Bottom-Up法计算油田注入水中三种细菌的不确定度
2022-03-02马东哲樊四鹏刘莹杨柳袁野陈清任佶
马东哲 樊四鹏 刘莹 杨柳 袁野 陈清 任佶
1中国石油大庆石油管理局环境监测中心站
2青海油田采油四厂
在油田开发过程中,地下石油层的石油被开采出来,地下压力减小,因此需要向地下油层注水以保持地下压力。油田注水中含有铁细菌、腐生菌和硫酸盐还原菌。其中对水体危害最大的是硫酸盐还原菌,它可在水中分解形成H2S,对水体造成破坏,并与管道中的铁发生反应,腐蚀管壁,还能形成悬浮物堵塞油层,给油田生产造成困难[1]。腐生菌主要依靠有机物生存,其生长过程中分泌的黏液会堵塞管道,还会加速硫酸盐还原菌的繁殖。铁细菌同样容易沉积到铁质管道的管壁上并造成腐蚀[2]。三种细菌作用的原理不同,但都会对水质造成危害且腐蚀管壁。国家能源局颁布的SY/T 5329—2012 《碎屑岩油藏注水水质指标及分析方法》中对油田注水水质有以下要求:悬浮物颗粒直径中值≤1.5 μm 时,硫酸还原菌≤10 mL-1,铁细 菌≤n ×102mL-1,腐生菌≤n ×102mL-1(1 <n <10)。因此,检测油田注入水中三种细菌的菌量对注水达标有着重要意义。
计算三种细菌的不确定度可以反映检测的准确性,为判断细菌在水体中的含量以及油田注水的工艺处理提供依据。国家颁布了几种计算不确定度的方法,其中具有代表性的两种是国家质量监督检验检疫总局颁布的JJF 1059.1—2012《测量不确定度评定与表示》和中国国家认证认可监督管理委员会颁布的RB/T 141—2018《化学检测领域测量不确定度评定利用质量控制方法确认数据评定不确定度》。目前SY/T 5329—2012《碎屑岩油藏注水水质指标及分析方法》采用绝迹稀释检测方法,由于缺少国家标准物质和标准样品对三种细菌进行准确度评价,无法采用RB/T 141-2018 法计算不确定度,所以使用JJF 1059.1—2012《测量不确定度评定与表示》,即bottom-up方法,通过计算A类不确定度(重复性实验可以统计出的不确定度)和B 类不确定度(重复性实验不能统计出的不确定度),最后得到合成不确定度和扩展不确定度。按该方法对绝迹稀释法加以不确定度评定,能最大限度地反映检测的波动状态,对注入水中三种细菌含量给予准确定量。
1 实验
1.1 试剂和仪器
紫外灯(深圳市光普达科技有限公司),自动压力蒸汽灭菌锅(额定压力0.22 MPa,额定功率2.1 kW,电压AC220 V,频率50 Hz/60 Hz),1 mL一次性使用无菌注射器(0.05 mL 分度,江苏治宇医疗器材有限公司),隔水式培养箱(上海一恒科学仪器有限公司),SRB-HX 系列快速细菌测试瓶(北京华兴世纪仪器有限公司)。
1.2 检验依据
采用SY/T 5329—2012《碎屑岩油藏注水水质指标及分析方法》中的绝迹稀释法,即将待测水样用无菌注射器注入测试瓶中进行接种稀释,实验室培养,根据细菌瓶阳性反应和稀释倍数计算细菌数目。
1.3 实验步骤
本实验样品采用大庆油田采油六厂注水水样,实验步骤如下:
(1)将7个细菌测试瓶放入蒸汽灭菌锅,灭菌锅参数调节为0.14 MPa、30 min(每个灭菌瓶只能接种一次,使用完毕后需要更换)。灭菌后取出测试瓶,按顺序排列,并分别编号,备用。注意整个实验过程需保证无菌条件,在无菌环境内完成。
(2)将水样稀释,即使用一次性无菌注射器吸取1 mL待测水样,注入编号为1的灭菌瓶中,振荡多次使其混匀(无菌注射器只能使用一次)。
(3)更换一支新的注射器,将编号1瓶中的液体吸取1 mL,注入编号为2的灭菌瓶中,再从编号2 的灭菌瓶中吸取1 mL,注射入编号3 的灭菌瓶中,如此往复,重复进行。每次稀释可以将细菌数量减小到原来的十分之一,稀释到用表面皿观察没有细菌为止。
(4)接种后的瓶子在35 ℃温度条件下恒温培养,培养7天后取出进行读数,这时可以根据稀释次数计算细菌的菌量值。
在培养过程中,观察瓶中液体颜色:若呈黑色或有黑色固体,则水中含有硫酸盐还原菌;若瓶中水样从原来的红色变为黄色,或水样状态变为浑浊,则证明水样中含有腐生菌;如瓶中水样产生黑色或棕色沉淀,或水样状态变为澄清,则证明水样中含有铁细菌。
2 结果与讨论
根据《化学分析中不确定度的评估指南》,通过计算不确定度来确认细菌总量波动范围,本文使用Bottom-up 方法计算不确定度,这种方法在细菌检测方面已有很多应用。王悦对生活饮用水中的细菌总数进行判定,将细菌在平皿中培养计算菌落总数,忽略其他原因,主要考虑重复测定产生的不确定度[3]。施建兵用同样方法计算细菌总数,从稀释过程和重复测定误差两方面计算产生的不确定度[4]。综合以上文献,使用平皿计数法计算水中的菌落总数,主要考虑重复测定产生的不确定度以及不能用统计方法测定的不确定度,即从A类和B类两类不确定度来分析三种细菌检测的不确定度。
2.1 A类不确定度的计算
在对三种细菌的检测过程中,会因为重复测定引入不确定度,即A类不确定度,这是测定过程中主要的不确定度分量。用绝迹稀释法[5]对21组硫酸还原菌的菌量进行测定,由于测定数据较大,将菌量换算成对数值分析。
硫酸盐还原菌不确定度分量的计算结果见表1。

表1 硫酸盐还原菌不确定度分量的计算Tab.1 Calculation of uncertainty components of sulfate reducing bacteria
计算菌量对数的平均值,计算式为

式中:X 为菌量,mL-1;Xi为每次核查时的菌量,mL-1。
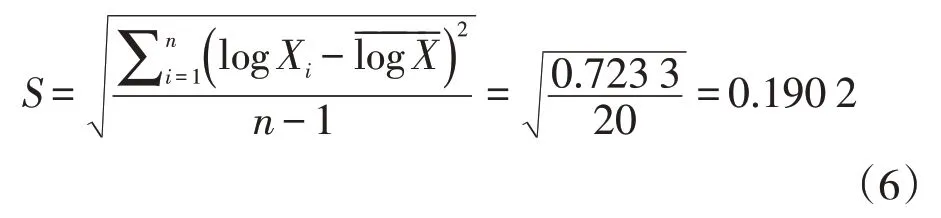
根据贝塞尔公式,得到标准偏差S。

式中:S 为标准偏差;n 为核查次数。
计算算术平均值的不确定度,得到A 类不确定度。

式中:uA为A类不确定度。
所有菌落数的平均值:A平均=229 mL-1。
相对标准不确定度为

式中:uA,rel为A类相对不确定度;A平均为菌落数的平均值。
腐生菌不确定度分量的计算结果见表2。
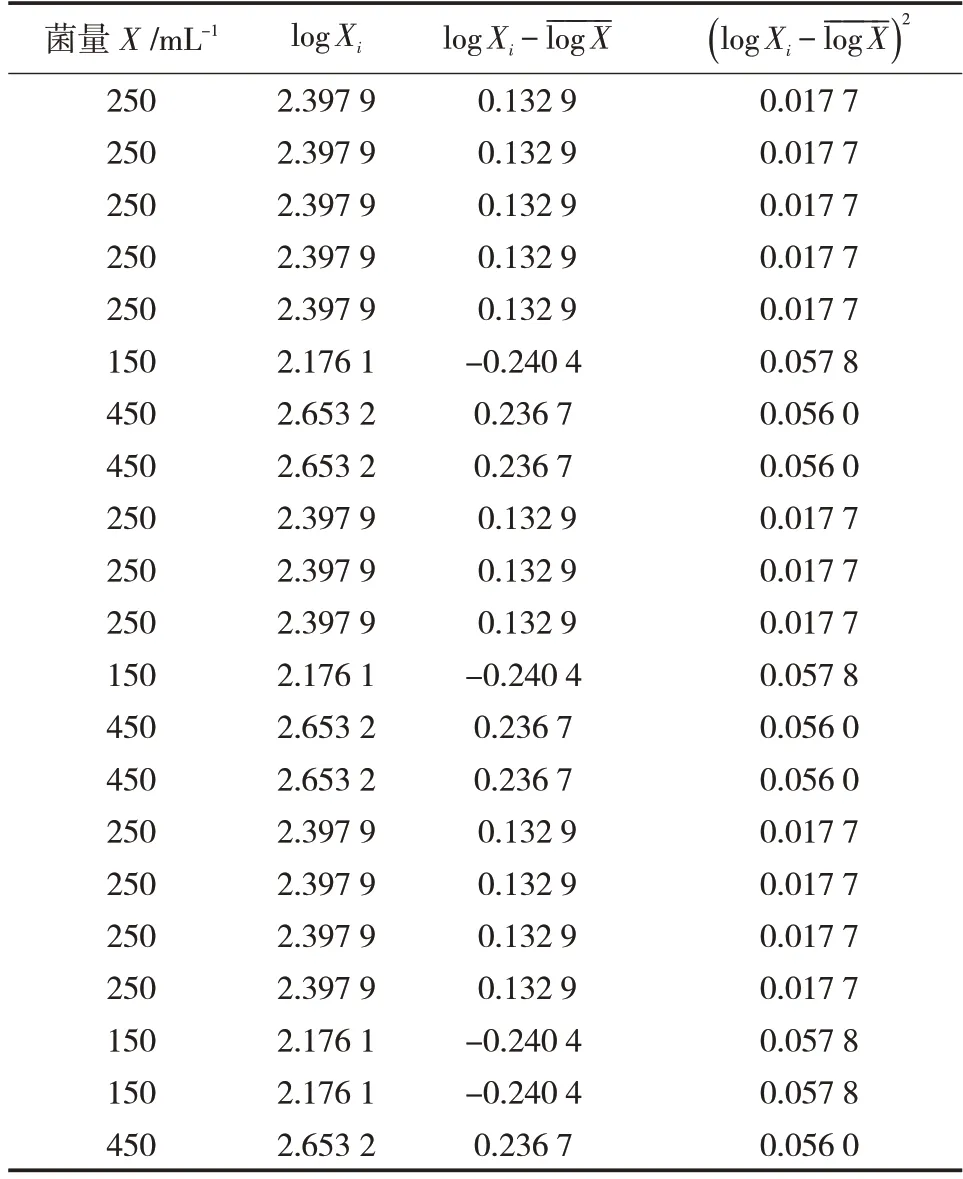
表2 腐生菌不确定度分量的计算Tab.2 Calculation of uncertainty components of saprophytic bacteria
计算菌量对数的平均值,计算式为

式中:X 为菌量,mL-1;Xi为每次核查时的菌量,mL-1。
根据贝塞尔公式,得到标准偏差S。
式中:S 为标准偏差;n 为核查次数。
计算算术平均值的不确定度,得到A 类不确定度。

式中:uA为A类不确定度。
所有菌落数的平均值:A平均=279 mL-1。
相对标准不确定度为

式中:uA,rel为A类相对不确定度;A平均为菌落数的平均值。
铁细菌不确定度分量的计算结果见表3。

表3 铁细菌不确定度分量的计算Tab.3 Calculation of uncertainty components of iron bacteria
计算菌量对数的平均值,计算式为

式中:X 为菌量,mL-1;Xi为每次核查时的菌量,mL-1。
根据贝塞尔公式,得到标准偏差S。

式中:S 为标准偏差;n 为核查次数。
计算算术平均值的不确定度,得到A 类不确定度。

式中:uA为A类不确定度。
所有菌落数的平均值:A平均=793 mL-1。
相对标准不确定度为

式中:uA,rel为A类相对不确定度;A平均为菌落数的平均值。
2.2 B类不确定度的计算
B类不确定度是不能用统计方法计算的不确定度,包括稀释的不确定度、样品质量的不确定度、温度的不确定度等。在20 ℃时,塑料的膨胀系数为8×10-6,注射器受温度影响产生的不确定度为

式中:urel为温度产生的相对不确定度。
由于注射器受温度影响产生的不确定度为4.62×10-6,远远小于其他环节产生的不确定度,故可以忽略不计。
由于稀释样品采用无菌注射器,每次均吸取1 mL 水样,水样体积较小,容易产生误差,而无菌注射器本身产生的误差不能通过重复测定加以避免。B类不确定度都是因为注射器引起,因此三种细菌的B类不确定度相同。实验过程从编号为1的瓶子稀释直到无菌种出现,本实验共稀释7次。因此可以用贝塞尔公式计算其不确定度。1 mL 的一次性使用无菌注射器厂家提供不确定度为±0.007,则由无菌注射器产生的不确定度为

式中:uB为B 类不确定度;uB,rel为B 类相对不确定度。
本检测方法B 类不确定度主要由稀释环节产生,其他环节产生的不确定度较小,可以忽略,所以只考虑稀释环节的不确定度。
2.3 合成不确定度与扩展不确定度的计算
(1)硫酸还原菌的合成与扩展不确定度。计算1 mL 的一次性使用无菌注射器引入的相对不确定度为0.001 5,硫酸还原菌的相对不确定度为1.71×10-4,将两者的相对不确定度进行合成,相对合成不确定度为

式中:uA,rel为A 类相对不确定度;uB,rel为B 类相对不确定度;urel为相对标准不确定度。
合成不确定度为

式中:u合成为硫酸盐还原菌细菌总数的合成不确定度;urel为相对标准不确定度;A平均为菌落数的平均值;f 为样品的稀释倍数。
当置信概率为95%时,k=2,扩展不确定度为

式中:U 为样品的扩展不确定度;k 为置信因子。
(2)腐生菌的合成与扩展不确定度。计算1 mL一次性使用无菌注射器引入的相对不确定度为0.001 5,腐生菌的相对不确定度为1.52×10-4,将两者的相对不确定度进行合成,相对合成不确定度为

式中:uA,rel为A 类相对不确定度;uB,rel为B 类相对不确定度;urel为相对标准不确定度。
合成不确定度为:

式中:u合成为腐生菌细菌总数的合成不确定度;A平均为菌落数的平均值;f 为样品的稀释倍数。
当置信概率为95%时,k=2,扩展不确定度为

式中:U 为样品的扩展不确定度;k 为置信因子。
(3)铁细菌的合成与扩展不确定度。计算1 mL 的一次性使用无菌注射器引入的相对不确定度为0.001 5,铁细菌的相对不确定度为6.14×10-5,将两者的相对不确定度进行合成,相对合成不确定度为

式中:uA,rel为A 类相对不确定度;uB,rel为B 类相对不确定度;urel为相对标准不确定度。
合成不确定度为:

式中:u合成为铁细菌细菌总数的合成不确定度;A平均为菌落数的平均值;f 为样品的稀释倍数。
当置信概率为95%时,k=2,扩展不确定度为

式中:U 为样品的扩展不确定度;k 为置信因子。
3 结论
本文采用绝迹稀释法对油田注入水中腐生菌、铁细菌和硫酸还原菌进行检测,利用Bottom-Up法计算绝迹稀释法对三种细菌检测的不确定度分别为:硫酸还原菌±4 mL-1;腐生菌±6 mL-1;铁细菌±16 mL-1。通过不确定度的计算,可对油田注水是否达标进行准确判定,并为注水前水处理消毒工艺提供了技术支持和保障。
