碳纤维/不锈钢的激光焊接与组织性能研究
2022-03-07丁全有
丁全有

摘 要:为了发挥碳纤维和不锈钢各自的性能优势,对碳纤维/不锈钢进行了激光焊接处理,研究了激光功率、焊接速度和离焦量对碳纤维/不锈钢剪切性能的影响。结果表明,碳纤维/304不锈钢适宜的激光焊接工艺:激光功率为400 W、焊接速度为600 mm/min、离焦量为+10 mm,此时碳纤维/304不锈钢具有最大的剪切强度,约36.2 MPa。
关键词:碳纤维;304不锈钢;激光焊接;工艺;性能
中图分类号:TG456.7 文献标识码:A文章编号:1001-5922(2022)01-0083-04
Study on laser welding and microstructure and properties of carbon fiber/stainless steel
DING Quanyou
(Shandong Microwell Chemical Technology Co.,Ltd.,Qingdao 266000,Shandong China)
Abstract:To give full play to the advantages of carbon fiber and stainless steel,the carbon fiber / stainless steel was welded by laser.The effects of laser power,welding speed and defocusing amount on the shear properties of carbon fiber / stainless steel were studied.The results showed that the suitable laser welding process for carbon fiber / 304 stainless steel was:laser power was 400 W,welding speed was 600 mm / min,defocusing amount is +10 mm.This is when the carbon fiber / 304 stainless steel has the maximum shear strength,which is about 36.2 MPa.
Key words:carbon fiber;304 stainless steel;laser welding;technology;performance
碳纤维是以腈纶和粘胶纤维为原料,含碳量在90%以上的高强度、高模量纤维,由于具有耐高温、轻质和可加工成织物等特性而被广泛应用于航空航天、汽车、化工设备等领域;不锈钢是一种含有17%~22%铬的低碳钢,由于具有良好的耐蚀性、韧性等特性而被广泛应用于家用电器、工业建筑等领域。碳纤维/不锈钢形成的复合结构可以发挥二者各自的性能优势,从而提升复合结构的综合性能,但是目前这方面的研究报道较少[1-3]。为了提升不锈钢/碳纤维异种材料的综合性能,本文尝试采用激光焊接[4]的方法对碳纤维/304不锈钢进行焊接处理,研究了焊接工艺参数对剪切强度的影响,其研究結果可为异种材料焊接提供参考。
1 试验材料与方法
用于激光焊接的原材料包括304不锈钢和碳纤维复合材料(PET),304不锈钢的化学成分(质量分数):0.08%C、1.02%Si、1.98%Mn、0.021%Fe、0.003%S、9.47%Ni、18.72%Cr,余量为Fe。304不锈钢的抗拉强度为525 MPa、屈服强度为200 MPa、断后伸长率为38%、断面收缩率为58%、弹性模量为192 GPa、PET的弯曲强度为198 MPa、弹性模量为4 000 MPa。
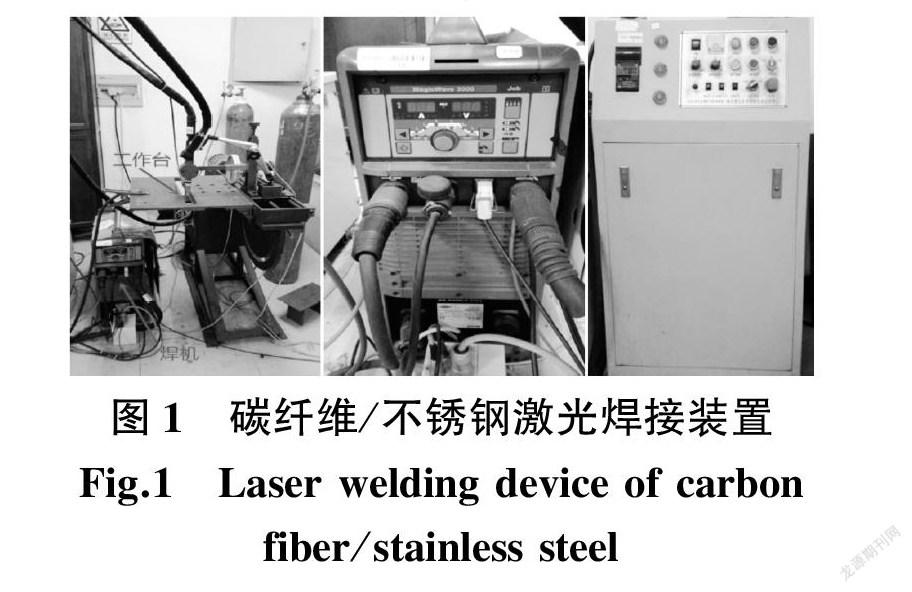
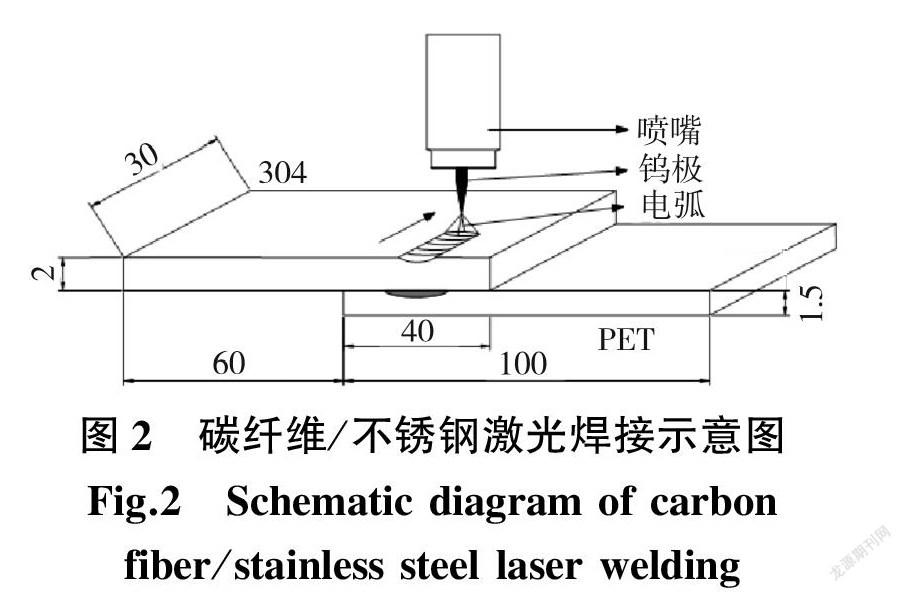
将304不锈钢加工成100 mm×25 mm×2 mm试件,PET加工成100 mm×25 mm×1.5 mm试件;采用Magic Wave-3000型氩弧焊接对碳纤维/不锈钢复合材料进行激光焊接,焊接装置如图1所示;碳纤维/不锈钢激光焊接见图2。焊接采用平板搭接方式进行(保护气为高纯氩气)[5];焊前需要对304不锈钢和PET进行清洁处理,焊接完后去除余渣。
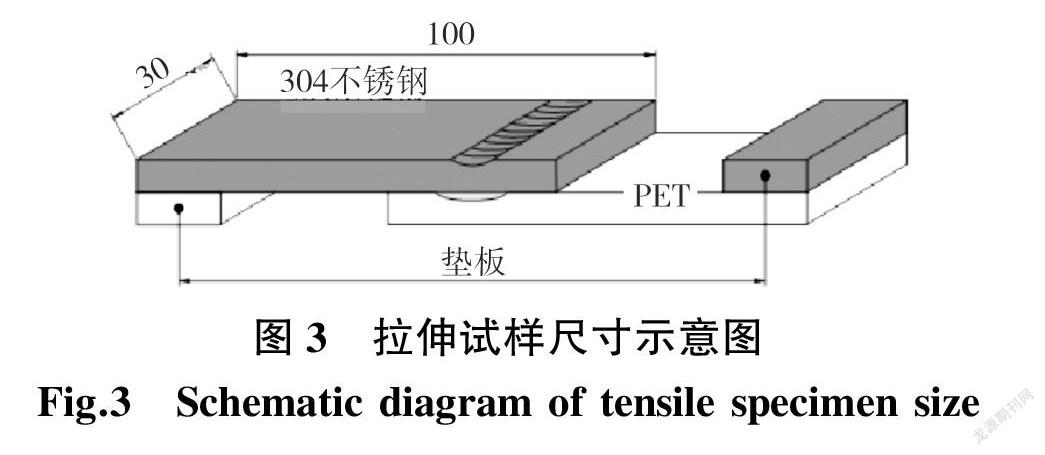
采用WDW-10型微机伺服万能拉伸材料试验机上进行室温拉伸性能测试,拉伸速率为1 mm/min,测试结果为5根平行试样的平均值,拉伸试样尺寸如图3所示;采用S-4800型扫描电镜对拉伸断口形貌进行观察。
2 试验结果与分析
2.1 激光功率对焊接接头剪切强度的影响
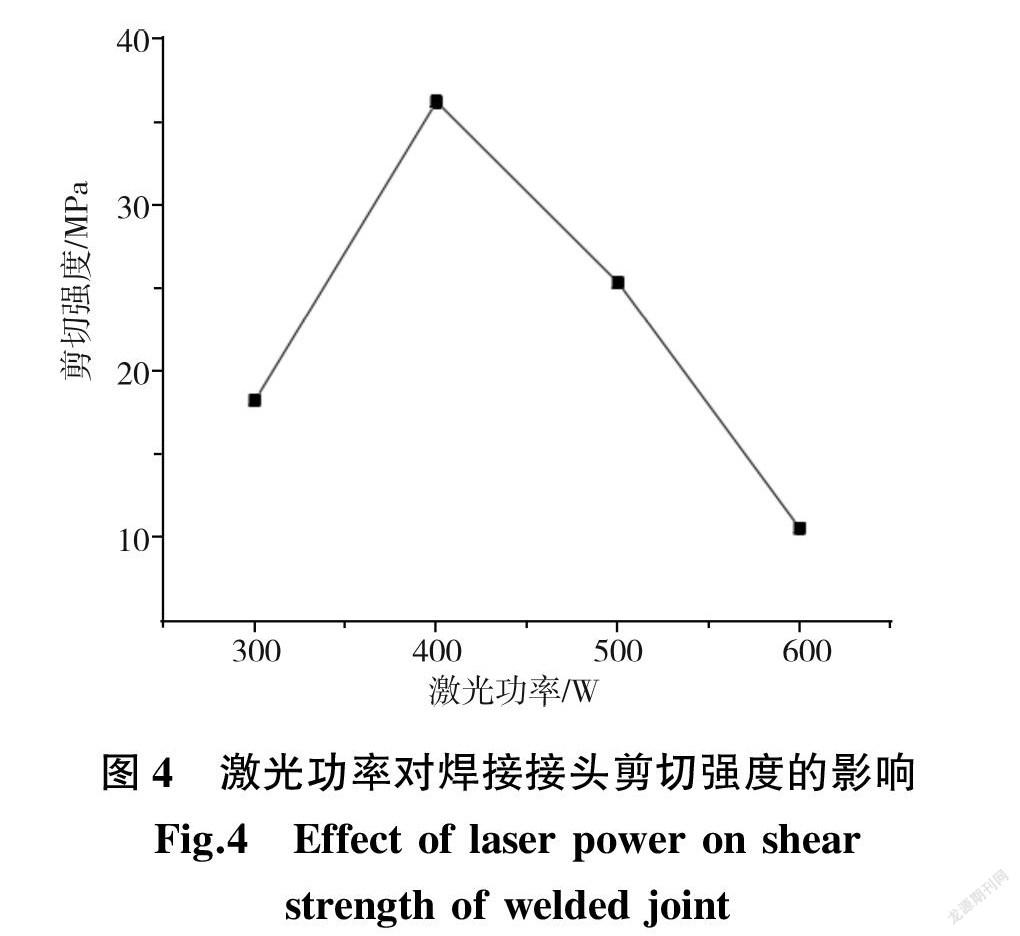
设置激光功率为300、400、500和600 W,焊接速度为600 mm/min,离焦量+10 mm,激光功率对焊接接头剪切强度的影响如图4所示。
由图4可知,当激光功率为300 W时,碳纤维/不锈钢焊接接头的剪切强度为18.2 MPa;随着激光功率从300 W增加至600 W时,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势,在激光功率为400 W时取得最大值,约为36.2 MPa。究其原因,这主要是因为当焊接功率超过400 W时,碳纤维/不锈钢焊接接头的焊接热输入增大,造成碳纤维溶解量增加,焊接接头中的气泡增多,剪切强度下降;尤其是当激光功率增加至600 W时,碳纤维烧损严重[6],焊接接头成型性较差,影响了焊接接头的剪切强度。
2.2 激光焊接速度对焊接头剪切强度影响
设置激光功率为400 W,焊接速度分别为360、420、480、540、600和660 mm/min,离焦量+10 mm,焊接速度对焊接接头剪切强度的影响如图5所示。
由图5可知,当焊接速度为360 mm/min时,碳纤维/不锈钢焊接接头的剪切强度为8.2 MPa;随着焊接速度从360 mm/min增加至600 mm/min时,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势;在焊接速度为600 mm/min时取得最大值,约为36.2 MPa。究其原因,这主要是因为在过小的焊接速度下,焊接热输入增大,焊接接头出现严重烧损且气泡较多[7],剪切强度减小。焊接速度过大,焊接接头成型质量较差,部分区域会出现未焊合现象,因此剪切强度也较低;当激光焊接速度为600 mm/min时,焊接接头成型性较好,剪切强度取得最大值。
2.3 激光离焦量对焊接接头剪切强度影响
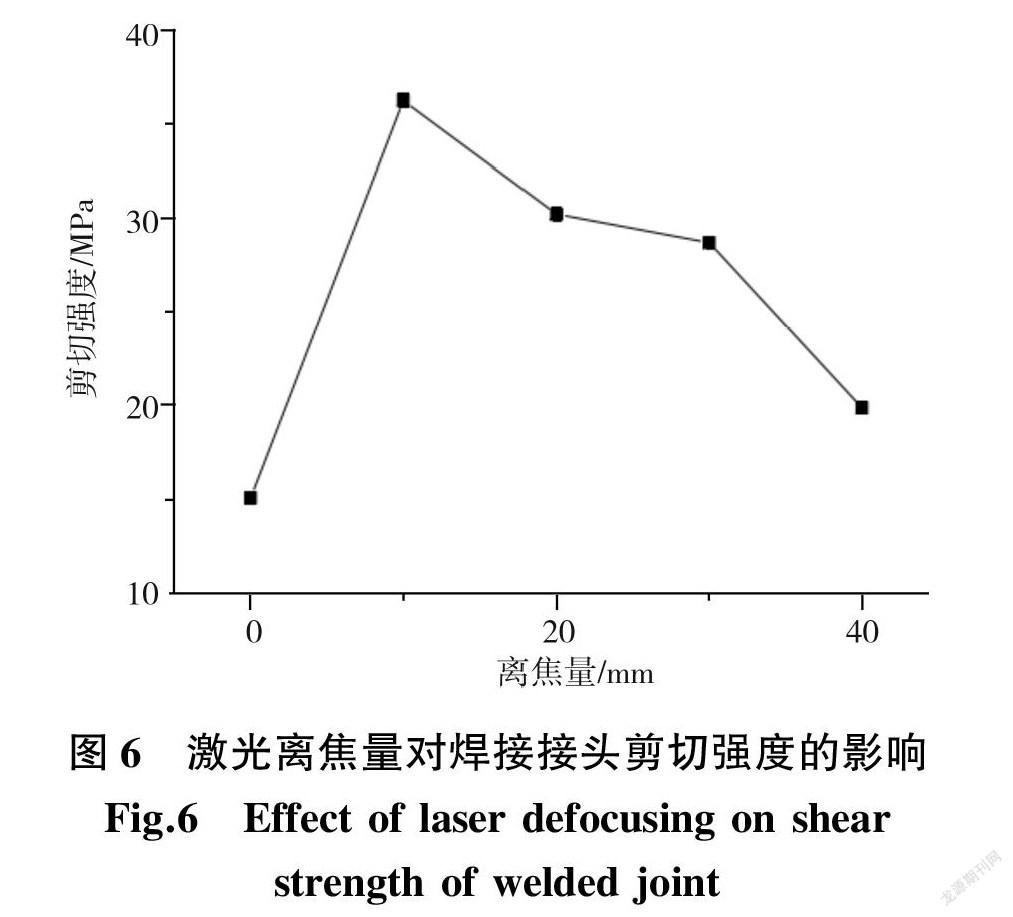
设置激光功率为400 W,焊接速度為600 mm/min,离焦量分别为0、+10、+20、+30和+40 mm时,离焦量对焊接接头剪切强度的影响如图6所示。
由图6可知,当离焦量为0 mm时,碳纤维/不锈钢焊接接头的剪切强度为15.1 MPa;随着离焦量从0 mm增至+40 mm,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势;在离焦量为+10 mm时剪切强度取得最大值,约为36.2 MPa。究其原因,这主要是因为在过小的离焦量下,焊接热输入更为集中,焊接接头中烧损现象较为严重,焊接接头剪切强度减小;离焦量过大,焊接接头中单位面积的焊接热输入减少,焊接接头中出现未焊合区域,焊接接头成型质量较差[8],因此剪切强度也较低;当离焦量为+10 mm时,焊接接头成型性较好,剪切强度取得最大值。
2.4 焊接接头的断口形貌
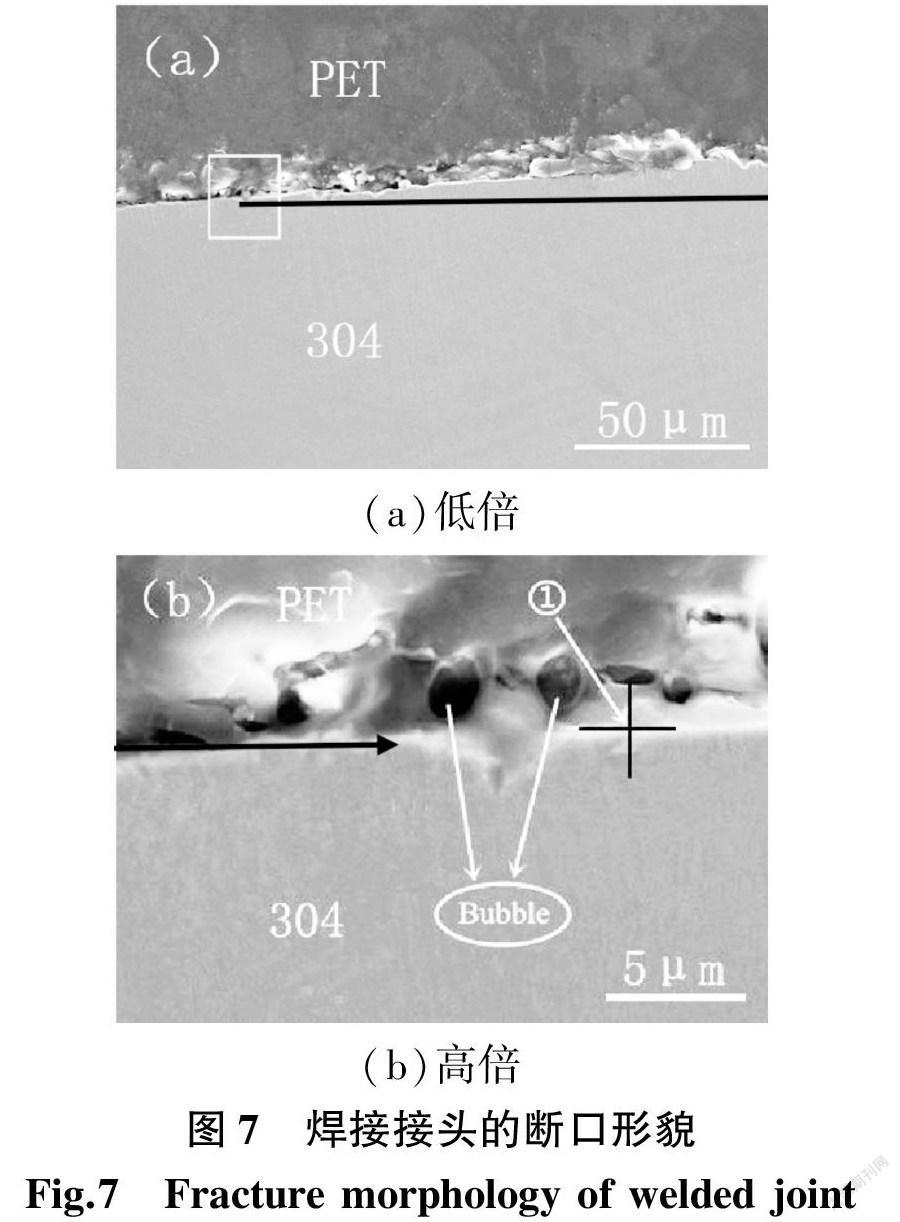
激光功率为400 W,焊接速度为600 mm/min,离焦量为+10 mm时,碳纤维/不锈钢激光焊接接头的剪切强度为36.2 MPa,剪切断口形貌如图7所示。
由图7可见,碳纤维/不锈钢界面处存在局部微米级的气泡,这是在激光焊接过程中气体释放和压力共同作用的结果[9];局部放大可以发现,碳纤维/不锈钢界面处可见热塑铆钉结构,在一定程度上能增加碳纤维和不锈钢的铆接效果[10]。因此,在优化的激光焊接工艺下,碳纤维/不锈钢具有较高的剪切强度。
3 结语
(1)随着激光功率从300 W增至600 W,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势;在激光功率为400 W时剪切强度取得最大值,约为36.2 MPa;
(2)随着焊接速度从360 mm/min增加至600 mm/min时,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势,在焊接速度为600 mm/min时取得最大值;
(3)随着离焦量从0 mm增至+40 mm时,碳纤维/不锈钢焊接接头的剪切强度呈现先增加后减小的趋势,在离焦量为+10 mm时取得最大值;
(4)碳纤维/304不锈钢适宜的激光焊接工艺:激光功率为400 W、焊接速度为600 mm/min,离焦量为+10 mm。
【参考文献】
[1]刘会霞,张惠中,季进清,等.激光焊接塑料的方法及发展现状[J].激光技术,2008(2):166-170.
[2] 檀财旺,苏健晖,冯紫微,等.金属与塑料激光连接的研究现状与展望[J].机械工程学报,2020,56(6):85-94.
[3] 谭向虎,单际国,任家烈.镀Cr层对低碳钢/CFRP激光连接接头剪切强度及界面结合特征的影响[J].金属学报,2013,49(6):751-756.
[4] TOMIZAWA M,FAUDREE M C,KITAHARA D,et al.A novel joint of 18-8 stainless steel and aluminum by partial welding process to Ni-plated carbon fiber junction[J].Materials Transactions,2020,61(12):2 292-2 301.
[5] Song J,Lin S,Yang C,et al.Analysis on interfacial layer of aluminum alloy and non-coated stainless steel joint made by TIG welding-brazing[J].China Welding,2009,18(2):1-5.
[6] 王飞亚,王强,焦俊科,等.CFRTP-不锈钢激光连接接头剪切强度及连接机理的研究[J].电加工与模具,2015(6):26-31.
[7] 王强,焦俊科,王飞亚,等.界面状态对CFRTP/不锈钢激光连接接头强度的影响规律研究[J].应用激光,2016,36(5):527-534.
[8] TAN X,ZHANG J,SHAN J,et al.Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel[J].Composites Part B,2015,70:35-43.
[9] 王强,焦俊科,王飞亚,等.CFRP与不锈钢激光焊接的有限元分析[J].激光技术,2016,40(6):853-859.
[10] SONG J L,LIN S B,YANG C L,et al.Analysis of intermetallic layer in dissimilar TIG welding-brazing butt joint of aluminium alloy to stainless steel[J].Science & Technology of Welding & Joining,2010,15(3):213-218.