模型协同运行仿真的角度,详细阐述模型构建的关键技术——有限状态机制下的生产行为以及模型间仿真规则的行为信息传递规则、同步推进规则、互斥优先规则;最后,设计并开发了通用的生产线仿真原型系统,通过对某药厂包装线进行生产仿真验证了所提方法的有效性。
1 生产线仿真系统组成架构
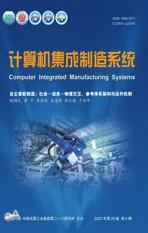
生产过程是一个涉及多技术、多维度的复杂物理过程,在满足生产线仿真需求的前提下,将生产线仿真系统划分为物理实体层、数字孪生模型层和系统功能层,如图1所示。其中,物理实体层指“人—机—物—料”等客观存在的实体集合,负责执行车间生产活动,并提供物理空间的数据信息;数字孪生模型层是物理实体层的真实映射,数字孪生模型间相互关联协作,对物理空间中的各类生产活动进行仿真分析;系统应用层中,生产线仿真系统与各智能制造信息系统进行服务融合,实现生产计划仿真、设备效率分析和生产流程优化等功能。
物理实体空间中,与生产线相关的制造资源包括制造设备、操作人员、物料和环境,通过其交互运作完成各类生产任务。传统的虚拟仿真技术往往针对具体场景下的单一目标进行设备模型、人员模型、物料模型和环境模型的独立建模[14],难以满足制造资源在存在形式和业务流程上的多维度和多层次融合,无法完整真实地再现实际加工生产过程。生产线仿真过程中,孪生模型面对不同类型和多样化功能的物理实体,需要建立统一的逻辑结构,进而构建数字空间中的数字孪生逻辑模型。本文根据陶飞等[22]提出的“几何—物理—行为—规则”多维度数字孪生模型,对生产线仿真的数字孪生逻辑模型构建方法展开研究。利用数字孪生技术进行物理实体设备的虚拟空间建模,通过构建相应的数字孪生逻辑模型,实现生产制造资源从物理空间向数字空间的多维度映射,其中包括几何、物理属性对物理空间中制造设备的几何数据和物理特征的映射,生产行为对制造设备的状态变化、产品形态变化等行为的映射,以及仿真规则对物理空间设备运行和演化规律的映射。因此,面向生产线仿真的数字孪生逻辑模型是在数字空间中从几何参数、物理属性、生产行为和仿真规则4个维度对生产制造资源进行描述的抽象模型。
2 数字孪生逻辑模型的构建
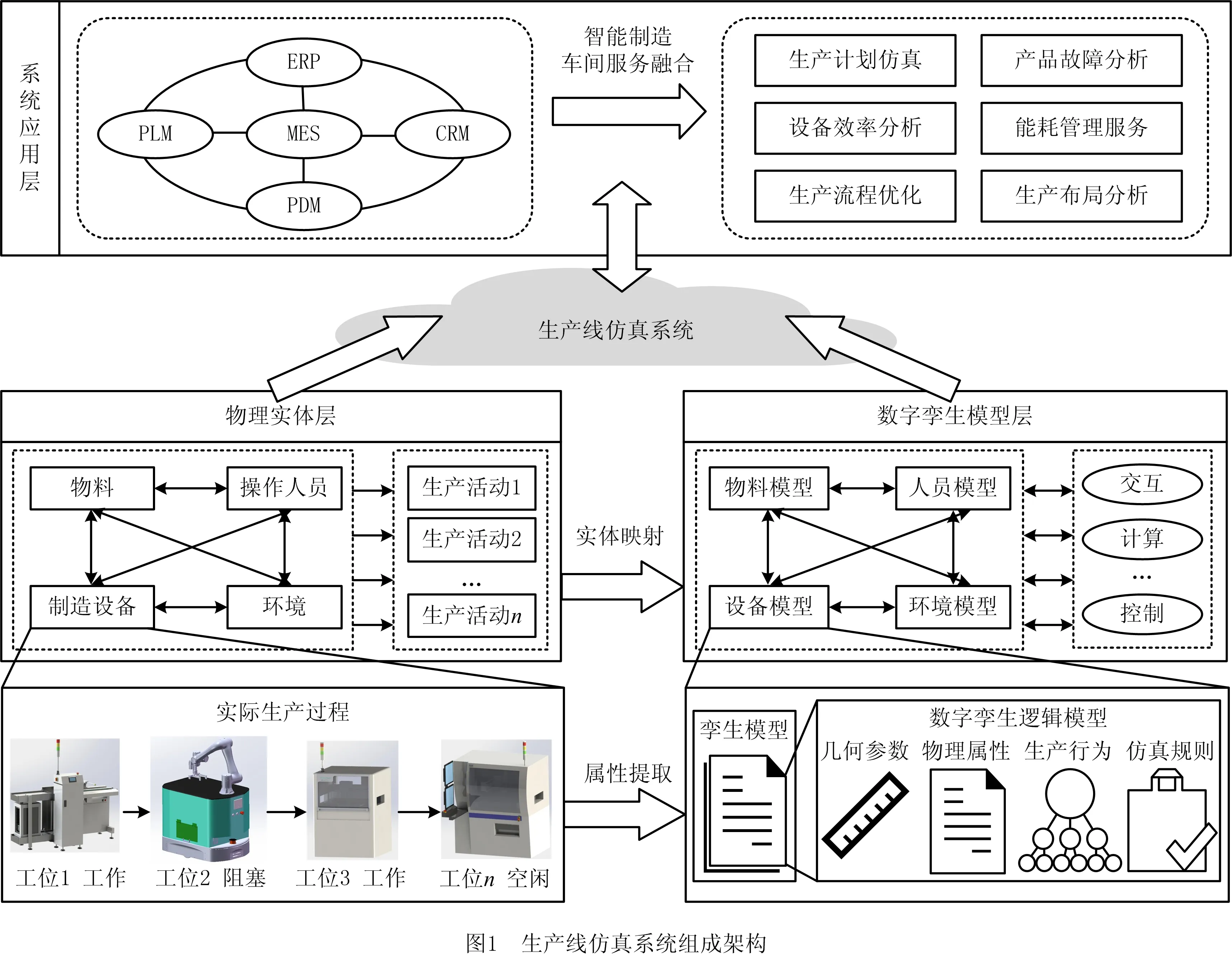
面向生产线仿真的数字孪生逻辑模型的构建过程如图2所示。首先,以物理生产线中的实体为基础,提取生产过程中物理实体的尺寸信息、车间布局设计和实体加工方式等生产信息,作为数字孪生逻辑模型的几何参数和物理属性;然后,根据物理实体在实际生产过程中可能发生的生产行为,构建基于事件驱动的有限状态转移模型,使数字孪生逻辑模型具有行为特征、响应机制,以及进行状态转换的能力;最后,在几何属性、物理属性和生产行为的基础上,建立生产物理实体的数字孪生逻辑模型的仿真规则,通过制定模型间的同步推进规则和互斥优先规则,利用逻辑管道将仿真过程中产生的行为信息传递给相关联的模型,从而使各类模型设备具备演化、运转的能力。
物理实体主要包括加工设备、自动导引小车(Automated Guided Vehicle,AGV)、仓库、传送带、上/下料机、物料产品等,从实际生产层面来看,不同物理实体设备通过不同行为动作进行不同加工工艺,最终完成产品加工;然而从生产线仿真层面来看,由于忽略了生产加工动作,同一类型的制造设备具有相似的属性信息,实现相同的行为功能,即每一类模型是所有实现相同逻辑功能的物理实体设备的抽象。针对生产线仿真层面,数字孪生逻辑模型的构建方法是可重复利用的通用化孪生模型构建方法,其中每一个数字孪生逻辑模型是某一类生产制造设备在数字空间的具象化表达。因此,面向生产线仿真的数字孪生逻辑模型是将逻辑上完成相似功能的物理实体进行归类处理,抽象化各类实体制造设备在实际生产过程中的几何参数、物理属性、生产行为和仿真规则,从而构建生产要素数字孪生逻辑模型(Twin Logical Model,TLM)。
面向生产线仿真的数字孪生逻辑模型是数字空间中实现物理实体及过程的属性、方法、行为等特性的数字化建模,具备在实际生产过程中对人、机、物、环境等生产车间物理实体进行尺寸、位置描述的几何属性(Geometric Properties, GP),对设备加工方式、状态进行显示的物理属性(Physical Properties,PP),对生产车间行为的顺序性、联动性进行刻画的生产行为(Production Behavior,PB)以及根据车间运转和演化规律建立的仿真规则(Simulation Rule, SR)。因此,将面向生产线仿真的数字孪生逻辑模型描述为
TLM={GP,PP,PB,SR}。
在面向生产线仿真的数字孪生逻辑模型中,几何属性用于描述生产要素物理实体在数字空间中几何参数的映射,对数字空间中孪生模型的布局安排、物流路径、加工流程起作用,其中包括用于生产车间物理实体的几何尺寸和几何形状描述,用于物流路径的几何位置描述,以及用于记录生产过程中与当前模型加工工序相邻的生产要素信息的前驱模型集和后续模型集。几何属性描述为
GP={GS,GSA,GPT,PMS,BMS}。
式中:GS为几何尺寸;GSA为几何形状;GPT为几何位置; PMS为前驱模型集;BMS为后续模型集。
在面向生产线仿真的数字孪生逻辑模型中,物理属性用于认证生产要素逻辑模型在逻辑空间中的身份信息,并还原实际生产要素的部分加工参数,主要包括类型编号、要素名称、物理参数和生产加工状态。其中:类型编号是所有生产要素数字孪生逻辑模型的标识;要素名称用于区分同一种制造设备抽象模型的不同数字孪生逻辑模型;物理参数主要包括传输速度、切削力、最大容量等数据,不同数字孪生逻辑模型的物理参数不同;生产加工状态为设备运转过程中不同时刻的状态。物理属性描述为
PP={TPID,Name,PPSEq,MSS}
式中:TPID为类型编号;Name为数字孪生逻辑模型名称;PPSEq为不同类型生产要素的物理参数;MSS为模型状态集。
在面向生产线仿真的数字孪生逻辑模型中,生产行为指在外部指令激励下,生产资源产生的相应动作的抽象,主要包括制造设备抽象模型的计时器信息,以及完成加工、达到最大装载容量等相关消息。其中:计时器信息记录每个数字孪生逻辑模型进入仿真和结束仿真的时刻,以及仿真过程中的时间;事件为触发条件,用于触发仿真过程中生产行为的状态转移。生产行为描述为
PB={IST,OST,CST,PDS,MESEq}。
式中:IST为进入仿真的时刻;OST为结束仿真的时刻;CST为当前仿真时间;PDS为当前生产制造设备的加工状态;MESEq为不同数字孪生逻辑模型的相关消息。
在面向生产线仿真的数字孪生逻辑模型中,仿真规则是生产要素在生产过程中的所有事件运转过程的抽象封装。当实例化模型接收到消息时,从逻辑事件响应列表中选择与其对应的事件响应进行处理。仿真规则实现了孪生模型间的可交互特性,有效联通了生产线中的不同模型,是数字孪生逻辑模型动态运转的核心。仿真规则主要包括生产要素的所有生产行为抽象和逻辑仿真所需的辅助事件响应。仿真规则描述为
SR={LBEEq,AER}。
式中:LBEEq是不同制造设备的事件响应抽象;AER是辅助事件响应。
3 数字孪生逻辑模型的生产行为
生产行为是实际生产加工资源的行为抽象,因为逻辑层面忽略了实际制造设备的加工动作,所以物理实体的数字孪生逻辑模型主要通过生产行为描述生产过程中相应要素的行为状态。根据ROCHA等[23]将UML序列图扩展绘制成有限状态机(Finite State Machine,FSM)的过程,本文通过有限状态机对数字孪生逻辑模型内部行为和外部输入事件的状态转移进行建模,描述模型在其生命周期内经历的有限状态序列,以及抽象模型因外部事件触发状态改变的所有情况。
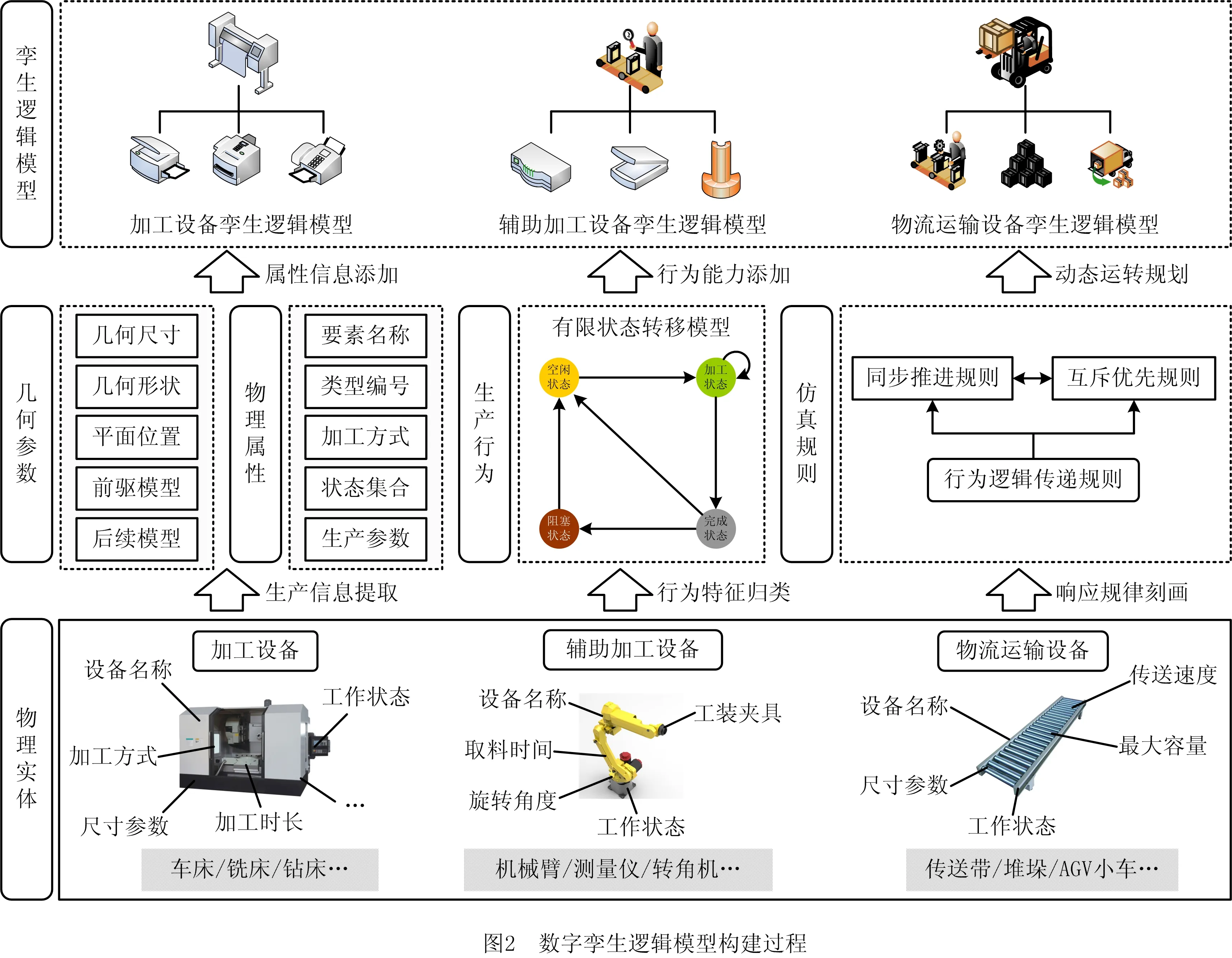
单一生产制造加工设备在某道加工工序过程中共有空闲待机、正常作业和阻塞等待3种生产状态。其中:空闲待机指物料还未进入制造设备时的待机状态;正常作业指物料进入制造设备后的加工状态;阻塞等待指物料完成加工后未被及时取出时的等待状态。然而,仅通过这3种基本状态无法保证逻辑仿真的正确性,因此逻辑模型引入完成加工这一辅助仿真状态。完成加工是瞬时状态,逻辑模型完成加工任务后将进入该状态,做出简单的事件响应后立刻转换为基本状态。通过有限状态机构建的加工设备模型生产行为的有限状态模型如图3所示,其中qi为模型状态,ei为触发事件,δi为事件响应动作。
根据表1中状态、事件、动作和转换的定义,加工设备有限状态模型的状态转换过程如下:

表1 状态、事件和动作
(1)当仿真时间到达加工设备模型所设置的仿真进入时间e1时,加工设备模型进入逻辑仿真空间δ1,其初始状态为空闲待机状态q1。
(2)当物料模型的实例化对象到达指定加工位置e2时发生状态转换,加工设备实例化对象进入正常作业状态q2,并开始对物料进行加工δ2。
(3)当加工时间到达设置的加工时长e3时,加工设备模型结束加工任务δ3,并发送加工任务完成信号δ4,此时加工设备模型进入完成加工状态q3,若此时能够直接取出加工完成的物料e4,则加工设备模型进行卸料操作δ5,返回至空闲待机状态q1,等待下一个加工任务到来;若当前无法直接取出加工完成的物料e5,则加工设备实例化对象进入阻塞等待状态q4,直到取出加工完成的物料e4,加工设备模型卸料δ4并返回至空闲待机状态q1。
4 数字孪生逻辑模型的仿真规则
在实际生产线加工过程中,各类制造设备通过中控系统发出的调度指令完成各自的生产任务并进行相应的信息反馈。然而,在生产仿真过程中不是中控系统驱动所有生产资源有序执行,而是生产资源在综合考虑自身几何属性、物理属性和生产行为的基础上,自发地根据仿真规则实现生产线的自主运作,从而对实际生产线的中控系统正确和合理地进行预仿真和预验证。因此,在将反馈信息包含于生产行为信息的基础上,仿真规则需实现抽象模型间的信息交互,从而保证逻辑仿真的正确映射。仿真规则包括:不同数字孪生逻辑模型间的行为信息传递规则、解决仿真过程中事件驱动模型状态转换先后问题的同步推进规则,以及处理同级模型间资源竞争问题的互斥优先规则。
4.1 行为信息传递规则
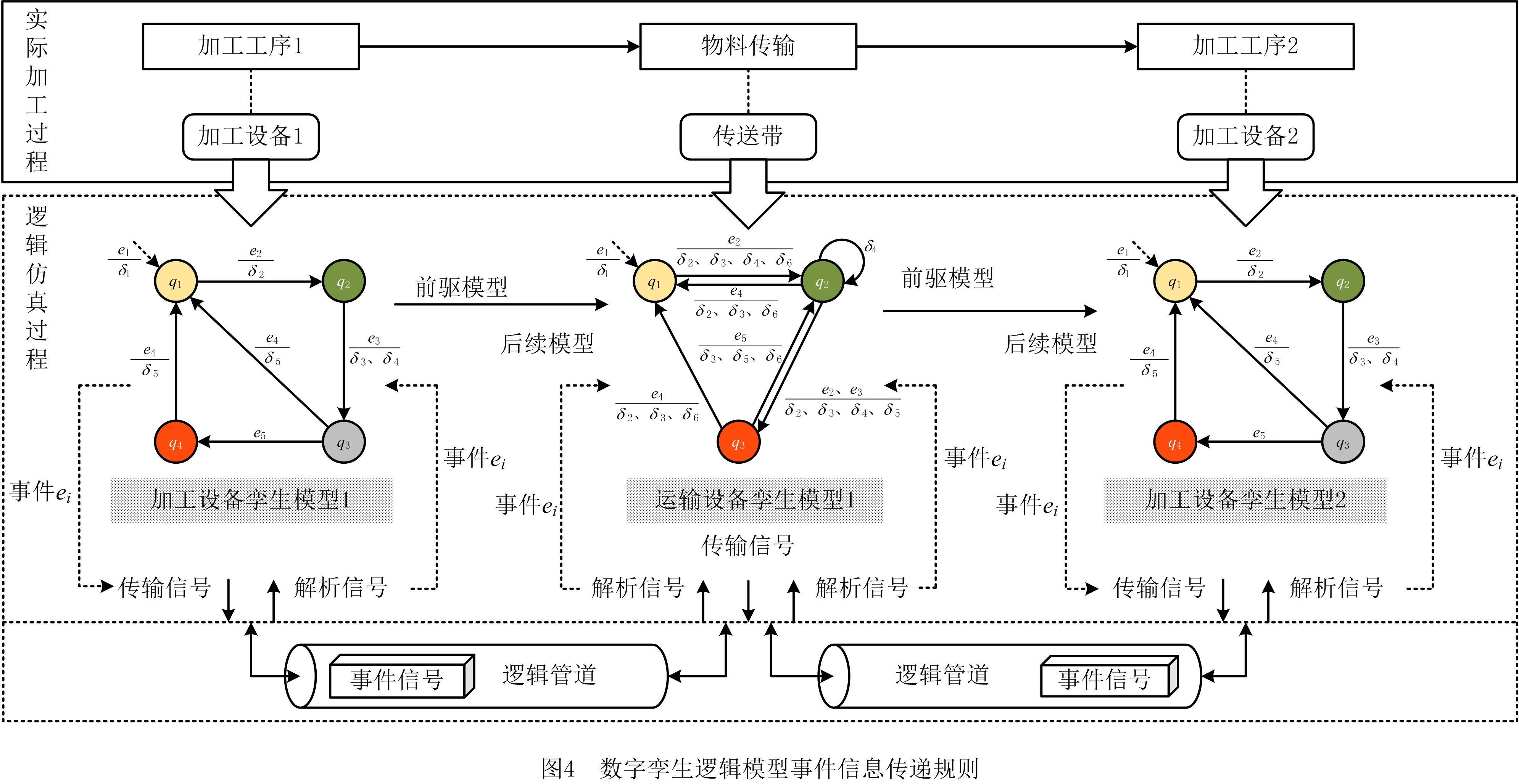
在上述生产行为基础上,通过逻辑链路模型进行不同模型生产相关行为信息传递的过程如图4所示。逻辑链路是加工工序相邻抽象模型间连接的逻辑管道,在数字空间中表现为一个有向连接。通过逻辑管道相连的两个实例化对象间自动建立前驱和后续关系,以进行仿真信息交互。其中,前驱和后续关系是相对的,前驱模型提供当前模型前一道加工工序的模型,后续模型提供当前模型后一道加工工序的实例化模型。当模型对某些事件做出响应时,其状态发生转换,并将状态转换这一事件以信号的形式传输至逻辑管道,其前驱模型与后续模型读取逻辑管道中的事件信号后触发事件响应,做出相应的动作并改变其状态。以此类推,完成整个逻辑仿真。
因为完成每道工序所需的时间不同、各生产要素成本存在差异等原因,提供每道加工工序的生产要素数量不尽相同,所以抽象模型的信息交互存在两种不同的情况,分别为两个单一模型相连的一对一模式和单一模型和多个模型同时相连的一对多模式。一对一模式下采用同步推进机制进行状态转换,一对多模式下采用互斥优先机制进行状态转换。
4.2 同步推进规则
在一对一模式下,数字孪生逻辑模型的状态转换取决于自身的仿真规则以及另一个模型传输的事件信号。LETTIERI等[24]将操作系统中生产者—消费者模型的概念融入通信双方消息发送或接收过程中,进而实现通信双方的同步运行。本文采用生产者—消费者模型描述等待和通知机制。生产者即上述通过逻辑链路连接的前驱生产资源,消费者即后续生产资源。生产者只需关注是否可以发出物料,不用关注具体的消费者;消费者不用关注具体的生产者,只需关注是否有物料可以接收进行加工。因为后一道工序的执行需要完成前一道工序的物料加工,所以将前一道工序的数字孪生逻辑模型视为生产者,后一道工序的数字孪生逻辑模型视为消费者。在逻辑仿真过程中,当生产者尚未传入事件信号时消费者无法进行信号解析,当消费者尚未完成前一个信号解析时生产者无法直接传入下一个信号,即一对一模式下的信息交互存在明显的先后顺序,这种先后顺序与实例化对象属性中的加工时长相关。实际生产过程中存在生产时间等于消费时间、生产时间大于消费时间和生产时间小于消费时间3种情况,结合生产要素有限状态模型中的空闲待机、正常工作和阻塞等待3种基本状态转换过程,建立如下生产者消费者状态转换时间关系:
生产时间等于消费时间
(1)
生产时间大于消费时间
(2)
生产时间小于消费时间
(3)
式中:Tpk为生产者工作时间;Tck为消费者工作时间;Tpt为生产者等待时间;Tct为消费者等待时间;Tpb为生产者阻塞时间;Tcb为消费者阻塞时间。
根据上述三态转换与对应的时间关系,采用同步推进机制解决事件信号的传入与解析问题,上述3种情况的运转情况如图5所示。
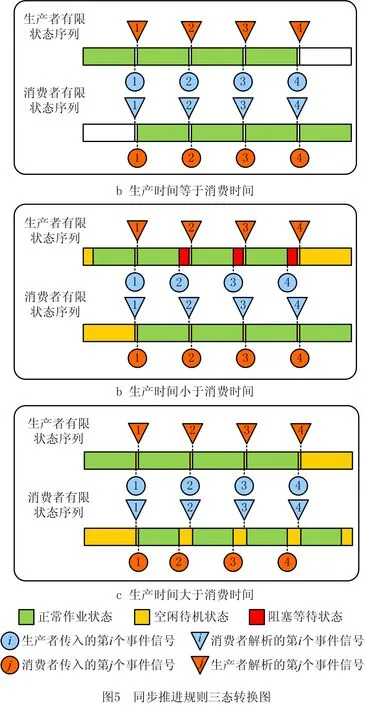
(1)生产时间等于消费时间 如图5a所示,整个过程不存在等待和阻塞时间,前驱生产者完成生产后,向逻辑管道传入生产完成信号,消费者随即解析前驱发出的生产完成信号,同时向逻辑管路传入等待消费信号;生产者解析后续消费者的可接收信号后发出货物,消费者进入消费时间;生产者再次进入生产时间,等下一次生产者完成生产时消费者正好完成消费,再次进入上述信号传入解析过程。
(2)生产时间小于消费时间 如图5b所示,整个过程不存在待机时间,生产者的工作时间与阻塞时间之和等于消费者的工作时间。
(3)生产时间大于消费时间 如图5c所示,整个过程不存在阻塞时间,消费者的工作时间与等待时间之和等于生产者的工作时间。
4.3 互斥优先规则
在一对多模式下,存在单一生产者和多个消费者相连以及多个生产者和单一消费者相连的情况,因为单位加工时间内一个生产者只能生产一个物料且该物料只能被一个消费者使用,所以在一对多模式中,多个消费者和多个生产者的情况下均会产生竞争关系。本文采用互斥优先机制解决同种抽象模型中多个数字孪生逻辑模型间的竞争关系,具体如图6所示。
在逻辑生产线构建过程中,各模型通过几何尺寸GP中的前驱模型集PMS和后续模型集BMS,记录与当前模型之间具有生产者—消费者关系的对象、事件信号传输接收优先级及其此时的工作状态。如图6a所示,在单一生产者与多个消费者相连的情况下,当生产者完成加工后,查询其后续对象工作状态集,将完成物料加工这一事件信号传输给后续对象工作状态集中优先级最高且处于空闲等待状态的消费者;当生产者完成该事件信号传输后,其余消费者无法获得该事件信号,实现了事件信号的互斥解析。如图6b所示,在多个生产者与单一消费者相连的情况下,当所有生产者同时完成加工并在逻辑管道中传入完成物料加工这一事件信号时,消费者查询其前驱对象工作状态集,从优先级最高的生产者逻辑管道中读取事件信号进行解析,其余生产者的事件信号仍然保存在相应的逻辑管道中,实现了事件信号的优先解析。
5 实例验证
基于上文面向生产线逻辑仿真的数字孪生模型构建方法的研究,对以数字孪生逻辑模型为核心的生产线仿真原型系统进行开发。以某药厂冻干针剂生产线中的包装线为例验证生产线仿真过程,并通过原型系统的界面操作展现数字孪生逻辑模型的几何属性、物理属性、生产行为和仿真规则。
5.1 数字孪生逻辑模型的构建
常用生产要素的数字孪生逻辑模型是采用面向对象的建模技术,在数字空间建立如图7所示的生产设备模型。其中,物料产品抽象模型(MaterialsWidget)、物流运输设备抽象模型(LogisticWidget)、生产加工设备抽象模型(StationWidget)和辅助加工设备抽象模型(SuppleWidget)是根据实际生产要素的逻辑功能构建的抽象模型,其实现功能不再赘述。而仿真时钟抽象模型(ClockWidget)、属性窗口抽象模型(AttribleWindow)和逻辑链路抽象模型(LinkWidget)是为辅助后续逻辑仿真而构建的辅助抽象模型,其中ClockWidget用于模拟生产线逻辑仿真过程中的时间,按时向不同对象发出开始工作的信号;AttribleWindow用于对生产要素抽象模型在加工过程中的属性参数进行可视化和修改;LinkWidget用于构建物理实体制造设备抽象数字孪生逻辑模型间的前驱与后续关系。

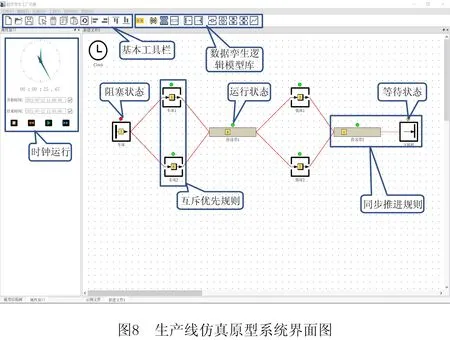
基于上文构建的数字孪生逻辑模型,进行生产线逻辑仿真原型系统开发,其软件界面如图8所示。生产线逻辑仿真原型系统包括界面的基本工具栏、可拖动创建生产线的数字孪生逻辑模型库和可安排各设备生产运行的仿真时钟。在生产线搭建中,串行设备间运行采用同步推进规则,并行设备协作采用互斥优先规则。在仿真过程中,数字孪生逻辑模型的生产行为中定义的空闲待机、正常作业和阻塞3种状态通过信号灯表现。
5.2 生产线设计阶段的调整
生产线仿真的目的是对需要加工工件的顺序进行合理安排,进而将生产加工任务分配给各生产加工设备,使各生产加工设备的任务负荷和作业节拍尽可能相同,达到平衡设备作业负荷、减少生产作业时间、提高生产线生产效率的目的。
通过生产线仿真原型系统进行生产过程仿真,可以明显地观测到生产线设计初始阶段各设备的运行情况,并针对出现的问题地调整生产线设计。本文根据生产线仿真的运行情况,对一组由“上料—加工—包装—下料”4个过程组成的生产过程,因生产时间变化和生产线设计不妥而出现的“长时间阻塞”和“长时间空闲”情况进行有效调整。
(1)生产过程中出现长时间阻塞
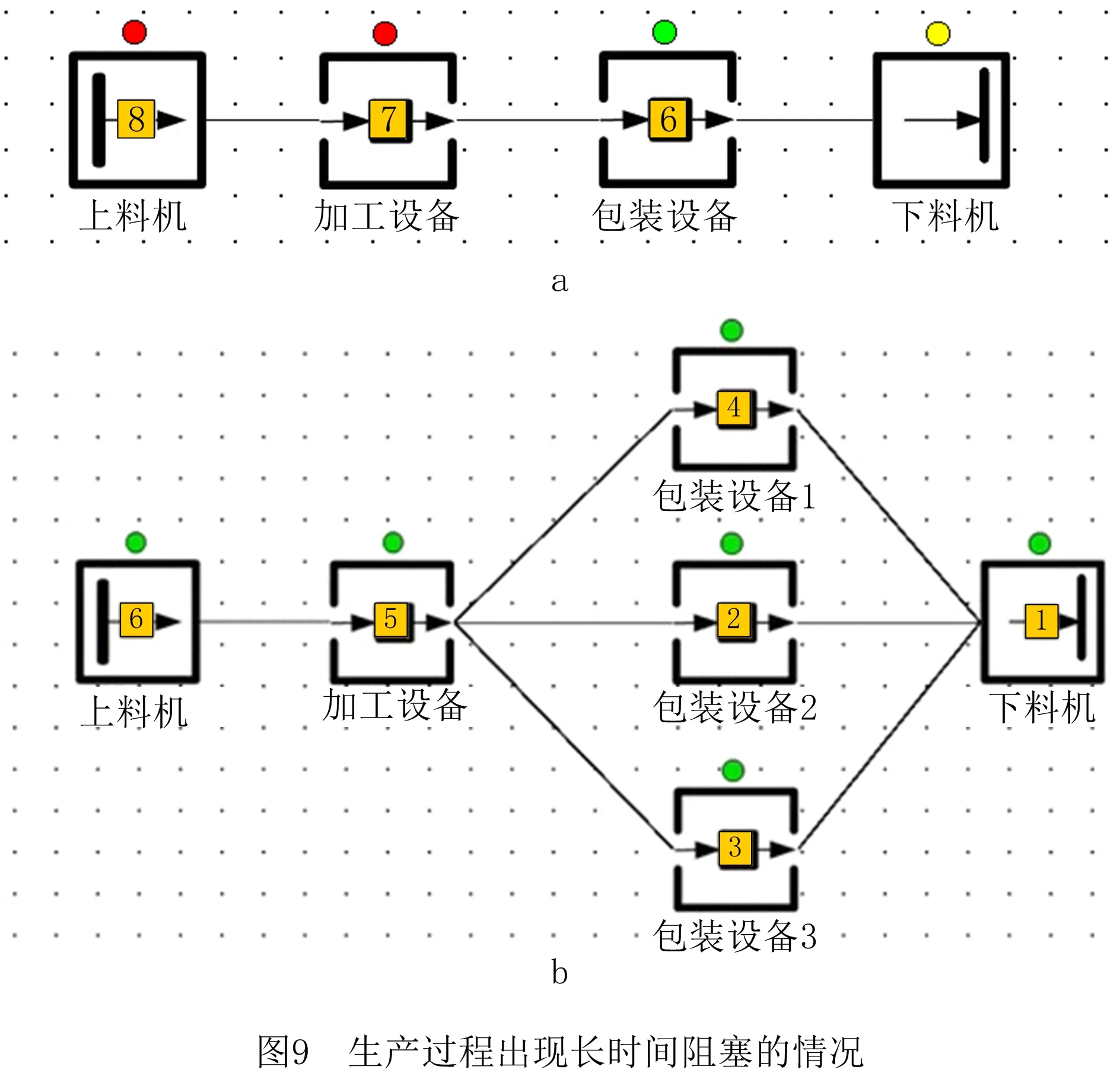
生产过程中将上料机、加工设备和下料机对物料产品的加工时间设置为4 min,将包装设备的加工时间设置为12 min,生产过程串联运行,其生产线仿真过程如图9a所示。可见由于包装设备加工时间与其余设备加工时间相比较长,使前驱设备处于阻塞状态,后续设备处于等待状态,造成生产设备作业负荷不平衡,生产时间过长。
针对上述问题对生产线进行再设计,其仿真过程如图 9b所示,即增加原本阻塞工序的加工设备数量,使其进行并行生产,从而平衡生产设备作业负荷,缩短生产加工时间。
(2)生产过程中出现长时间空闲
生产过程中将上料机、加工设备、包装设备和下料机对物料产品的加工时间设置为4 min,且加工过程中有两台加工设备并行运转,其生产线仿真过程如图10a所示。可见加工设备2一直处于空闲状态,造成生产资源和生厂车间空间浪费。
针对上述问题对生产线进行再设计,其仿真过程如图10b所示,即移除一个加工设备,使整条产线串行运转,各设备持续保持正常加工状态,从而有效节约了生产资源,提高了生产效率。

5.3 生产线仿真过程的验证
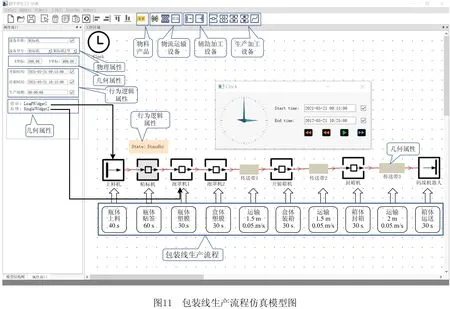
在实际生产应用中,以某药厂冻干针剂生产线中的包装线为例验证生产线仿真过程。因为冻干针剂瓶体积小、加工速度快,不易观察,且生产过程中均以批次为单位,所以仿真过程中将600瓶作为一批进行生产过程逻辑仿真。整个包装线由物料产品、物流运输设备、生产加工设备和辅助加工设备组成,其中:物料产品为600瓶冻干针剂为一批的加工对象;物料运输设备为3条传送带;生产加工设备包括为瓶体贴标签的贴标机、为瓶体塑膜的泡罩包装机、为盒体塑膜的泡罩包装机、进行盒体装箱的开装箱一体机和对箱体进行封装的封箱机;辅助加工设备包括用于瓶体上料的上料机和用于箱体运送的码垛机器人。根据上述包装线生产流程,在已开发的仿真软件原型系统中搭建包装线生产流程逻辑模型,其生产流程和数字孪生逻辑模型仿真流程如图11所示。在数字孪生逻辑模型的实例化阶段,以贴标机为例,其中:设备名称、设备型号(即物理加工方式)为模型的物理属性;设备模型的坐标位置信息、长度信息,以及与当前模型具有前后连接关系的其他设备模型组成的模型集为模型的几何属性;设备模型运行的开始时间、结束时间、生产周期和设备的状态信息为生产行为。
根据图11中定义的几何属性、物理属性和生产行为进入生产线仿真环节,包装线仿真的运行过程如图12所示,图示通过3 min,4.5 min,6 min,7.5 min,9 min 5个时刻展现各逻辑模型的加工情况。不同设备模型间的状态信息按照仿真规则中的行为信息传递规则进行传递,例如贴标机作为上料机的后续和泡罩机1的前驱,将其实时状态传入与上料机相连的逻辑管道,将其加工完成的信号传入与泡罩机相连的逻辑管道。包装线的前驱后续模型间按照同步推进规则进行仿真运转:
(1)图12a中,泡罩机2作为泡罩机1的消费者,由于生产者泡罩机1尚未完成批次2的加工,无法执行盒体塑膜的加工操作,处于空闲待机状态。
(2)图12b中,上料机作为贴标机的生产者,由于消费者贴标机仍在进行批次4的瓶体贴标加工,无法发送生产完的批次5 ,上料机处于阻塞状态。
(3)图12c中,开装箱机作为传送带1的消费者和传送带2的生产者,在完成批次3 的盒体装箱后,将其发送给传送带2,传送带2进入运行状态,开箱机发出可加工信号,但其生产者传送带1尚未完成批次4的物料产品运输,因此开箱机无物料接收,进入空闲待机状态。
(4)图12d和图12e中,上料机将物料产品发送给后续的消费者贴标机后,从阻塞状态进入正常运行状态,进行下一批次的瓶体上料工作。

6 结束语
本文对适用于生产线仿真的数字孪生逻辑模型构建方法展开研究,根据已提出的几何、物理、行为、规则4个维度的数字孪生模型理论建立生产线逻辑仿真的数字孪生模型。所构建的数字空间的数字孪生逻辑模型包括几何属性、物理属性、生产行为和仿真规则4个层面,重点阐明了利用有限状态机理论阐述的数字孪生逻辑模型的生产行为,以及Producer/Consumer Model进程交互思想阐述的模型间交互的仿真规则。基于上述构建方法,利用面向对象的思想构建各类加工制造设备实体的数字孪生逻辑模型,然后通过仿真软件,针对产线设计阶段出现的异常情况进行生产线再设计,并对某药厂的包装线进行了实例验证。
本文所述模型构建方法仅针对数字孪生逻辑模型,对实际物理空间的实体要素描述不够全面,数字空间的孪生模型需要继续更新完备。