数控铣床柔性防松压板设计研究
2022-03-01韦江波
韦江波
(柳州职业技术学院,广西 柳州 545006)
0 引言
随着现代制造业不断发展,产品种类和形状多样化,这给数控铣床制造带来一定难度。在数控机床加工中,零件的安装和夹紧都离不开夹具,一些规则的方形、圆形零件可以使用虎钳和卡盘装夹[1],大部分的半成品零件具有不规则形状,需要压板装夹。而传统压板装夹零件时,安装调试繁琐,使用不方便。据统计,完成一个零件的加工,装夹时间约占整个加工过程的20%~ 30%,极大影响零件的加工效率。针对目前数控铣床传统夹紧零件的压板在使用过程中存在的不足进行分析:
(1)一些大型零件需要用压板才能固定零件,传统压板采用导轨滑块、螺杆螺母和压板组成,结构简单,造价低。缺点是装夹时没有统一标准[2],操作者根据经验进行装夹,容易出现压板规格型号和螺杆长度规格多、安装费时等问题,由于装夹位置不正确导致夹紧力不够的情况时有发生。
(2)传统的压板形状为长条形,当夹紧力过大的时候,易导致压板弯曲变形,严重时导致压板夹紧力不够,零件产生松动的情况。
(3)传统的压板安装方法是先将垫块放在零件底部,再安装压板;安装压板时,要找到合适高度的螺杆,螺杆高了影响加工,螺杆短了安装不了,需要一根根螺杆去比对高度后进行安装夹紧[3],这样的装夹费时费力。
针对以上传统压板在使用过程中存在的一些问题,设计了一种柔性防松压板,将零件在装夹过程中使用的垫块、压板模块、支撑座三个模块组合成一个系统模块,安装一步到位,解决传统压板与垫块、支撑座组合的问题,极大缩短装夹时间,提高工作效率[4]。
1 柔性防松压板的结构设计
柔性防松压板由垫块、压板模块、支撑座三个模块组合而成,如图1、图2、图3、图4 所示,由垫块1、T形连接件2、压紧螺杆3、圆形压板4、套筒顶盖5、套筒6、圆柱螺旋弹簧7、环形导向螺母8、圆柱销9、圆环10、环形底板11、滑块12、支撑螺杆13、四方固定螺母14、圆形螺杆15、螺纹推块16、支撑底座17、T形件18 个部件组成。各组成结构之间的相互连接关系如下:
(1)垫块形状如图1 所示,垫块1 采用圆柱形设计结构,垫块的上表面和下表面有平面度和平行度要求,平面精度≤0.01 mm,平行度精度≤0.01 mm。垫块1 侧面镶嵌有T 形连接件2,垫块1 与T 形连接件2之间采用焊接固定。
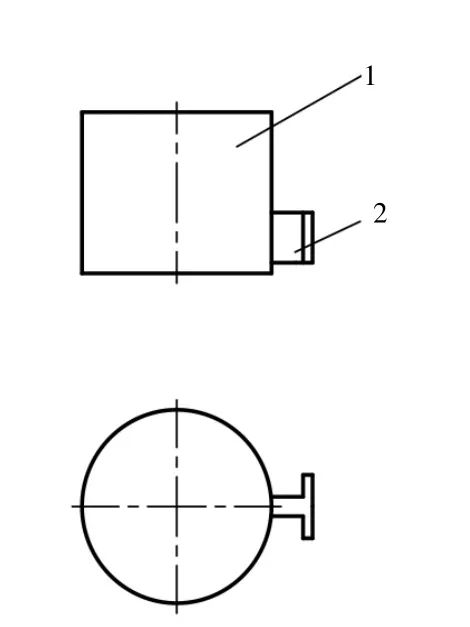
图1 垫块示意图
(2)压板模块形状如图2 所示,压板模块顶部的六角压紧螺杆3 穿过圆形压板4,压紧螺杆3 与圆形压板4 中间孔之间采用间隙配合,间隙尺寸在1~2 mm 之间。压紧螺杆3 同样穿过套筒顶盖5,压紧螺杆3 与套筒顶盖5 采用间隙配合,间隙的尺寸也是在1~2 mm 之间。压紧螺杆3 在穿过套筒顶盖5 下端后,压紧螺杆3 上装入圆柱螺旋弹簧7,在压紧螺杆3 下端旋入环形导向螺母8,将圆柱螺旋弹簧7 限制在套筒顶盖5 与环形导向螺母8 之间。在压紧螺杆3 底部侧面开有孔,将圆柱销9 打入孔内,圆柱销9 的作用是对环形导向螺母8 起到限位的作用。圆形压板4 形状采用圆环形设计,外圆处做倒斜角处理。圆形压板4 的底部为基准面,平面度误差精度≤0.03 mm,同时圆形压板4 的底部基准面与中间孔的中心线之间保持垂直。下面的套筒顶盖5 上均布的开有4 个沉孔,套筒6 之上均布有4 个螺纹孔,套筒顶盖5 与套筒6之间采用4 颗内六角圆柱螺钉固定连接。套筒6 的侧面开有两个对称槽,环形导向螺母8 形状如图2 中剖视图所示,环形导向螺母8 的两端伸出部分采用圆柱形设计,伸出的圆柱部分刚好放入套筒6 侧面的槽内。在套筒6 下端放入圆环10,圆环10 与套筒套筒6下端侧面采用间隙配合,圆环10 可以自由的绕套筒6 圆周旋转,在圆环10 上开有T 形槽,形状和垫块上T 形连接件形状吻合。在套筒6 底部侧面镶嵌环形底板11,环形底板11 与套筒6 之间采用焊接固定,环形底板11 的作用是防止圆环10 的掉落,起到限制作用。套筒6 的底部与滑块12 采用2 颗内六角圆柱螺钉固定连接。
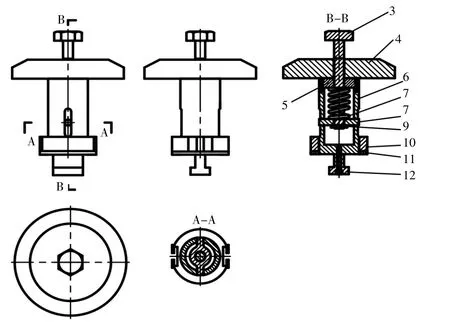
图2 压板模块示意图
支撑座形状如图3 所示,支撑螺杆13 的顶面为基准面,顶面与下端圆柱螺纹轴中心线保持垂直,支撑螺杆13 与支撑底座17 之间采用螺纹连接,支撑底座17 形状采用圆柱形设计,底面为基准,底面与中间孔的中心线保持垂直,当支撑螺杆13 圆周转动时,支撑螺杆13 顶面可水平实现上下移动。在支撑底座17上端侧面开有四方槽,在四方槽的外侧放入四方固定螺母14,四方固定螺母14 与支撑底座17 上端侧面开有四方槽侧面采用焊接固定。圆形螺杆15 与四方固定螺母14 螺纹配合使用,圆形螺杆15 前端设计成圆柱T 形,并与螺纹推块16 一端的T 形凹槽配合,螺纹推块16 另外一端设计与支撑底座17 中间内螺纹孔相同的螺纹齿形,旋转圆形螺杆15 可带动螺纹推块16 移动,推动螺纹推块16 前端的螺纹齿形移动,并嵌入到支撑螺杆13 上的外螺纹内径处(图3 中DD 剖视),起到防松的效果。
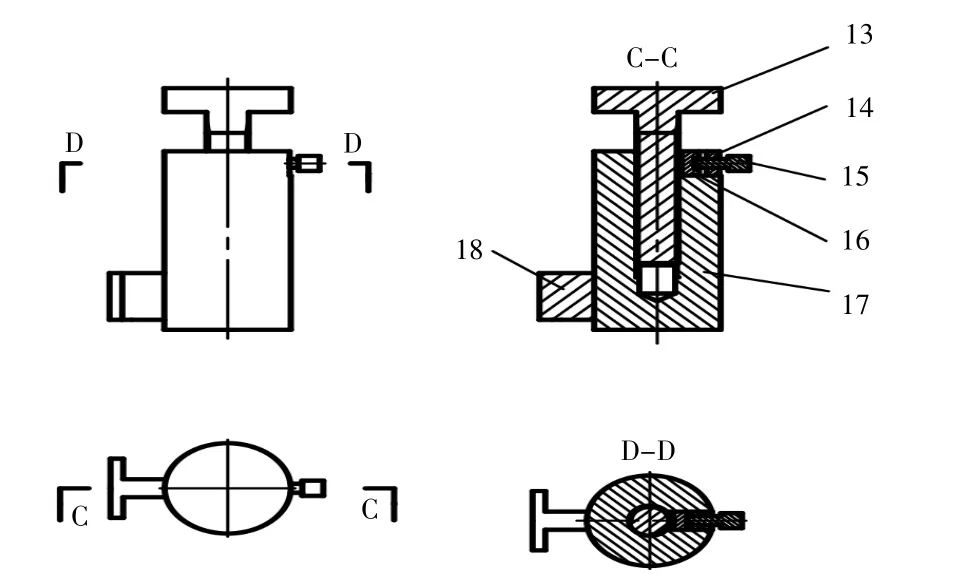
图3 支撑座示意图
2 柔性防松压板的实施
柔性防松压板的实施方式:在装夹零件前,先测量被装夹零件的大小,在现有机床工作台上,合理的布局垫块[5]。本实施方案采用四方体零件作为安装示范如图4 所示。
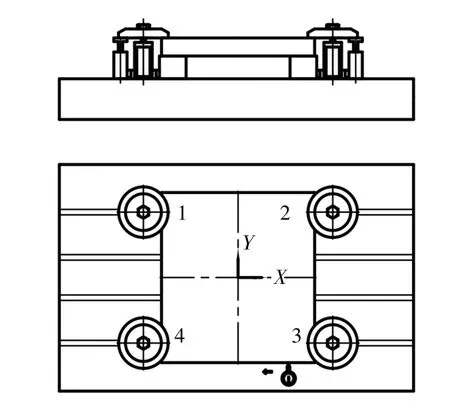
图4 柔性防松压板装夹零件图
在四方形零件四个角的区域放置四个垫块,在放置垫块时,应放置在导向槽上或导向槽旁,垫块1 的底面接触机床导轨,垫块1 顶面与零件接触,并靠近零件的边缘处。垫块上的T 形连接件2 露出零件外侧,方向应朝向导轨导向槽外侧,或垂直于零件边缘。将四方体零件放置在垫块上,调整好方向后,将压板模块上的滑块12 嵌入机床导轨上的导向槽,移动到靠近垫块上的T 形连接件2 处,调整支撑座支撑螺杆13 高度,圆周旋钮支撑螺杆13,使支撑螺杆13 顶面与零件上表面平齐。旋钮圆形螺杆15,移动螺纹推块16 外侧螺纹与支撑螺杆13 的螺纹内侧贴合(无间隙),这时支撑螺杆13 无法旋转上下移动,起到锁紧防松的目的如图5 所示。将支撑座放在压板模块的后端,把压板模块上的圆环10 向上抬起,移动并对准压块上的T 形连接件2 和支撑座上的T 形件18 对齐,放下圆环10,这时垫块、压板模块、支撑座组合为一个整体如图5 所示,采用相同的步骤操作其他3 个柔性防松压板。

图5 柔性防松压板组合示意图
这时压板模块上的圆形压板4 底面一侧压在零件边缘上,另外一侧压在支撑座支撑螺杆13 顶面上。调整好位置后如图6 所示,使用配套的外六角扳手将柔性防松压板3 位置上的压紧螺杆3 预紧,用百分表表头接触零件Y的负方向侧面上,操作机床沿着X轴移动给零件位置打水平,打好水平后,使用配套的外六角扳手将柔性防松压板4 位置上的压紧螺杆3预紧,再打一次水平,确认水平后,如图4 依次将柔性防松压板按3-4-1-2 的顺序将压紧螺杆3 扭紧,在旋钮过程中,环形导向螺母8 会向上移动,当上升到套筒6 侧面导向槽的顶部时停止移动,在继续旋钮压紧螺杆3 直至锁紧。锁紧后在压板模块产生双压力:压紧螺杆3 对圆形压板4 螺纹压紧力和圆柱螺旋弹簧7 对环形导向螺母8 向下的弹簧力。这样既能保证零件锁紧,同时也起到防松的作用。

图6 支撑座防松工作图
3 柔性防松压板在结构上的优化及其带来的优势
为了确保柔性压板在数控铣床上安装零件后,机床铣削、钻孔、镗孔、攻螺纹等工序的平稳运行,零件在受力后不会因振动产生松动,保证压板在反复装夹过程中依然能够定位精度,承受的挤压变形强度,柔性防松压板在结构上做了一些改进和优化,具体如下:
(1)压紧螺杆3 对圆形压板4 螺纹压紧力,圆柱螺旋弹簧7 对环形导向螺母8 产生向下压的弹簧力,锁紧后在压板模块产生双压力,起到防松作用的同时,保证了足够的夹紧力。
(2)传统压板螺杆长度要根据零件高度来选择,零件高度越高,螺杆越长,因此传统的压板安装要配一个系列高度的螺杆,成本较高。而柔性防松压板螺帽在顶部,向套筒6 内伸长,高度自动调节,相对于传统的压板更具柔性。
(3)压板模块从底部的滑块12 到顶部的压紧螺杆3 采用整体设计,使用时候一气呵成。滑块12 采用螺钉固定,根据不同规格的数控机床导轨滑槽宽度,更换相应的滑块12。
(4)圆形压板4 采用圆环体形状设计,相对于传统的长方体形状抗压、抗弯性、耐久性表现更优异,在安装时不用调整角度,装夹更方便快捷。
(5)支撑座上的支撑螺杆13 通过旋钮可以调整高度,预防在加工过程中因振动而导致压紧螺杆3 的松动,因此在支撑底座17 侧面上安装了四方固定螺母14、圆形螺杆15、螺纹推块16 组成的防松装置。
(6)柔性防松压板由垫块、压板模块、支撑座三个模块为一个整体,采用圆环10 上的T 形槽连接,保证垫块与支撑座之间连成一条直线,确保受力均匀。
4 结语
柔性防松压板从结构上,打破传统的压板散乱的安装模式,在结构上分为了垫块、压板模块、支撑座三个模块的组合,可根据零件的形状大小来调整垫块的高低如图7 所示。使用柔性防松压板在安装不规则零件时,要先考虑基准的定位和基准面的选择,在保证压板不影响加工区域的情况下,尽可能通过改变垫块高低来装夹零件,压板模块和支撑座模块根据压紧部位进行高低调节,这样的设计整体感强,操作更有针对性,且易上手,在保证零件基准坐标不变和夹紧牢固的情况下,解决了传统压板类夹具安装繁琐的问题,缩短了安装时间,提高了数控铣床的加工效率。
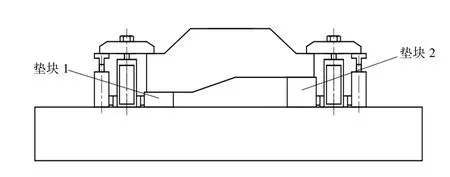
图7 不规则零件的安装图
