通用卡尺内量爪检定装置的分析与设计
2022-03-09水清波
水清波
(工业和信息化部电子第五研究所华东分所, 江苏 苏州 215011)
0 引言
计量科学广泛地应用于现代科学如长度、 热工、 力学、 声学、 光学和电磁学等各个领域, 涉及人类社会活动的方方面面, 随着现代科技的高速发展, 一些新的计量技术正在逐渐地形成。 2012 年,通用卡尺检定规程提出了对内量爪的示值误差进行控制的要求, 而规程推荐的专用检具光面环规、步距规只有单一示值, 不能通过研合来组成不同的尺寸, 无法满足不同测量范围通用卡尺的校准要求[1]。 我们发现采用内尺寸检具配合相应等级的量块就可以方便地测量通用卡尺的内量爪示值误差。 我们首选万能测长仪配套内尺寸检具, 其在300 mm 测量范围内比使用标准环规、 步距规更加方便实用, 但因此款检具最大范围为300 mm, 无法测量大于300 mm 的通用卡尺内量爪示值误差。于是我们根据量块的长方形结构特点, 将量块夹持在检具内部, 配合相关附件卡块使用。 但在校准600 mm 通用卡尺的内量爪时, 其内量爪检具的长度也必将大于600 mm, 这就出现相应检具的重量过重, 长度过长, 存放不易, 检定校准效率不高等问题。 所以, 设计一款结构小巧、 使用方便的内尺寸检定装置具有重要的实际意义和应用价值。
1 检定装置的设计与分析
通过多次设计, 结合大于100 mm 标准器量块的结构特点, 设计的这一款全包围式检定装置。 该检定装置主要针对校准通用卡尺内量爪的示值误差, 在使用时, 包括第一量块(检定装置中只放置一块量块时, 被称为第一量块)、 两个检具及两个卡块, 每个检具上都设计有夹持口, 第一量块的两端是可以拆卸的, 以便将量块固定在两个检具的夹持口内, 两个卡块分别是可拆卸的, 设置于夹持口的底端, 且卡块包括能够突出于夹具表面的检测部位, 如图1-4 所示。
根据该检具设计的卡尺内量爪检定装置, 结构简单, 方便实用。 通过设计两个具有夹持端口的检定装置, 即检定装置是分体式的, 两个一对使用,这样的好处是不仅使检定装置的尺寸不必大于第一量块的尺寸, 而且不需要因第一量块尺寸不同而更换不同尺寸的检定装置, 由此大大地提高了检定装置的通用性能。
该检定装置的设计改变了以往检定装置的设计思路, 直接利用标准量块的结构特点, 利用连接孔, 改变了以往检定装置的安装方式, 具有方便实用, 外形小巧, 安装方便等优点[2]。 检定装置夹一块量块时的指示图如图1 所示。

图1 检定装置夹一块量块时的主视图 [3]
此检定装置的结构包括: 一块量块、 两个一对的检具、 两个卡块, 右视图如图2 所示。 预留放置量块的部位为夹持口, 两个所述卡块也可分别拆卸, 可分别置于该夹持口的底部, 且卡块突出于所述检具表面, 这个突出部分主要用于检测。 如图3所示, 箭头所指的方向为该检具的宽度方向。
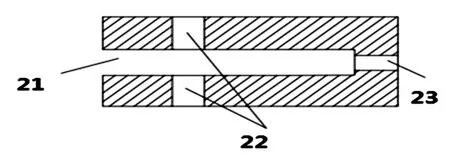
图2 检定装置右视图 [3]
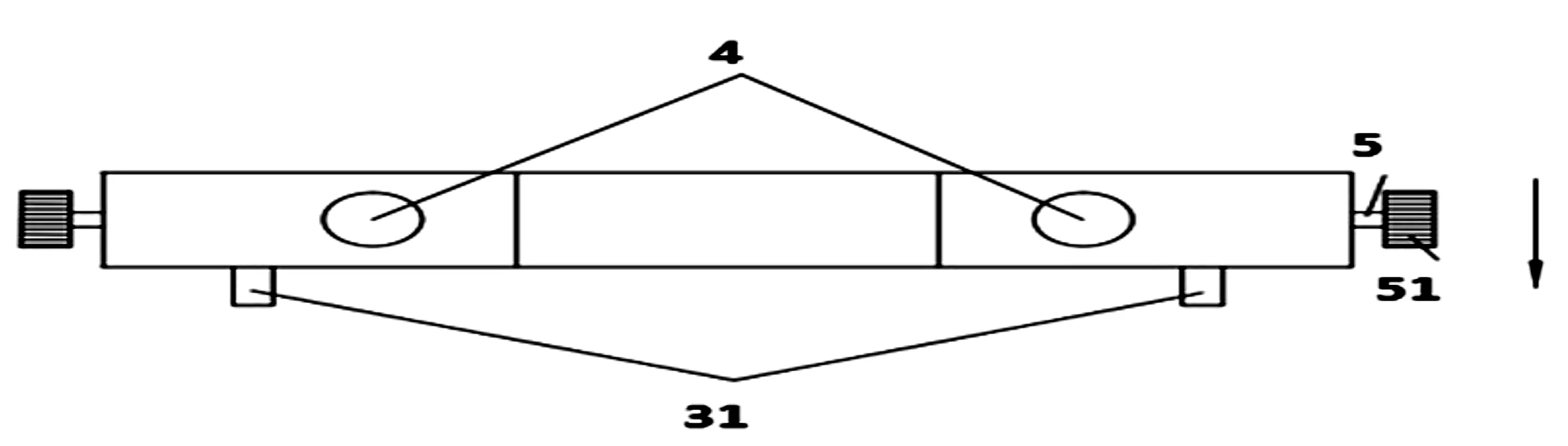
图3 检定装置剖视图 [3]
第一量块为标称长度根据量块的制作工艺为大于100 mm 的量块, 根据规程, 大于100 mm 的量块其两端有如上文所述的连接孔, 且量块两端各有一个。 在实际校准卡尺时, 有些校准点由2~3 块量块组合, 于是就需要包括至少一个第二量块, 这是为了可以拼接出校准通用卡尺刀口内量爪所需要的尺寸而加设的, 一般拼接的量块数量不要超过3块, 这可以满足校准通用卡尺刀口内量爪的示值的不确定度要求。 这个第二或者第三量块可拆卸, 主要放置于所述第一量块的端部与相对应的卡块之间。 如图2 所示的量块1 与卡块3 之间。 U 形检具成对使用, 则另外一端也可以根据需要放置第三量块。 此第三量块一般其标称长度不大于100 mm。
此内量爪检定装置所组成的两个夹具的两侧壁上都设有同轴的通孔, 其作用是配合插销使用, 这个销体的一端一般设计有堵头, 方便取用, 在图1-2 中均有说明, 图1 的箭头表示的是该夹具的高度方向。 该堵头与销体是一体成型, 主要作用是配合量块连接孔, 此堵头为圆柱体, 堵头的直径原则上应大于所述通孔及连接孔的直径。
检定装置的底部, 设计有带螺纹的孔, 螺纹孔内设计配合可拆卸的螺杆, 螺杆的主要作用是固定所述第一量块和相应卡块, 所述的旋钮与螺杆是相互连接的, 且旋钮也是圆柱体, 在所述的圆柱体侧面上设置压纹。 其压纹的作用是加大摩擦力, 以方便拧紧与松开。
2 测量装置的实例分析
为了解决实际应用中的技术问题, 本文将通过实例详细地阐述通用卡尺内量爪检定装置, 结合图1-4, 对该装置进行详细的描述, 以明确此技术方案所能达到的技术效果。
以夹持一块量块为例, 如图1-4 所示, 由第一量块1、 两个夹具2 和两个卡块3, 在每个夹具2 上都设置一个夹持口21, 其作用是可以把第一量块1 的两端固定于两个夹具2 的夹持口21 内, 这部分是可拆卸的, 两个卡块3 的使用位置分别设置于夹持口21 的底部与第一量块1 的端部之间, 此处卡块3 的作用是要有能够突出于检具2 表面的检测部31; 与此同时这两个卡块都是可以拆卸的。
在本次设计中, 检定装置的作用是方便测量范围大于300 mm 的通用卡尺校准内量爪, 同时也为测量范围在0~300 mm 的通用卡尺在校准大于100 mm 测量点时多一种检定装置的选择。 同时第一量块1 的尺寸选择根据JJG 146—2011 《量块检定规程》[2](以下简称规程), 即第一量块1 是标称长度大于100 mm 的带有连接孔的量块。
由上所述, 卡块3 上有突出夹具2 表面的检测部31, 其是卡块3 的高度在设计时, 要大于第一量块1 和检具2 的高度。 在进行检定或校准时, 将卡块3、 第一量块和夹具2 都放置在平板或工作台上。 卡块3 的下端面与第一量块1 和夹具2 沿高度方向的下端面保持齐平[3]。
此前一种卡尺内量爪检定装置的工作情况证明[3], 本次研究中所述的通用卡尺内量爪检定装置, 结构简单, 方便实用。 首先是设计两个具有夹持口21 的夹具2, 不仅使检具2 的尺寸不需要大于第一量块1 的尺寸, 即不需要针对不同尺寸的第一量块1 更换不同尺寸的夹具2, 有效地提高了夹具2 的通用性; 与此同时减轻了夹具2 的重量, 更主要的是降低了检具2 的制造成本, 从而有利于夹具2 的使用、 携带、 保存和维护, 大大地提高了检定效率。
如图4 所示, 本次研究是对上一研究的延伸,其区别在于, 该装置中还包括至少一个第二量块6, 这是可拆卸的, 将其夹在第一量块1 的测量面与卡块3 之间, 第二量块6 为标称长度小于100 mm的量块。 同时, 如果需要也可以在该通用卡尺检定装置一对中的另一个上夹持量块。

图4 检定装置夹多块量块时的主视图 [3]
此通用卡尺内量爪检定装置, 综上所述可以组合出多种校准尺寸, 满足了各种尺寸的通用卡尺内量爪检定需求, 同时检定装置重量的减轻, 体积的缩小, 在方便通用卡尺内量爪示值校准的同时, 也利于检定装置的使用、 携带、 保存和维护, 进一步地加强检定装置的通用性。
3 通用卡尺的刀口内量爪示值误差的不确定度评定
此处以数显卡尺分度值为0.01 mm 的内量爪检定为例, 主要以141.8、 491.8、 991.8 mm 校准点示值误差测量结果不确定度进行评定, 量块的等级为3 级5 等。
3.1 测量模型
通用卡尺的示值误差的测量模型为:

式(1) 中: e——示值误差;
L——读数值;
L0——量块的长度。
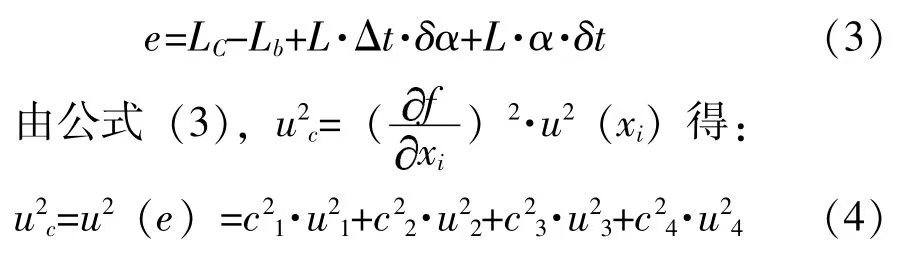
温度偏离在20 ℃时需考虑受钢制量块线膨胀系数及其温度差的影响[4-5], 可以进行如下简化:

式(2) 中: e——读数示值误差;
LC——20 ℃条件时的读数值;
Lb——20 ℃条件时的量块长度;
αC, αb——线膨胀系数;
ΔtC, Δtb——偏离标准温度20 ℃时的温度值。
3.2 方差和灵敏系数
由于ΔtC和Δtb的测量使用的是同一个温度设备, 它们之间具有相关性, 过程相对复杂, 必须进行适当的简化。
令δα=αc-αb; δt=ΔtC-Δtb
取L≈Lc≈Lb; α=αc=αbΔt=ΔtC=Δtb
由公式(2) 得:

3.3 标准不确定度评定
3.3.1 标准不确定度一览表
标准不确定度一览表如表1 所示。

表1 标准不确定度一览表
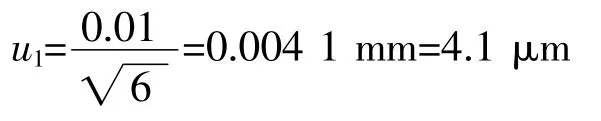
3.3.2 数显卡尺读数的标准不确定度分量u1
3.3.3 3 级5 等量块估算的标准不确定度分量u2
假设均匀分布, 其标准不确定度为:
3.3.4 通用卡尺与量块热膨胀系数的影响的标准不确定度分量u3
由于通用卡尺与量块的材料性质不同, 其材料热膨胀系数为(11.5±1) ×10-6/℃, 视为均匀分布;而2×10-6/℃是δα 的半宽, 属于三角分布, 即k =, 假设测量尺寸L 一般偏离标准温度范围在±5 ℃, 计算结果如下:


3.3.5 通用卡尺和量块的温度差的标准不确定度分量u4
温度差的区间半宽假设为0.5 ℃,那么该量块的线膨胀系数为11.5×10-6/℃, 此处视为均匀分布, k=, 计算如下:
3.3.6 合成不确定度
当L=141.8 mm=141 800 μm时, Δt=5 ℃, 则:

同理可得:
当L=491.8 mm 时, uc=7.1 μm
当L=991.8 mm 时, uc=11.9 μm 3.3.7 扩展不确定度
取k=2, 则扩展不确定度如下:
当L=141.8 mm 时, U=k·uc=2×4.3=0.009 mm
当L=491.8 mm 时, U=k·uc=2×7.1=0.014 mm
当L=991.8 mm 时, U=k·uc=2×11.9=0.024 mm
3.3.8 测量不确定度报告
根据相同的评定方法, 得到L= 491.8 mm和L=991.8 mm 的扩展不确定度是0.014 mm、0.024 mm。
结论: 通过不确定度的相关评定可以看出,0~1 000 mm 测量范围的通用卡尺示值误差的不确定度结果基本接近线性分布, 其中L 的单位为mm, 公式如下:

本检定装置的结构设计, 目的在于提供量块放置的区域, 通过使用量块自身的结构特点, 配合卡块、 卡销和螺母的支撑作用, 简化检定装置的结构, 增加通用卡尺内量爪检定和校准的准确度和可行性。
4 结束语
本文针对通用卡尺内量爪的检定和校准设计3款检定装置, 希望可以给相应测量范围通用卡尺的内量爪的检定和校准提供参考。 现代测量越来越向智能化方向发展, 运用机电控制系统, 保证运动轨迹的精度, 配合采用传感装置、 驱动装置、 传动设备和相关软件的设计, 控制通用卡尺的测量方向及其速度, 将通用卡尺的检定及校准向自动化、 智能化领域发展。 在进一步的研究设计工作中, 笔者将对高科技手段在通用卡尺的测量和应用继续进行探索, 希望能够找到提高测量系统自动化精度和效率的切入点, 使得研究过程更科学可信, 测量结果更实用可靠。
