12Gr9Mo- I 管式加热炉管焊接施工技术
2022-03-07王国强
王国强
中国化学工程第九建设有限公司 辽宁盘锦 124000
12Cr9Mo- I 材质自身的热淬硬性倾向强、具有很大的热约束力。因此,焊材的选用、焊接前加热、焊接环境的改变、焊接工艺、焊后稳定化热处理的满足等工艺条件,都会是形成焊缝热裂纹、焊后延迟裂纹的主要因素。通过针对12Cr9Mo- I 的化学成分、热力学性能的分析方法及有关标准规定,对加热炉炉管12Cr9Mo- I 进行焊接、检测。
1 工程案例概况
由中国化学工程第九建设有限公司承建的辽宁宝来生物能源有限责任公司100 万t/ a 环烷基馏分油加氢精制装置,其减粘加热炉辐射室炉管的对流排管材质为12Cr9Mo- I,规格为φ141.3×8,吋径约为3200 达因。针对12Cr9Mo- I 管道焊缝的工艺进行技术攻关,通过选择科学合理的焊接方法、工艺,并通过工艺方法钨极氩弧焊打底、钨极氩弧焊填充,以及钨极氩弧焊盖面的焊接形式,有效减少了焊接热裂纹、焊缝的氧化性及各种焊缝问题的发生,大大地提高了焊接的一次合格率。
12Cr9Mo- I 中C、Cr 含量较大,使得钢材具有较大的淬硬性。当以较快的速率冷却时,由于其主要组成为马氏体,焊后很容易形成较高柔韧性的马氏体和贝氏体组织,从而提高接头脆性,且残余应力也很大,易于形成冷裂纹。因此,需要在焊前、焊后均对焊缝进行先预热、再后热、最后进行焊后热处理。由于冷裂纹倾向量很大,对钢材焊接性能有不利影响,所以在焊缝的焊接施工过程中的质量控制尤为重要。
2 施工工艺流程及操作要点
图1 为施工工艺流程示意图。
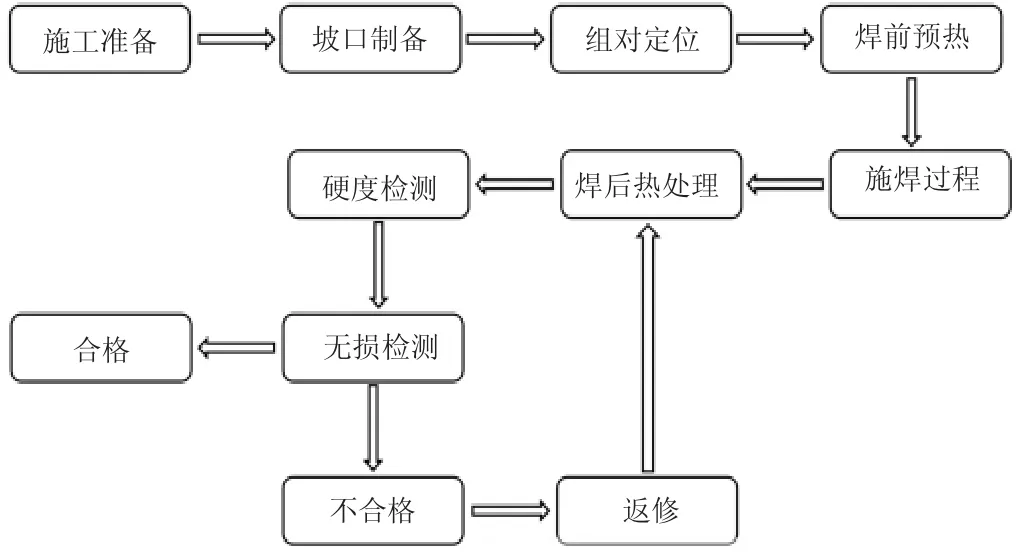
图1 施工工艺流程示意图
2.1 施工准备
(1)炉管和管件均须具备质量证明的相关资料及出厂合格证。要求其外观尺寸、热力学性能、化学成分的含量和供货状况均符合国家标准要求。
(2)焊丝或焊条须具备质量证明文件及出厂合格证。
(3)炉管和管件施焊作业进行前,要召开展焊接技术讨论会,并根据焊接工艺评定的选择编制焊接作业指导书。焊接作业指导书应经焊接责任工程师审核,由技术部领导签字通过。
(4)焊接操作人员须按照TSGZ6002《特种设备焊接操作人员考核细则》的规定,通过操作考试和笔试,获得相关资质证件。
(5)焊接环境中出现下列情形之一时,须采取有效措施,否则不可以进行焊接:氩弧焊时风速大于2m/ s;相对湿度不大于90%;雨、雪环境;焊件温度低于0℃。
2.2 坡口加工
在焊接前,需要用坡口机将管子加工成型为单边30~35°V 型坡口(表1),之后用角磨机将坡口两侧各20mm 周围内的涂料全部打磨掉;坡口处打磨后,应进行外表面检查,坡口处外表面不允许有夹渣、分层、裂纹、等瑕疵,边缘不允许有毛刺、油污、氧化物等对焊接不利的缺陷;坡口外观检查合格后,应对坡口表面做100%的渗透检测,检测范围为坡口端部以内50mm。

表1 V型坡口加工要求
2.3 焊前预热
焊前预热的主要作用是降低焊接接头的冷却速率,从而减少接头的淬硬倾向,同时降低在焊接金属中扩散氢含量,这也是避免冷裂纹最有效措施之一。为减小焊接应力,并避免产生裂纹,焊接前可用电加热绳将焊缝两侧母材平均加热到300℃,但每侧加温宽度不<100mm。加热区及外围附近区域均使用保温施工棉进行控温。由于铬钼耐热钢焊接时必须严格遵守焊前预热时间温度规定,为保证焊缝品质,无论在定位焊接还是正常施焊过程中,焊件均要按本规定加热。
2.4 焊接
(1)采用钨极气体保护焊的焊接方法,在钨极气体保护焊打底时,必须打底两层,方可终止背面的惰性气体保护层。焊接时,焊丝前端也应放入保护气体中,氩弧焊气体流量控制在12~15L/min 为宜。为了避免管内焊缝氧化或过烧,对管内必须实行充氩保护,焊接时所使用的为耐热合金钢焊丝。焊接工艺参数如表2 所示。

表2 焊接工艺参数
(2)焊接过程中保持起弧和收弧之间的质量,收弧时要把弧坑回满。
(3)当焊接件按要求达到预加热温度后,应及时进行焊接,且焊接过程的道间温度不小于250~350℃。焊接附近区域继续使用保温隔热棉进行全面保温。若由于特殊原因而停止焊接时,则须进行320℃后热处理,再慢慢冷却;在继续焊接前,要检验确定无缺陷和裂纹后,再进行焊接。
2.5 焊后热处理及硬度检测
焊后热处理可减少消除焊接残余应力,从而提高焊缝组织的热力学性能,并可大幅度降低接头的氢含量,这也是避免延迟裂纹的关键措施之一;焊完应及时进行300~350℃、保温15~30 min 的后热处理工序,然后缓冷,再进行正式热处理;热处理自动记录曲线异常时,要分析并找出异常因素;要求焊后热处理温度750~780℃、硬度(HB)值≤241。
在热处理过程温度下的恒温持续时间、热处理的加热速率和冷速率,应当遵循以下规定:
(1)热处理的加热区域以焊缝为中心,在两侧各不低于焊缝宽度的3 倍且不<50mm 的温度范围,除加热区域以外的150mm 区域均应保温。详见图2。

图2 热处理示意图
(2)升温到300℃时属于自由升温状态;但从0℃升至300℃以下可不控制。
(3)升温:在从300℃升温到750~780℃时,升温速度应控制在不大于220℃/ h。
(4)恒温:在750~780℃时,恒温时间不少于1h。
(5)降温:在从760℃降温到300℃时,冷却速度控制在不大于275℃/ h。
(6)降温到300℃后停机器,自然缓冷。
(7)经热处理后进行返修及硬度测试按规定未达到规范条件的,应对焊缝再次进行热处理。
(8)在冷却速度、温度超过规定条件时,应当再次进行热处理。
热处理的升温速度、恒温时间和冷却速率如图3 所示。

图3 热处理曲线图
经热处理后,应按规定要求将焊缝和热影响区以其附近的母材分别进行布氏硬度抽查检测,抽查总量应不少于经热处理工艺焊接接头总数的20%,并不少于一个焊接接头。所测硬度值HB≤241。如果硬度检验不合格,必须重新进行热处理作业,再次进行硬度测试,直到合格为止。
2.6 无损检测
经焊缝表面检查合格,以及热处理、硬度检测合格后,满24h 后,要进行100%相控阵超声波检验,相控阵超声波检验等级不低于B 级,合格级别为1 级。
表3 为焊接质量控制目标一览。

表3 焊接质量控制目标一览表
3 结语
综上所述,加热炉炉管12Cr9Mo- I 的焊接施工方法及对焊接技术工艺的管理、热处理工艺是成功的,管道焊接一次合格率达到98%以上,焊后热处理硬度检验及焊缝外观质量检验都符合规范要求。
