表面激光熔覆对体育器材硬度的改善
2022-03-01邢艳丽江文奇井文华
邢艳丽,江文奇,井文华
(衡水学院,河北 衡水 053000)
1 引 言
市场上大多数体育器材都是金属材料,其中包括钢、铝合金、镁合金和钛合金。由于体育器材经常被许多人反复使用,其耐磨性一直是一个重要的指标,要提高运动装备的质量,就必须提高运动装备的硬度,并利用激光熔覆技术对其进行添加涂层,增强器材硬度[1]。
激光熔覆是一个极其复杂的过程,熔池中含有少量的高温化学冶金。激光涂层质量受工艺条件的影响。对激光熔覆的研究主要集中在单个涂层的性能上,然而,对于激光多层膜的研究却很少。随着激光制版技术在生产中的逐步应用,迫切需要多层和大面积的表面镀膜。对激光涂层的质量有决定性的影响[2-4]。
本文从以下三个方面考察了激光涂层对运动装备硬度的改善:
(1)通过激光熔覆316L涂层和316L+Al2O3多层熔覆的方法,在体育器材表面制备了与基体结合良好的涂料,然后根据其结果对器材硬度影响进行了研究;
(2)对层间停光时间与熔覆层数对熔覆层硬度与组织的影响进行了研究;
(3)研究激光扫描速度对涂层宏观形貌、相组成、显微组织、成分和硬度分布的影响。
2 激光熔覆316L涂层和316L+Al2O3复合涂层下硬度分析
2.1 材料及其方法
在实际模拟实验中,运动器材的基本材料为碳钢,其中器材化学成分为wt(%)为:0.21C、0.48Mn、0.24Si、0.007P、0.004S,余量Fe。
正式试验之前,将基材划分为15 mm×15 mm×16 mm的小正方形,然后用砂纸打磨,然后用酒精和丙酮清洗,并保证基材干燥性[5]。
将熔覆基材的粒度设置为300,其中复合涂层不锈钢粉末的化学成分wt(%)为:0.02C、0.18Mn、0.74Si、0.005P、0.006S、2.2Mo、13.2Ni、17.2Cr以及少量的Fe。
复合粉末的组成包括316L+4 %Al2O3、316L+6 %Al2O3、316L+8 %Al2O3以及316L+10 %Al2O3,应用多功能固体激光机对体育器材的基材进行涂层。混合后的复合粉末在基材表面进行表面处理,并干燥。激光脉冲宽度最小为0.15 mm,激光脉冲宽度为15 mm[6]。
用扫描电镜观察镀层的横截面形貌和表面形貌。采用X射线衍射对层相进行分析,扫描平面为20°~80°。在0.05 mm的距离处用数字硬度计测量显微强度,取三个点的平均值;摩擦磨损试验在环块摩擦磨损试验机上进行,并用磨损量和磨损形貌来评价熔覆层的耐磨性。
2.2 结果分析
图1为316L+4 %Al2O3,激光熔覆层的X射线衍射分析结果。可以看到,该层主要由(111)晶相和(200)真晶相和(200)晶相和(211)晶面的γ奥氏体相铁素体相组成。其主要原因是基体与体育器材基体激光涂层覆盖的复合层之间的相互溶解,基体材料中的部分铁素体封闭[7-9]。XRD衍射图谱如图1所示。

图1 XRD衍射图谱
图1显示了一个不同的比率316L+Al2O3,激光熔覆层的显微硬度分布。可以看出,随着距熔覆层表面距离的增加,316L熔覆层和316L+Al2O3激光涂层的硬度会随着表面距离提升而降低,令316L+Al2O3复合镀层的显微硬度高于316L镀层。另外,用复合镀层Al2O3随着含量的增加,熔覆层的硬度先增加后降低。
根据上述分析可以得知,熔覆过程中反复添加Al2O3,即可从根本上提升器材表面涂层的硬度。尽管会提升硬度,但也需要保证添加的Al2O3为适当的量,因为Al2O3含量太高,硬度会降低。重要的是添加Al2O3,可以在熔融过程中加入粗颗粒,阻碍粗颗粒在熔融过程中的生长,防止涂层中细颗粒的形成。这里的微波硬度也很高。但是,当三氧化二铝含量超过8 %时,三氧化二铝与316L粉末的相容性较差,熔覆层的成形性降低,氧化铝粉末颗粒的团聚程度增加,分散强化效果降低,熔覆层显微硬度降低。不同分组的硬度变化曲线如图2所示。

图2 不同分组的硬度变化曲线
利用能谱仪对激光熔覆涂层结构观察,可以详细得出微观结构,其中涂层结构成分分析结果如表1所示。由于能谱仪对C、B成分不敏感,所以本文给出Fe、Ni、Cr、Si的详细分析,并给出相对应的分布特征:非搭接区的枝晶主干和小块物中Ni的含量低于其在交界区的平均分布,在搭接区颗粒中Ni的含量减少,Fe的含量则对应增大;非搭接区的枝晶主干和小块物中的含Si量接近Si在交界区的平均分布,而搭接区的颗粒中Si的含量明显降低;较大的颗粒物中富含Cr;Si的分布不均匀,存在显著的偏析。

表1 激光熔覆层不同区域EDS分析
这一结果表明,当重叠区加热,低熔点含镍硅化物进一步溶解在奥氏体中时,纵向枝晶共晶的显微组织发生变化。而Cr和Si的化合物由于熔点高,且在奥氏体中的溶解度很小,故以颗粒状均匀弥散分布于基体上。
对于基体而言,磨损量为0.0122 g,316L不锈钢熔覆层的磨损量为0.0086 g,316L+4 %Al2O3、316L+6 %Al2O3、316L+8 %Al2O3和316L+10 %Al2O3熔覆层的磨损量分别为0.0012、0.0009、0.0014和0.0023 g。磨损量从大至小的顺序为:基体>不锈钢熔覆层>316L+10 %Al2O3熔覆层>316L+8 %Al2O3熔覆层>316L+4 %Al2O3熔覆层>316L+6 %Al2O3熔覆层。
随着熔覆层中Al2O3含量的增加,复合镀层的磨损量先减小后增大,当氧化铝含量为6 %时,磨损量最小,即可看出可以令体育器材表面熔覆层的硬度更加稳定。由此可见,316L+Al2O3复合熔覆层的磨损失重量小于体育器械基材和316L熔覆层[10-12]。
3 基于熔覆层数和层间停光时间的硬度分析
3.1 试验材料及方法
熔覆过程中,所引用的激光器功率为3.5 kW,并将光斑直径设置为4 mm,其中激光扫描速度为180 mm/min。由于熔覆涂层过程中,金属粉末与空气接触,会导致氧化等化学变化。所以整个过程中采用Ar作为保护气体。
实验中分别准备两组不同的试样,一组5个,1~5层试样。共有两组样品,每组5个样品,1~5层样品就绪,采用21000数字显微硬度计,沿涂层厚度方向(相邻硬度测点之间的距离为0.12 mm测量每层涂层的硬度,载荷质量为200 g,这样计算所有相同涂层硬度测试点的显微硬度之和,便可获取出对应涂层硬度的平均数,即标准涂层硬度[13-15]。层间停光时间分别为4 min和2 s通过金相检验,观察了涂层的显微组织。

图3 不同分组熔覆层和基材的硬度磨损量
3.2 结果分析
实验在5个基片上进行了1~5层激光涂层。在垂直激光扫描方向获得了金属化样品,图4显示了用金相显微镜观察到的四层涂层的微观结构,从图中可以看出多层熔覆结构的变化和单层变化基本相似,从基本材料到体育器材表面涂层,都有扁平晶体、柱状晶体和均匀的晶粒。然而,激光涂层层间的扁平晶体较薄,尤其是层数较多时。

图4 多层熔覆层组织
这是因为前一层在第二次激光加工过程中没有完全冷却,虽然两层涂层交叉处的温度梯度凝固速率之比较大,但不足以形成完整的平面晶体。温度梯度越小,平板晶体越薄,甚至完全脱离。图4显示在熔覆层的交叉处有一个不连续的白色晶体结构,这是因为在第二次激光涂层过程中,第一次涂层的顶部被激光熔化,而第一次涂层没有完全冷却。虽然第一层和第二层之间的连接非常大,但不足以形成一个扁平晶体。
3.3 熔覆层交界处的硬度变化及其原因
图5显示第一层和第二层涂层的显微硬度分布曲线和区域变化模式。从5(a)可以观察到,以界面为基准线,硬度随涂层向第二涂层的距离增加而增加;沿第一涂层方向,硬度随涂层距离的增加而降低。
从图5(b)的角度可以看出,由于激光涂层的第二涂层,第一涂层具有三个区域,所以第二激光涂层工艺整合了,第一层涂层和第二层涂层中的处理区域,并且快速熔化和凝固的过程中同时植根处理,除了基体材料的稀释因子外,涂层相当于单层激光涂层。
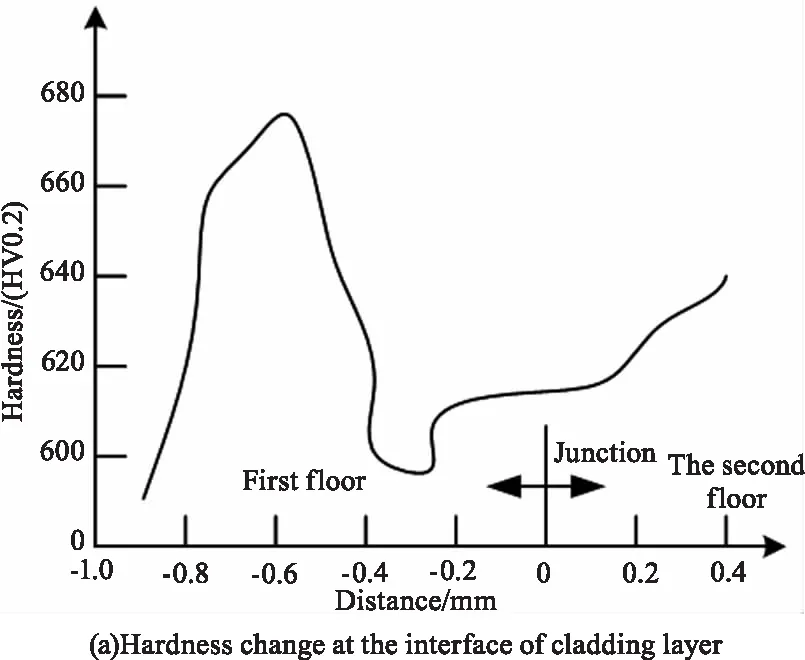
关于第一层涂层中的第二阻尼区,因为它最初是一种激光阻尼设计,并且在进行第二层激光涂层之后,第二层涂层实行激光灭火,即二次抑制。由于它也是一种激光抑制结构,因此它的硬度更高。对于一层回火区域进行第二层激光熔覆时,传导过来的热量不足以使其淬火,而只能使其回火,所以硬度将有所下降。改变第二层和第三层的硬度,第三层和第四层,第四层和第五层的原理类似。
3.3 各层的平均硬度和总体平均硬度变化
在制备下一涂层时,涂层基本上是冷却的,并且制备的涂层已经硬化(除了与下一涂层相邻的区域,此处存在熔化和抑制)。因此,在多层激光涂层中,紧邻下一涂层的前涂层获得更高的硬化温度和更快的硬化还原。激光涂层的总层数越多,涂层在基体附近硬化的时间越长,涂层的硬度下降得越快,但下降速度则相反。随着涂层层数的增加,整个试样的平均硬度降低得越多。
停止激光涂层至2层后,随着涂层的增大,试样的平均硬度迅速降低。这是因为最后一层涂层的冷却速度和凝固速度降低,因为激光涂层作为高温基体,导致平均硬度下降。此外在层间光照时间较长的情况下,靠近基体的涂层硬度低于远离基体的涂层硬度,但当层间光短暂停止时,情况完全相反。结果光在涂层间停留的时间很短,涂层中残留的热量不可能随时间而分散。后涂层的硬化温度越高,平衡凝固组织的后一涂层组织越接近,因此硬度较低,导致靠近基材的涂层硬度高于远离基体的涂层。
4 扫描速度对激光熔覆层组织和硬度的影响
4.1 扫描速度对熔覆层显微组织的影响
图6显示了激光在不同扫描速度下,涂层横截面结构的金相图像。随着扫描速度的增加,涂层逐渐减少。在激光工作电流设定和扫描点直径确定后,扫描速度在很大程度上反映了光束的能量效应。扫描速度越高,相互作用时间越短,注入材料的能量越少,圆层厚度越低。激光熔覆层由储存区、键合区和热影响区三个区域组成,在低速扫描过程中,该层的结晶层自下而上为胞状枝晶区和靠近表层的平衡胞区,如图6(a)、(b)所示;在高速扫描过程中,晶体形态为结晶区、枝晶区和与表层附近的枝晶区相等的枝晶区如图6(c)、(d)所示。在光学显微镜下,可以看出,在层与基板之间的结合区域存在没有可见结构特征的白色光带,表明了该结构的结构特征。另外,随着扫描速度的提高,涂层微观结构的不均匀性也随之增加。
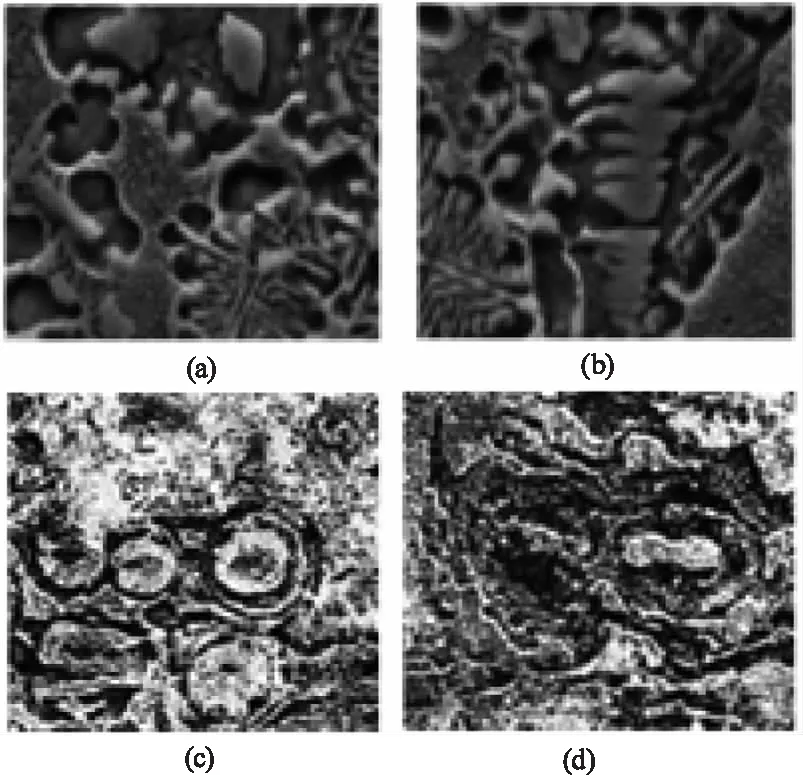
图6 不同扫描速度下激光熔覆截面组织
4.2 扫描速度对熔覆层硬度的影响
4个样品熔覆层平均成分如表2所示。可见随扫描速度的增大,熔覆层的厚度减小,导致熔覆层的稀释率减小,故随扫描速度的增大,熔覆层中平均Si含量有上升的趋势。熔覆样品中枝晶和枝晶间Si含量略有差别,枝晶中的Si含量高于枝晶间组织的Si含量。结合区的Si含量低于熔覆区,高于基体,是基体材料和熔覆材料的混凝区。

表2 激光熔覆层区域成分
图7显示了不同扫描速度下熔覆层的显微硬度分布曲线。扫描速度的增加,提高了镀层的硬度和界面的硬度。这一现象符合激光封装后晶体的传热和冷却的一般规律。界面结合区和加热区的最大硬度略高于基体。显微硬度的增加主要是由于溶液的存在,它强化了层中元素的作用,并且随着扫描速度的增加,细晶粒放大效应越来越明显。
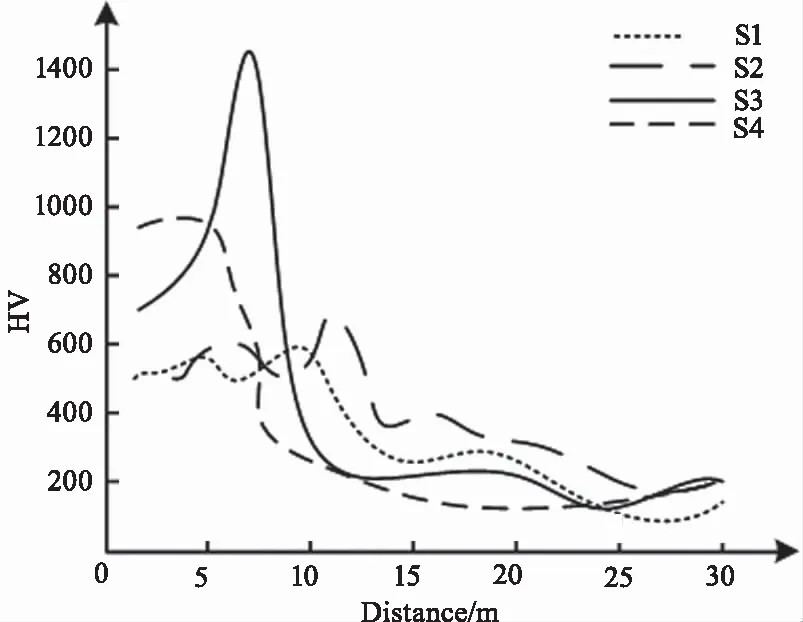
图7 不同扫描速度对熔覆层硬度影响分布
5 结 论
在实验条件下,两个熔覆层界面处的硬度变化规律为:以界面为基准线,随着距第二熔覆层距离的增加,硬度逐渐增加;随着距第一熔覆层距离的增加,硬度逐渐降低后,再通过增大扫描速度,提高镀层的硬度和界面的硬度。将上述规律应用在体育器材硬度改善过程中,能够提升体育器材的硬度。
