山楂蒸馏酒减压蒸馏工艺优化及对风味成分的影响
2022-03-10陈江魁陈佳硕郭念慈仝浩桢
陈江魁,陈佳硕,郭念慈,仝浩桢,叶 嘉*
(1.邯郸学院 生命科学与工程学院,河北 邯郸 056005;2.河北省高校冀南太行山区野生资源植物应用研发中心,河北 邯郸 056005)
山楂(Crataegus pinnatifidaBunge)又名山里果、山里红等,属蔷薇科山楂属植物的成熟果实[1],在我国有较为广泛的种植。山楂资源非常丰富,为国家卫生健康委员会公布的既是食品又是药品的物品,作为药品,山楂含有总黄酮、萜类等活性成分,具有健脾开胃、活血化瘀、预防心脑血管疾病等功效[2];作为食品,山楂营养价值比较丰富,含有多种氨基酸、矿物质和维生素。但山楂的酸度较高,山楂酸、酒石酸、柠檬酸等有机酸含量达到4.1%~7.3%[3],直接用于鲜食,口感酸涩。将山楂作为酒的酿造原料,既可以利用其酸类物质丰富酒的风味,同时也可通过发酵加工提升产品附加值,促进山楂产业的发展。
目前以山楂为原料酿制果酒的研究较多[4-6],在果酒发酵的基础上再经蒸馏、勾调、陈酿等制成的山楂蒸馏酒(白兰地),其风味独特,具有典型的风格,进一步拓展了山楂的深加工途径。贾文野等[7]采用正交试验方法对山楂蒸馏酒的酿造工艺进行优化,并用气相色谱(gas chromatography,GC)法分析了其风味物质;周广麒等[8]采用了超声波处理方法,提高了山楂蒸馏酒的风味物质含量。发酵后的山楂酒风味物质丰富,在蒸馏过程中怎么更多地富集这些物质,是山楂蒸馏酒的重要研究方向。减压蒸馏技术是在负压的条件下进行的蒸馏操作,负压条件降低了物质的沸点,使得能在较低的温度下蒸馏出产品,适用于沸点较高的物质和在常压蒸馏时未达到沸点就已受热分解等物质的分离和提纯[9-10],将减压蒸馏技术应用于山楂蒸馏酒,对提升产品风味和保持营养活性有重要作用。本试验对山楂蒸馏酒的减压蒸馏工艺进行优化,并对比了减压和常压工艺条件下山楂蒸馏酒的主要风味成分,以期为山楂蒸馏酒的创新提供思路和方法。
1 材料与方法
1.1 材料与试剂
山楂(大金星):河北涉县;果酒酵母(SY):安琪酵母股份有限公司;焦亚硫酸钾(分析纯):河南天源生物科技有限公司;果胶酶(酶活10万U/g):河南万邦实业有限公司;2-辛醇(色谱纯):天津科密欧化学试剂有限公司。
1.2 仪器与设备
BioFlo/CelliGen 115型3 L发酵罐:德国Eppendorf公司;SY-5000旋转蒸发仪:上海亚荣生化仪器厂;CL-H电子分析天平:深圳亚津自动化设备有限公司;50/30 μm DVB/Car/PDMS固相微萃取(solid-phase microextraction,SPME)头、固相微萃取手柄:美国Supelco公司;Clarus 680-Clarus SQ 8T型气相色谱-质谱联用(gas chromatography-mass spectrometry,GC-MS)仪、Elite Wax气相色谱柱(30 m×0.25 mm×0.25 μm):美国珀金埃尔默公司。
1.3 方法
1.3.1 山楂蒸馏酒制备工艺流程及操作要点
操作要点:
筛选清洗:选取已成熟无病害的新鲜山楂果,清水浸泡后冲洗干净;
去核、打浆:用工具去核后切成0.5 cm左右的方块,加入等质量的蒸馏水再用胶体磨打磨成浆;
配料调浆:打浆后的山楂,加热至70~80 ℃左右搅拌均匀,待温度冷却至50~55 ℃后添加0.1%果胶酶,50 ℃水浴2.5 h。按比例调节糖度(20%)和料液比(山楂与水质量比为1∶3);
灭菌:升温至85 ℃灭菌15 min;
主发酵:发酵罐严格灭菌,装入山楂汁不超过容积的85%,然后接入活化好的酵母(SY)0.1%(与发酵液的质量比),密封发酵,控制温度25 ℃发酵7~9 d。5 d后每天测定发酵液的残糖量,残糖降至5.5 g/L以下可结束主发酵;
过滤:使用100目滤网滤出发酵后的残渣;
后发酵:主发酵后的发酵液过滤后装入玻璃罐密封,15 ℃左右贮存30 d;
蒸馏:选择减压蒸馏工艺,后发酵结束的发酵液加入减压蒸馏装置,控制蒸馏的真空度、时间和温度,具体参数通过试验进行优化。蒸馏完成后,即得山楂蒸馏酒成品。
1.3.2 减压蒸馏工艺优化试验设计[11-12]
单因素试验设计:取500 mL山楂发酵液装入减压蒸馏装置,以蒸馏温度75 ℃、真空度0.02 MPa、蒸馏时间20 min为基础减压蒸馏条件,固定其他条件不变,分别改变蒸馏温度(65 ℃、70 ℃、75 ℃、80 ℃、85 ℃)、真空度(0.01 MPa、0.02 MPa、0.03 MPa、0.04 MPa、0.05 MPa)、蒸馏时间(10 min、15 min、20 min、25 min、30 min),以蒸馏酒的酒精度、酸酯总量为考察指标判断合适的因素水平范围。每组实验重复3次,结果取平均值。
响应面试验设计:在单因素试验的基础上,使用Design-Expert 11.1.0软件,以山楂蒸馏酒的酒精度(Y1)、酸酯总量(Y2)为响应值,以减压蒸馏工艺的蒸馏温度、真空度、蒸馏时间为评价因素,设计3因素3水平的Box-Benhnken响应面试验。
1.3.3 风味成分的对比分析
以优化后的减压蒸馏工艺为试验组,常压蒸馏工艺为对照组(蒸馏时间与减压蒸馏一致),分析蒸馏酒中主要风味成分及对比两者成分含量差异。各取500 mL山楂发酵液,分别置于常压和减压蒸馏装置进行蒸馏,蒸馏酒用蒸馏水定容至200 mL。采用顶空固相微萃取-气质联用(headspace solidphase microextraction,HS-SPME-GC-MS)法检测主要成分。
样品处理[13]:取20 mL蒸馏酒样于50 mL顶空瓶中,加入NaCl至饱和,插入萃取头对挥发性风味成分进行萃取,萃取针距液面约1 cm,打开磁力搅拌器,50 ℃吸附平衡25 min。气相色谱(GC)进样解吸1.5 min。
气相色谱条件[14-15]:色谱柱选择Elite Wax柱(30 m×0.25 mm×0.25 μm),进样口温度250 ℃,载气为氦气(He),流速1.0 mL/min,不分流进样。升温程序为初始温度50 ℃,2.5 ℃/min升至80 ℃,保持2 min,再以6 ℃/min升至230 ℃保持2 min。
质谱条件:离子源温度240 ℃,电离方式为电子电离(electron ionization,EI)源,电子能量70 eV,扫描质量范围40~450 amu。
定性定量方法[16-17]:将采集到的谱图与美国国家标准与技术研究院(national institute of standards and technology,NIST)谱库进行检索对比进行定性,样品中加入10μg2-辛醇作为内标物进行半定量分析。风味成分含量计算公式如下:
式中:X为风味成分的质量浓度,μg/L;A为测定的风味成分峰面积;c0为内标物质量浓度,μg/L;A0为测定的内标物峰面积。
1.3.4 分析检测
酒精度:按照GB5009.225—2016《食品安全国家标准酒中乙醇浓度的测定》中的密度瓶法测定。
酸酯总量:按照GB/T 10781.1—2021《白酒质量要求第1部分:浓香型白酒》中附录A酸酯总量的测定方法,蒸馏酒用蒸馏水定容至200 mL。
2 结果与分析
2.1 单因素试验结果与分析
2.1.1 蒸馏温度对山楂蒸馏酒酒精度和酸酯总量的影响
蒸馏温度对山楂蒸馏酒酒精度和酸酯总量的影响见图1。由图1可知,山楂蒸馏酒酒精度随蒸馏温度的升高呈先上升后下降的趋势,在蒸馏温度75 ℃时酒精度最高,为46.9%vol,这主要是由于温度的升高使得水分馏出增多[18]。山楂蒸馏酒酸酯总量随蒸馏温度升高呈上升趋势,在蒸馏温度为75 ℃时达到较高值,为43.8 mmol/L,但在蒸馏温度高于75 ℃后增速非常缓慢,且与蒸馏温度80 ℃和85 ℃时酸酯总量差异不显著(P>0.05)。因此,选择75 ℃为最佳蒸馏温度。
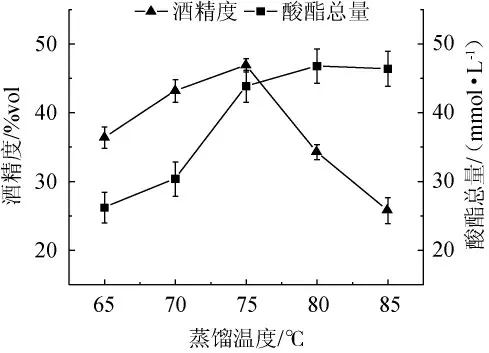
图1 蒸馏温度对山楂蒸馏酒酒精度和酸酯总量的影响Fig.1 Effect of distillation temperature on alcohol content and total acid and ester contents
2.1.2 真空度对山楂蒸馏酒酒精度和酸酯总量的影响
由图2可知,山楂蒸馏酒酒精度随真空度的增加呈现先上升后下降的趋势,在真空度0.02 MPa时酒精度最高,为46.2%vol,与真空度0.03 MPa时无显著性差异(P>0.05),真空度>0.03 MPa后酒精度下降较快。这说明过低的真空度使水分蒸馏过快,不利于乙醇的提纯,影响了蒸馏效率,而较高的真空度条件下(>0.03 MPa),蒸馏较为缓慢,不适宜低温蒸馏。山楂蒸馏酒酸酯总量随真空度增加呈先稳定后下降的趋势,在真空度为0.02 MPa时酸酯总量为43.9 mmol/L,真空度>0.02 MPa后酸酯总量下降。因此,选择0.02 MPa为最佳真空度值。
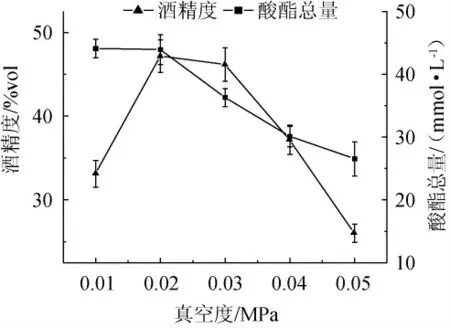
图2 真空度对山楂蒸馏酒酒精度和酸酯总量的影响Fig.2 Effect of vacuum degree on alcohol content and total acid and ester contents
2.1.3 蒸馏时间对山楂蒸馏酒酒精度和酸酯总量的影响
由图3可知,山楂蒸馏酒酒精度随蒸馏时间延长呈先上升后下降的趋势,在蒸馏时间20 min时酒精度最高,为47.1%vol。山楂蒸馏酒酸酯总量随蒸馏时间延长呈先上升后趋于平缓的趋势,在蒸馏时间20 min时酸酯总量为44.4 mmol/L,20 min后基本保持稳定,说明20 min的时间内,在选定的条件下可馏出的酸和酯基本完成。因此,为防止过多的水分和杂味物质进入蒸馏酒,选择20 min为最佳蒸馏时间。
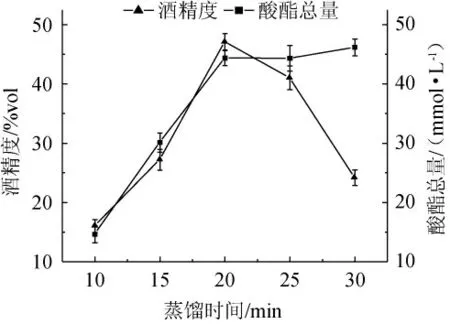
图3 蒸馏时间对山楂蒸馏酒酒精度和酸酯总量的影响Fig.3 Effect of distillation time on alcohol content and total acid and ester contents
2.2 响应面试验结果与分析
2.2.1 响应面试验设计及结果
根据表1响应面试验测定的结果,使用DesignExert11.1.0软件,对考察的酒精度、酸酯总量两个指标进行拟合分析,得到回归方程:
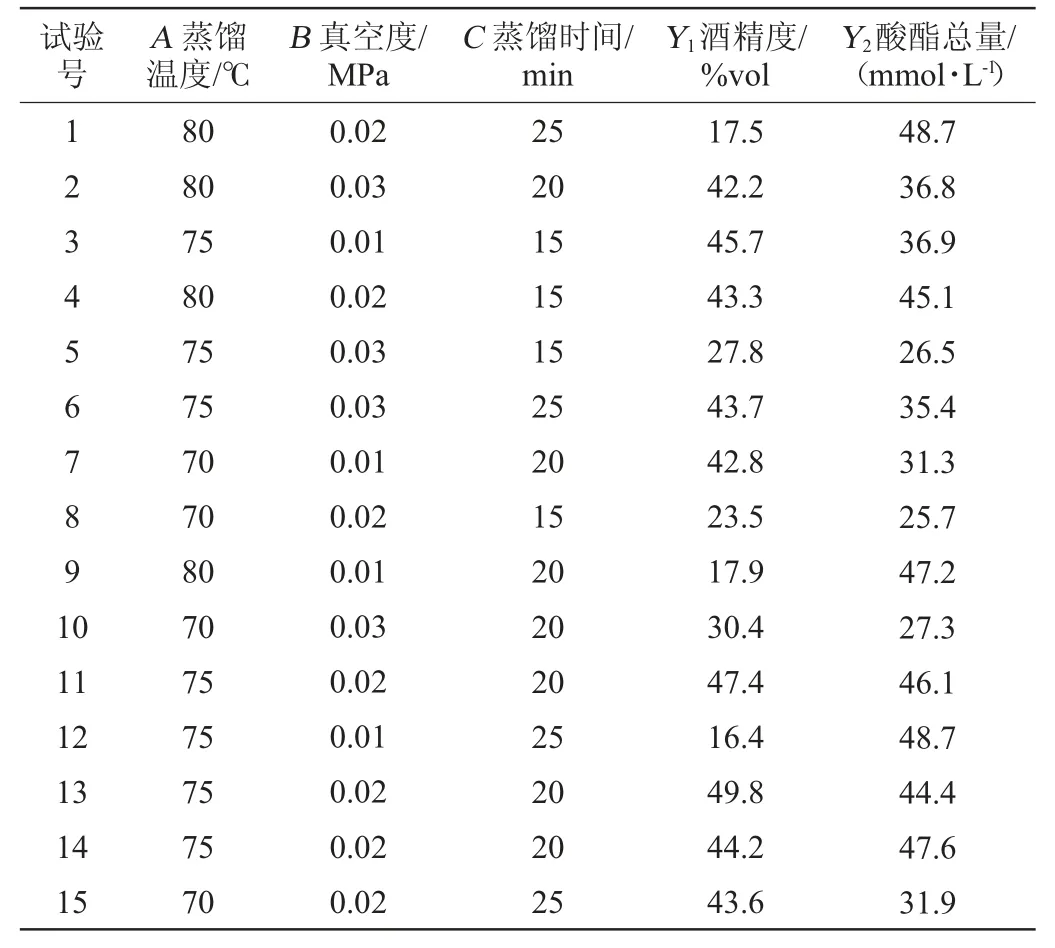
表1 山楂蒸馏酒减压蒸馏工艺优化响应面试验设计及结果Table 1 Design and results of response surface tests for vacuum distillation process optimization of hawthorn distilled liquor
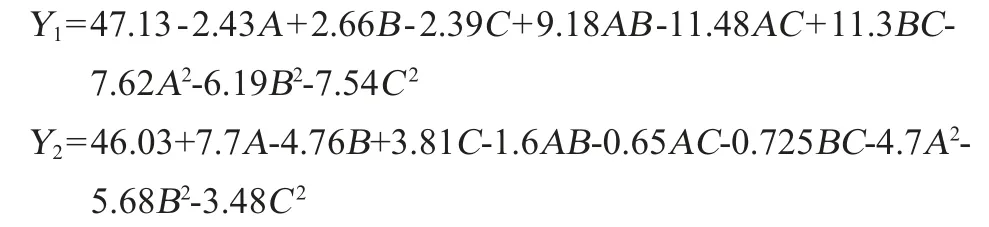
回归方程的方差分析结果见表2和表3。由表2、表3可知,酒精度的回归模型F值为37.61,P值<0.01,表明回归模型极显著;酸酯总量的回归模型F值为12.25,P值<0.01,表明回归模型极显著。两个回归模型的决定系数R2分别为98.54%和95.66%,说明变量之间的线性关系程度较为密切,失拟项的P值分别为0.678 3和0.164 6,均>0.05,不显著,说明模型的拟合度良好,能较好地反映实际情况。
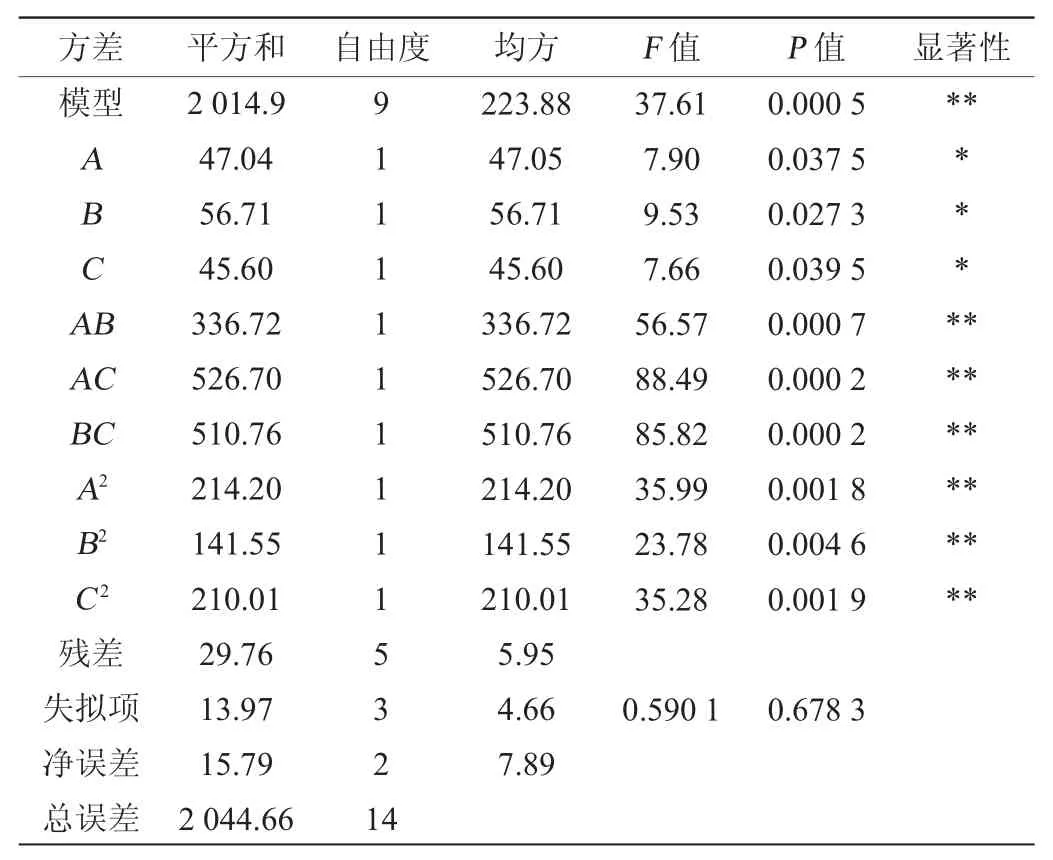
表2 以酒精度为响应值回归模型的方差分析结果Table 2 Variance analysis results of regression model with alcohol content as response value
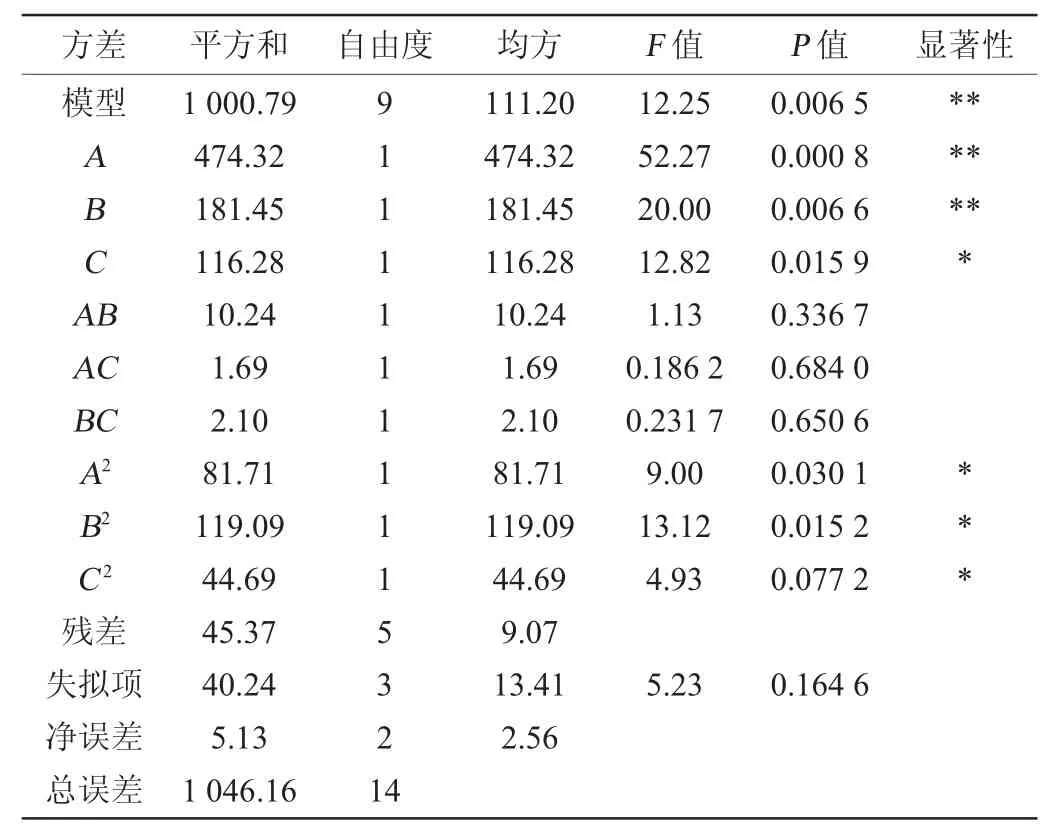
表3 以酸酯总量为响应值回归模型的方差分析结果Table 3 Variance analysis results of regression model with total acid and ester contents as response value
对比F值大小可以分析试验因素对考察指标的影响程度,F值越大影响越显著[19]。在以酒精度为评价指标时,F(B)=9.53>F(A)=7.9>F(C)=7.66,即对蒸馏酒酒精度影响因素顺序为真空度>蒸馏温度>蒸馏时间。同理,对酸酯总量的影响顺序为蒸馏温度>真空度>蒸馏时间。
分析各因素及交互作用的显著性表明,3个因素对酒精度影响均显著(P<0.05),二次项及交互项作用都为极显著(P<0.01),这说明对蒸馏酒酒精度的影响是复杂的,交互作用影响较大,较高的温度和真空度意味着乙醇和水馏出增多,但乙醇浓度可能降低,这与郭波等[20]研究减压对豉香型白酒、杨生智等[21]研究减压对清香型白酒时结果相一致。在以酸酯总量为考察指标时,3个因素及自身二次项对酸酯总量的影响均显著,其相互之间的交互作用影响不显著,表明酸酯总量响应值的变化与各因素有一定的正相关性,这与实际情况相符,真空度的增加降低了酸和酯的沸点、蒸馏温度增加了酸和酯的挥发能力、蒸馏时间呈现出了累计的作用。
2.2.2 各因素交互作用的响应面分析
3D曲面较为直观地反映了蒸馏温度(A)、真空度(B)、蒸馏时间(C)三个因素之间的交互作用对酒精度(Y1)和酸酯总量(Y2)的影响,酒精度和酸酯总量为评价指标的3D曲面图分别见图4和图5。3D曲面越陡峭、倾斜度越高表明因素间的交互作用对响应值影响越大[22-23]。由图4可知,3D曲面都比较陡峭,说明两两因素对酒精度响应值的交互作用影响显著;由图5可知,3D曲面弯曲度较大,表明各因素对酸酯总量的影响比较大,表明因素之间的交互作用不明显,对结果的影响不显著。这与表2和表3的数据分析结果相一致。
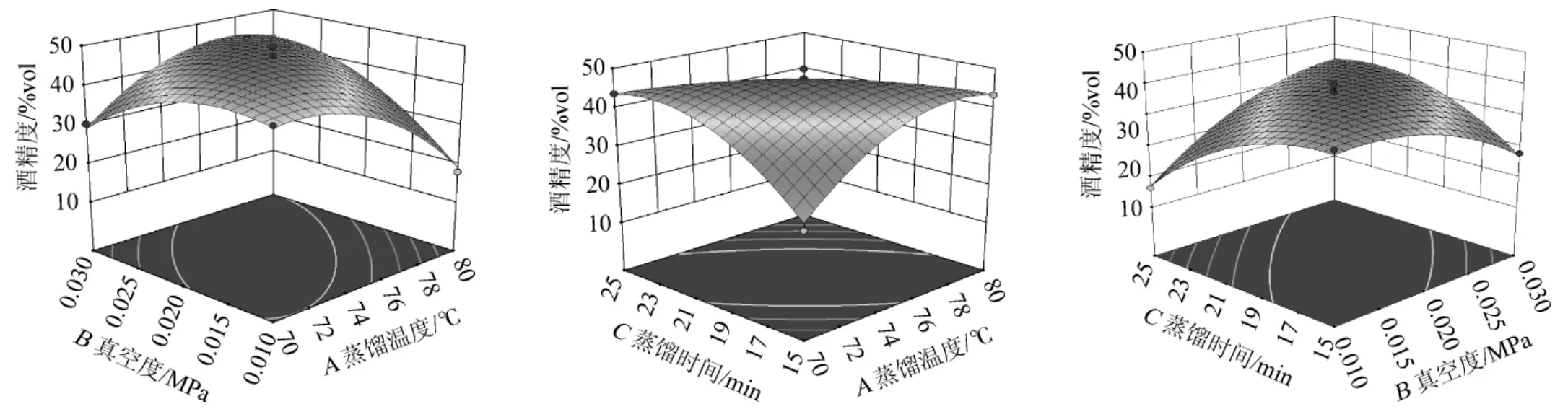
图4 各因素间交互作用对山楂蒸馏酒酒精度影响的响应面及等高线Fig.4 Response surface plots and counter lines of interaction between each factor on alcohol content of hawthorn distilled liquor

图5 各因素间交互作用对山楂蒸馏酒酸酯总量影响的响应面及等高线Fig.5 Response surface plots and counter lines of interaction between each factors on total acid and ester contents of hawthorn distilled liquor
2.2.3 优化及验证试验
通过Design-Expert 11.1.0软件得到减压蒸馏工艺为蒸馏温度76.4 ℃、真空度0.019 MPa、蒸馏时间为19.6 min,在此条件下得到山楂蒸馏酒酒精度和酸酯总量理论值分别为45.74%vol、47.99 mmol/L;为方便实际操作,选择蒸馏温度76 ℃、真空度0.2 MPa、蒸馏时间20 min为最佳条件,在最佳条件下进行验证试验,得到山楂蒸馏酒酒精度和酸酯总量实际值分别为(45.8±1.21)%vol和(49.4±2.03)mmol/L,与理论值相近,验证了响应面试验结果,说明优化后的条件是可靠的。
2.3 主要风味成分分析
采用顶空固相微萃取和气质联用技术对山楂的减压和常压工艺蒸馏酒风味物质含量进行分析,选取主要成分进行对比,结果见表4。
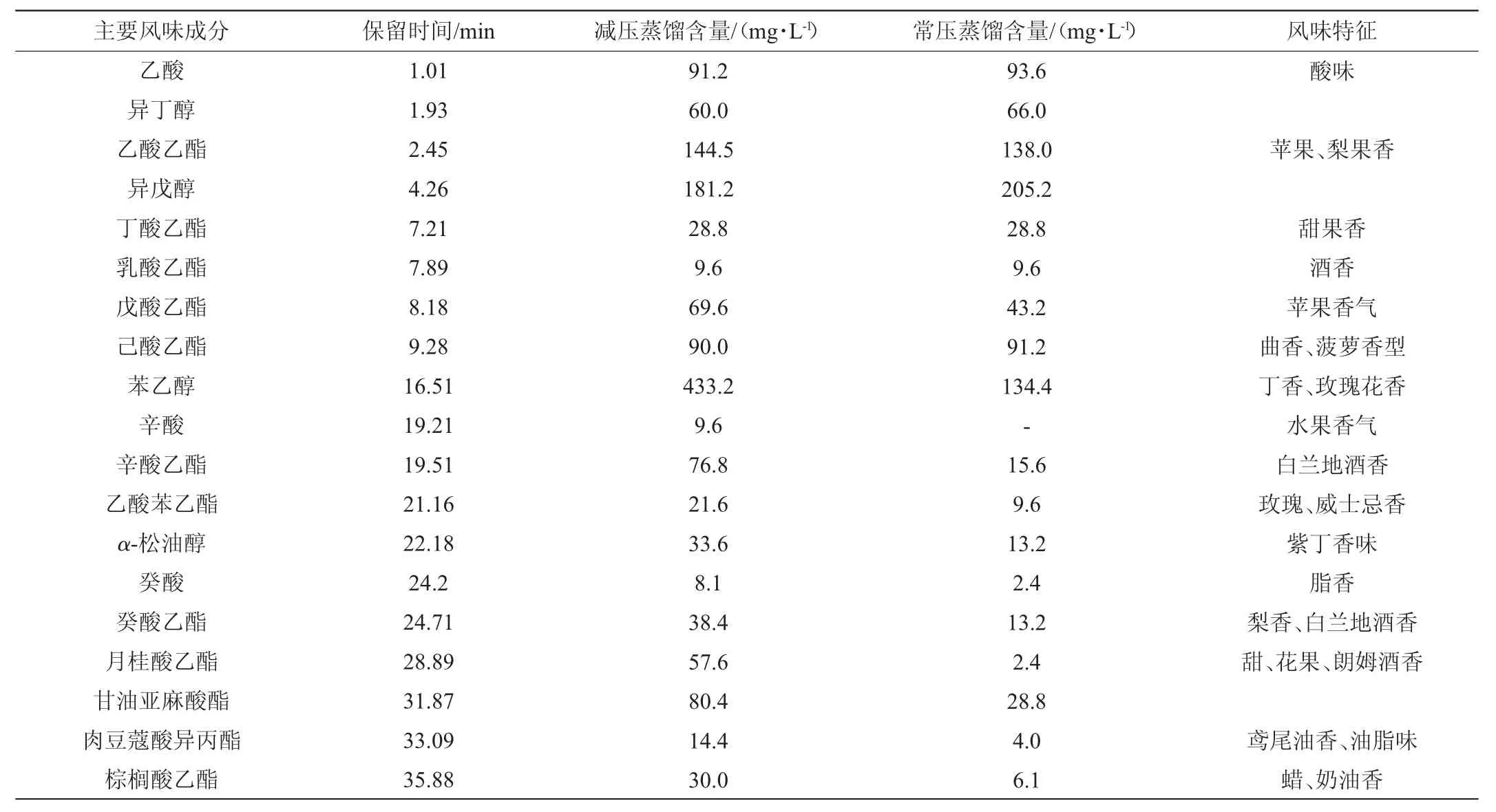
表4 主要风味成分对比Table 4 Comparison of main flavor components
由表4可知,减压蒸馏取得的酒样与常压蒸馏,在风味物质的组成上基本相同,无太大变化。但减压蒸馏酒在大部分风味物质,尤其是对大分子物质,其含量与常压蒸馏具有显著性差异,明显高于常压蒸馏,减压工艺对风味成分表现出明显的富集作用。这与赵莹[25]采用间断式的减压蒸馏工艺研究柚子和青梅复合果酒对风味物质的富集相一致。
3 结论
本试验以酒精度和酸酯总量作为评价指标,通过单因素和响应面试验设计,对山楂蒸馏酒的减压蒸馏工艺进行优化,得到最佳减压蒸馏条件为蒸馏温度76 ℃、真空度0.02 MPa、蒸馏时间20 min。在此最佳条件下,减压蒸馏的山楂蒸馏酒的酒精度和酸酯总量分别为(45.8±1.21)%vol和(49.4±2.03)mmol/L。使用顶空固相微萃取和气质联用技术对减压蒸馏和常压蒸馏得到的山楂蒸馏酒中主要成分进行对比分析,结果表明减压蒸馏方式能较好的富集风味成分,在较低的蒸馏温度下提升酸酯含量。
