立式储罐施工常见变形及其控制措施
2022-03-11李文中石化河南油建工程有限公司河南郑州450000
李文(中石化河南油建工程有限公司,河南 郑州 450000)
0 引言
随着我国石油储备基地的快速建设,大型钢制储罐的建设将日益增多。目前我国使用最广泛的是立式圆形储罐,按罐顶的结构形式分为固定拱顶罐、内浮顶罐、外浮顶罐三种。立式储罐容积从几百立方米至几万甚至十几万立方米,体积庞大,因此,通常是把储罐主体材料和各部件预制成半成品或成品,再运到安装现场进行组装。一般立式储罐都有多层安装焊接而成,安装焊接方法视罐容和建设方要求会有所不同,如何确定恰当的安装焊接工艺是有效控制储罐变形是快速建造成合格产品的关键。
1 储罐施工变形的原因分析
通过对大型常见储罐变形部位和形式的对比,储罐变形大多是由于罐板预制不合理、组装反变形措施不力和焊接工艺措施不恰当等原因造成的,大多数变形都出现沿焊缝周边发生,如“T”型焊缝、焊缝返修部位,焊缝集中的补强板部位、应力无法释放部位均易发生变形。
由于组成储罐钢板的刚度差,壁板施工时常常会采用内部胀圈、伞型架、弧板等工装,以增强薄壁板刚度和便于成型 。组装时常常通过罐板壁和工装契子严密控制储罐变形,因此,工装几何尺寸和数量多少是造成储罐变形一个原因。
罐组装时由于下料尺寸偏差或操作工人的技术能力差异,会出现组装间隙不一致或用强力组装现象,也会引起储罐变形。 焊接时不合理的焊接顺序和焊接工艺,不能有效的消除焊接应力和附加应力影响,也是引起储罐变形的原因。综上,储罐施工变形的原因主要有以下几点:
1.1 罐板的预制
罐板的下料工艺不合适、尺寸出现误差、罐板卷制过程直边或弧度出现偏差切割造成的变形没有及时矫正等都会导致储罐安装后发生变形。
1.2 储罐组装的施工工艺
储罐由于直径较大、板材厚度较薄,焊缝多,焊接量较大。施工过程若没有采用排版、合理的焊接顺序刚性固定、反变形等有效措施,极易造成储罐变形,常见变形组装不合适容易形成以下变形:一是底板局部便会产生起拱、鼓包显现等,焊接应力难以释放;二是壁板纵缝、环缝局部会凹陷或者出现扁平。
1.3 焊接产生的变形
焊接线能量大时候焊接热输入大,板材局部加热会使焊缝热影响区受到影响,焊接熔池热影响区钢板热膨胀会受到限制,从而产生焊接变形。冷却时,已发生变形部分又会受到周围材料制约,限制其自由收缩从而产生变形。实际上焊接熔池凝固和焊缝周边金属冷却收缩也会产生收缩拉应力,从而引起变形。可见,焊接顺序安排不合理、焊接方法选择不当、焊接工艺参数不合适、焊接反变形措施不当等都会造成储罐变形。
2 储罐施工变形控制技术
储罐施工变形控制大同小异,下面以2万立方米双盘式浮顶储罐为例进行变形控制技术介绍。由于运用采用机械顶升法倒装施工方法可以大幅减少高空作业、降低劳动强度,而且由于作业难度降低,有利于控制储罐施工过程中产生的变形。同时可缩短工期,提高施工安全保证。施工中,依据需顶升的罐体重量,选用32个电动机械10 t级千斤顶均布于罐壁四周,通过顶升胀圈以提升罐体。在提升罐体的同时进行包边角钢、抗风圈、加强圈、平台盘梯支架及冷淋系统的安装。
2.1 选取合适下料方法,严格控制罐板预制精度
下料、预制是控制储罐施工变形的基础及前提条件,要求严格认真核对图纸,排版图必须经施工单位技术总工及监理单位审核合格后方可实施,同时避免下料尺寸出现误差及罐板卷制过程中形成的直边或弧度出现偏差。
2.1.1 罐板下料
罐壁板能采用机械切割机的尽量采用切割机,不能的可以采用等离子切割机或半自动火焰切割,切割后要用角向磨光机清除氧化物,并磨出组装的坡口。
(1)预制前,对钢板的材质、规格进行核对,确认无误后才能下料预制,待用的钢板应放置平整,预制钢板坡口应无分层、卷边、溶渣、油污等缺陷。
(2)罐壁板下料后用卷板机进行卷弧,辊的轴线与壁板长边相互重直。壁板预制加工完成后,同时复核直线方向、弧度方面尺寸误差是否符合要求。
(3)在壁板弧度加工中既要注意复核是否存在过度滚弧,又要防止壁板两端出现平直段。对壁板两端容易出现平直段的地方,可以采取衬垫板的方法滚圆,无法衬垫板的,加工后应将不满足弧度要求的部分割掉。
2.1.2 罐底板预制
罐底板预制前,排版图的制作既要符合设计图纸、也需结合现场钢板型号尺寸。排版图制作完成后,应复核是否满足以下几点:
(1)沿底板半径方向的弓形边缘板长度最小应达到700 mm。
(2)中幅板尺寸应满足长2 m、宽1 m,测量边缘板与中幅板任意两条焊缝应至少保持300 mm间距。
(3)罐底弓形边缘板的尺寸测量部位如图1所示,允许偏差应符合如表1所示的规定:
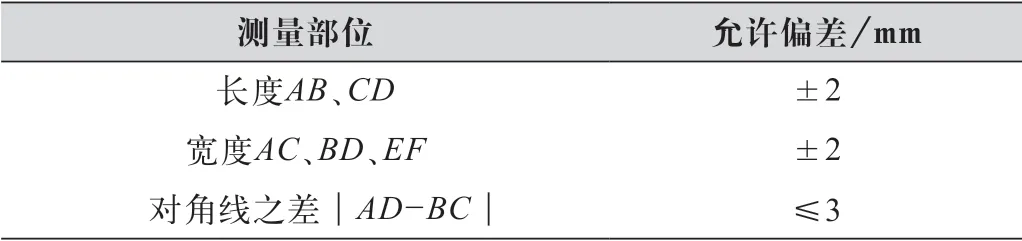
表1 罐底弓形边缘版尺寸允许偏差
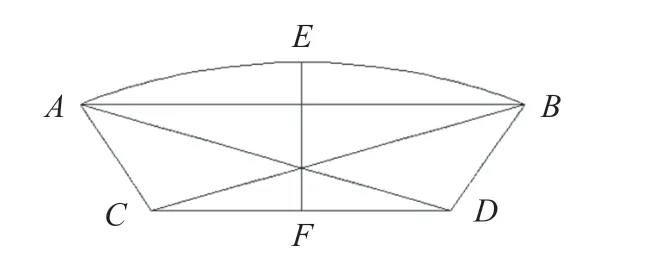
图1 罐底弓形边缘板测量
2.1.3 罐壁板的预制
罐壁板应根据排版图的要求进行预制,预制后复核以下几点:
(1)每层壁板的立缝间距最小应满足300 mm,同时应符合同向错开,间距不小于板长的1/3的要求。
(2)底层壁板的立焊缝与罐底边缘板的对接焊缝满足不低于300 mm要求。
(3)包边角钢接头焊缝与顶层壁板立缝间的距离,不低于200 mm。
(4)壁板预制加工的误差应控制在表2的加工要求范围内,如表2所示。测量部位应符合如图2所示的规定。
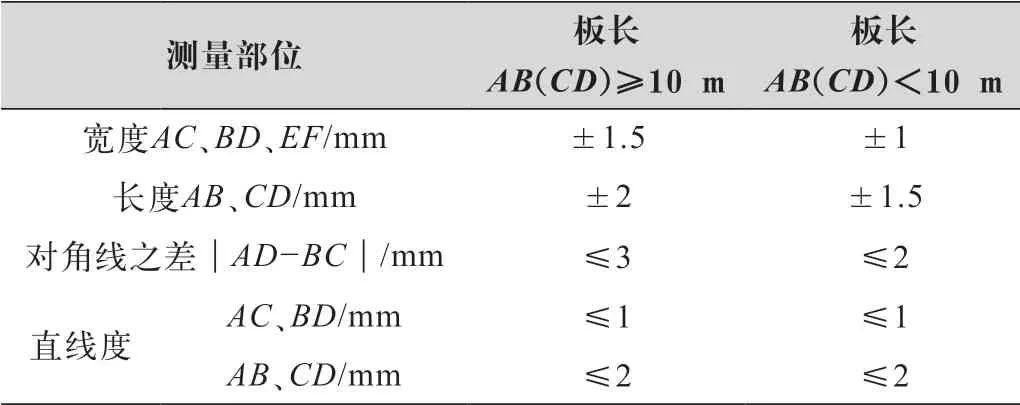
表2 壁板预制加工要求

图2 壁板尺寸测量部位
2.1.4 浮顶的预制
浮顶的底板、顶板预制要求同罐底板,浮顶的边缘板预制要求同罐壁板,浮顶底板和顶板预制后,应用直线样板检查,水平度不应大于4 mm。
2.1.5 构件的预制
(1)抗风圈等构件预制成型后,用相应样板检查,弧度方向间隙、翘曲变形量均不得超过允许范围。
(2)采用加热方法煨制加工的构件,要控制好加热温度。
(3)预制浮顶支柱时,宜预留调整裕量。
2.1.6 钢板预制检查
钢板预制完成后,直线方向用不低于1 m长的样板、弧度方向用不低于2 m长的样板进行检查。
壁板滚圆后,应放在平台上用适量长度的样板进行检查,其水平方向间隙不应大于4 mm,壁板宽度方向检查后间隙不超过1 mm。卷制好的罐壁板用胎具运输和存放。
壁板胎具制作如图3所示。
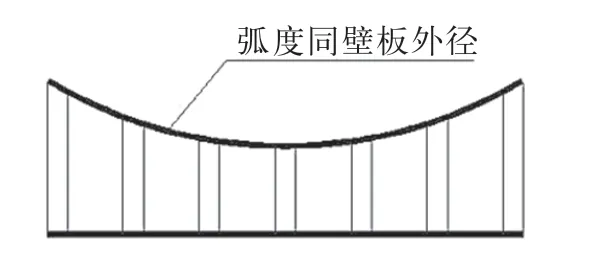
图3 壁板胎具制作图
2.2 采取有效的控制变形组装工艺
2.2.1 罐底组装
底板铺设前,应以基础圆心为基点画出垂直平分线。根据审查合格的排版图,以圆心为基点,按照由内向外的顺序进行底板铺设。第一块铺设在圆心位置,铺设完成后,要校核其位置误差范围,误差以水平方向和垂直方向不超过2 mm为合格。中心板铺好后,找出中心线,并做出明显标志。铺板时,应确保搭接宽度、搭接间隙符合相关要求,三层底板重叠处位置应将上层底板切角或打磨。在铺板过程中,先点焊短焊缝。罐底板的铺设须严格按照排版图的要求进行,以保证储罐几何尺寸的正确性,其变形的控制主要取决于焊接的顺序及方法,焊接时应从内向外、从中间向两端,先焊后长。焊工对称布置,采用跳焊或分段退焊,同时进行[1]。
2.2.2 壁板组装
为避免下料及预制中出现的误差超标,而导致储罐在组装焊接过程中出现变形。组装前应对壁板进行复核,确保变形量在允许范围内。
罐壁组装应符合下列要求:
(1)不同壁厚壁板组对时,应确证其内壁平齐。纵向焊缝错边量≤板厚1/10,且≤1.5 mm;壁板厚度≤8 mm时环向焊缝错边量任何一点的错边量均不得大于1.5 mm。壁板厚度>8 mm时,任何错边量均不得大于2 mm[1]。
(2)邻近底圈壁板上端水平差及在整个圆周上任意两点水平的允许偏差均应符合规范要求。
(3)底圈板的铅垂度误差≤3 mm,其他各圈板的铅垂误差≤该圈壁板高度的0.3%[2]。
(4)壁板组装焊接后,焊缝的角变形和局部凹凸变形用长1 m的弧形样板和直线样板检查。
2.2.3 第一圈壁板组装
(1)将壁板放至预先安装好的定位槽钢的卡口内,内架支撑杆(φ76×4)固定(如图4所示),底部加楔块固定,相邻两块壁板间的纵缝使用“U型板”以控制立缝的角变形。U型板:主要应用于罐壁立缝的控制变形,每道立缝间隔600 mm使用一组。
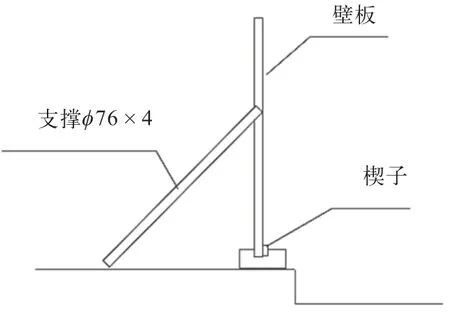
图4 第一圈壁板组装图
(2)必须将第一圈所有壁板以及包边角钢全部组装完成进行点焊,支撑杆和“U型板”设置完成后,方可进行立缝焊接,先焊外侧后焊内侧,多名焊工对称同时焊接,分段跳焊。由于整个罐壁板及包边角钢已形成为一个整体,同时支撑杆和“U型板”的应用,可以有效控制罐体在焊接工程中的变形。
2.2.4 其余各圈壁板组装
(1)机械顶升装置安装时,倒装用电动机械千斤顶应平均布置在底板上,沿罐底板外缘圆周长按不大于4 m的间距布置,要求胀圈、限位板、起升限位板、对口档板等同步安装。起升档板采用单面焊,每个胀圈连接处的螺旋千斤处各加一块。
(2)电动机械千斤及附属装备调整就位调试完成后,进行起升。起升时,一人操纵起升,0°、90°、180°、270°方位分别安排人员用2 m长直尺测量升起高度。当起升高度出现偏差时,应立即进行调节。起升中出现≥50 mm较大偏差时,应即刻停止,调节后,再继续进行。升起高度超过第二圈壁板高度25 mm左右时,应停止起升。
(3)用吊车配合人工围板,顺序完成其余板的围板。先完成立缝组对,组对时用U型板调整立缝间隙。立缝组对完后,进行环缝组对,将第一圈壁板落下,进行组对点焊。环缝组对时,错边量不应超过板厚的2/10并≤3 mm。
(4)第二圈板组对后,落下胀圈与壁板下部连接,组装方法同顶层壁板。焊完立缝和平缝后,需对壁板的外观尺寸和焊缝质量进行检验,应符合规范及设计相关要求。检验合格后,遵照前二层的施工工艺和方法顺序进行剩余其他各层壁板的安装。最下圈壁板的环立缝焊接完成后,落下胀圈与壁板下部连接。启动顶升设备,使罐升高160~200 mm,拆除垫块,在底圈壁板定位线内外安装限位板,使壁板就位。焊接底圈壁板与罐底边缘板的环向内外大角焊缝时,焊工应在罐内外均匀对称布置,同时沿同一方向分段退焊。
2.2.5 胀圈的制作、组对和安装
倒装法施工储罐,胀圈不仅是提升罐体的主要机具,同时也能起到很好的控制变形的作用。胀圈的制作、组对和安装胀圈也很重要,需根据罐壁内径分段预制,安装时各段用液压装置把胀圈胀紧在罐壁上,胀圈截面取方形,由两根槽钢对焊而成(如图5所示)。
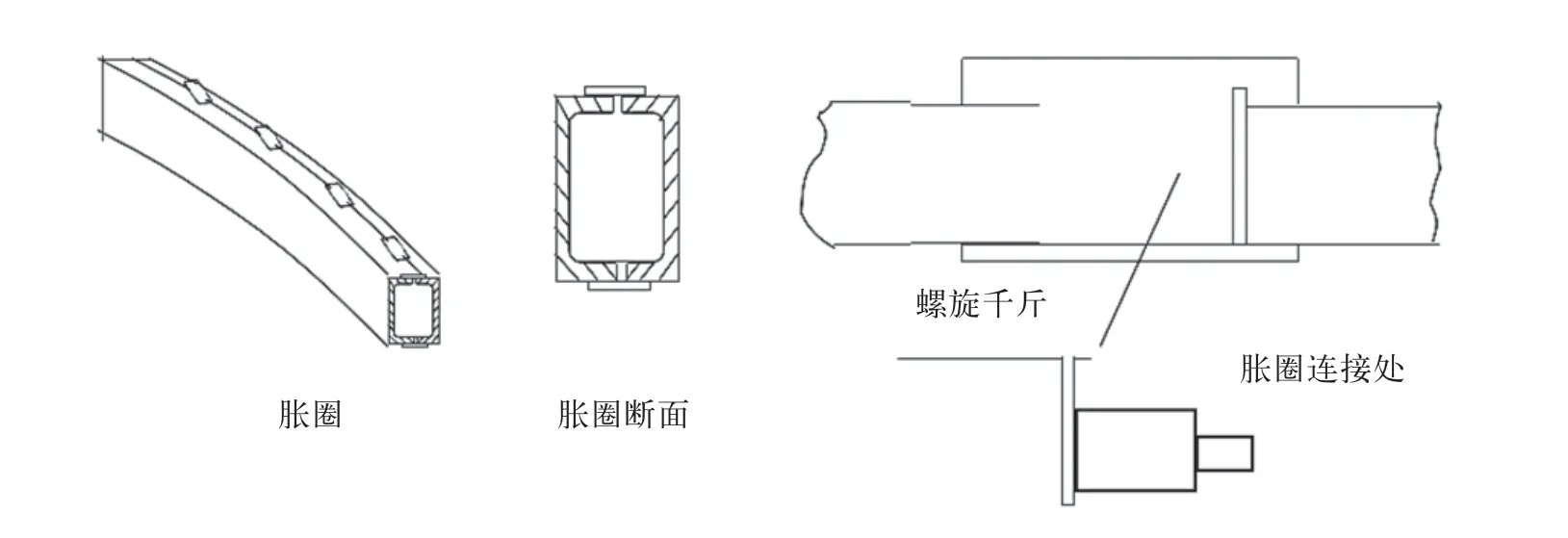
图5 胀圈
(1)胀圈的制作的弧度、挠曲对壁板的最终成型有很大影响,胀圈用滚压好的槽钢进行分段制作。
(2)胀圈制作后在钢平台上采用边加热边顶的方法校正,校正合格后焊接成形,检查合格后方可使用,否则会直接导致罐壁板的变形[3]。
2.3 罐壁板组装工艺
2.3.1 先将下圈壁板贴在上圈已组焊壁板上进行立缝的组对焊接工艺缺点
先不提升上圈壁板,而是先将下圈壁板贴在上圈已组焊完成的壁板上进行立缝的组对焊接,焊接完成后提升上圈壁板进行上下壁板的环焊缝组焊的不足有以下几点:
(1)由于上下两圈壁板不可能完全紧贴,同时壁板除底部外均未固定,此时进行立缝的焊接,变形不易控制。同时壁板上部虽留出一段不焊,但其变形已很严重,使丁字焊缝处容易出现凹凸变形。
(2)下圈壁板立缝已焊接,壁板已产生了变形同时此时下圈壁板已成为一个整体,在这种情况下进行上下圈壁板的组对,多处的壁板需切割修整以调整焊缝间隙,现场进行火焰切割,不仅会造成罐板变形同时焊缝间隙不易保证,影响焊接质量。
2.3.2 首先提升上圈壁板,提升到位后在胀圈底部安装限位钢板的工艺
在本次20 000 m3浮顶油罐施工中,我们采取了以下的施工方法:
(1)首先提升上圈壁板,提升到位后在胀圈底部间隔400 mm左右焊接一个尺寸120×80 mm的限位钢板,限位钢板应紧贴罐壁板的内壁。不仅大大便于壁板环焊缝的组装,同时能很好的控制环焊缝的角变形。
(2)此时进行下圈壁板的围板和组装,壁板立缝、环缝组装点焊完成后,设置“U型板”控制立缝变形,罐外壁环焊缝处设置小“U型板”控制环焊缝变形,底部加楔块固定。此时先立缝后环缝进行焊接,先焊外侧后焊内侧,多名焊工对称同时焊接,分段跳焊。由于整个罐体已形成为一个整体,同时自制简易机具的应用,可以有效控制罐体在焊接工程中的变形。由于壁板是单独组对,焊缝间隙容易控制。
小“U型板”用于环焊缝组对,通过与罐内壁胀圈上焊接的限位钢板的配合,不仅能很好的保证罐内壁的平齐,同时很好的控制了环焊缝的变形。在环焊缝处每间隔400 mm布置一组。
2.3.3 壁板组装质量要求及检测方法
为保证壁板组装的质量和更好的控制施工变形,壁板组装检查应在焊接前后各进行一次检查,发现问题及时纠正或整改,以便于有效的控制组装或焊接产生的变形,储罐壁板组装质量允许偏差和测量工具详如表3所示。

表3 储罐壁板组装质量允许偏差和测量工具
2.3.4 浮顶安装
在罐体组装完成后进行浮顶的组装,即浮顶在罐内组装。浮顶组对前,依据浮顶支柱的高度搭设临时安装平台,在罐内搭设角钢平台,如图6所示。平台横梁为∠63×6,平台立柱为φ60×4钢管,高度为浮顶支柱高度,直径为罐内径,横梁间距为宽1.6 m,长6 m。浮顶的组装在临时平台上进行,用手工焊进行拼接。
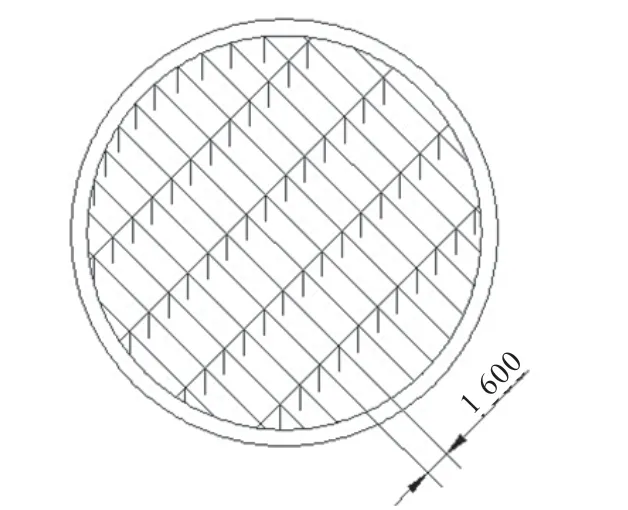
图6 浮顶安装临时平台搭设示意图
浮顶的底板较薄,焊接过程中极易产生变形。故在浮顶底板铺设完成后,大面积焊接前,应先安装桁架、环形隔板、径向隔板等,将上述构件与底板断续点焊固定以形成一个整体,很好的控制焊接产生的变形。浮顶顶板亦须先与桁架、环形隔板、径向隔板等点焊固定后进行焊接[3]。
3 焊接变形的控制
为更好的控制变形,储罐总体的焊接程序为:
(1) 罐底边缘板外边缘0.3 m对接焊缝焊接;
(2) 罐底中幅板施焊采用先短横缝,后长纵缝;
(3) 顶罐壁板的立缝焊接;
(4) 包边角钢与壁板角焊缝、顶圈环缝焊接;
(5)上部第二圈壁板的立缝焊接;
(6)相邻两圈壁板间环缝焊接;
(7)重复5、6焊缝焊接;
(8)底圈壁板立缝焊接;
(9)底板与最下圈壁板相接的大角环焊缝焊接(内外同时焊接);
(10)边缘板剩余对接焊缝焊接;
(11)罐底中幅板与边缘板之间的收缩缝焊接。
3.1 罐底板的焊接
3.1.1 罐底板焊接适宜顺序
为防止罐底板焊接变形,其焊接顺序采用以下先后顺序可以有效防止焊接变形:(1)边缘板外侧300 mm;(2)焊缝中幅板短焊缝;(3)中幅板长焊缝;(4)边缘板与壁板的内外环焊缝;(5)边缘板剩余平缝;(6)边缘板与中幅板的收缩焊缝[4]。
3.1.2 跳焊法或分段退焊
焊接中幅板初层焊道时、采取跳焊法或分段退焊。由中心向四周,先焊短缝,再焊长缝。
3.1.3 弓形边缘板的焊接
为便于定位及安装第一层壁板,应先焊接最外沿部分0.3 m的焊缝。剩余的边缘板对接焊缝的焊接、应在罐壁与罐底相接的大角焊缝完成并在边缘板与中幅板之间的收缩缝焊接前完成。宜采用焊工均匀分布、对称施焊方法完成弓形边缘板对接焊缝的初层焊。
3.1.4 收缩焊缝焊接
焊工应对称均匀布置、采取跳焊法或分段退焊法,完成边缘板与中幅板之间的收缩缝焊接。
3.2 大角焊缝的焊接
3.2.1 焊工布置和焊接措施
底层壁板立缝施焊后,应布置数名焊工在罐内、外顺同一方向对大角焊缝进行分段退焊或者跳焊法完成。
3.2.2 大角焊缝反变形控制措施
大型储罐的内外大角焊缝焊接层数多,极易产生大角焊缝的角变形,造成弓形边缘板向上翘起,故大型储罐大角焊缝的焊接必须采取防变形措施。具体方法为沿罐内壁间隔1.3 m左右设置支撑,同样沿罐外壁间隔1.3 m左右设置定位板(如图7所示),可以很好的控制大角焊缝的角变形。
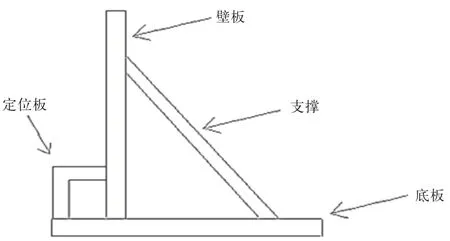
图7 大角焊缝防变形措施
3.3 罐壁板的焊接
(1)罐各圈板按照先立缝、再环缝的焊接要求,立缝焊接前,焊接时先焊外部,再焊内部。
(2)焊接时要沿同一方向、焊工应均布。手工焊可采用分段退焊法或跳焊法。
3.4 浮顶的焊接
边缘板应先焊接立缝,后焊角焊缝。浮顶的焊接,要采取合理的焊接顺序和合适的焊接工艺来控制收缩变形,浮顶的焊接顺序与罐底中幅板的焊接顺序相同。
3.5 罐体附件的焊接
储罐上各附件的焊接严格按设计图纸的要求进行,长焊缝均采用多层焊接和分段跳焊法焊接。在浮顶及罐壁上焊接各种接管和加强板时,除采取刚性支撑定位外,还应采取多层多道焊,以减少焊接应力和变形。
3.6 罐体几何形状和尺寸检查
储罐组对、焊接施工完成后,需对罐体的几何形状和尺寸进行测量,即检查储罐的变形情况,达到以下标准方为合格:
(1)罐底板焊接后,其局部凹凸变形的深度不应大于变形长度的2%,且误差≤5 cm。
(2)壁板的高差允许范围≤设计罐壁高度的5‰,壁板铅垂的允许误差≤壁板高的4‰、并≤5 cm,罐壁上的焊疤应打磨平滑。
(3)用直线样板测量,船舱顶板的局部凹凸变形≤1 cm。
4 结语
根据我单位近年承揽到的17台储罐建造施工实践,采用较为先进的施工工艺以及各个环节的严格控制预制、组装、焊接,在预制阶段控制好壁板的预制精度,组对安装阶段采用适当的工装固定措施,有效减少了组对误差;焊接阶段选择正确的焊接工艺及焊接顺序,并采取了有效的防变形工装,将焊接时产生的变形控制在许可范围,储罐椭圆度及局部凹凸变形等各项指标均符合国家标准,保证了储罐正常投产、安全使用。