CFRP加工表面粗糙度对力学性能的影响
2022-02-25范文涛陈燕陈逸佳谢松峰
范文涛,陈燕,陈逸佳,谢松峰
(南京航空航天大学 江苏省精密与微细制造技术重点实验室,江苏 南京 210016)
0 引言
碳纤维增强树脂基复合材料(carbon fiber reinforced polymer, CFRP)以其高比强度、高比模量、耐腐蚀、轻质和抗疲劳等优良特性在航空航天工业中得到广泛应用[1]。复合材料的大量使用给飞机设计和航空制造工业都带来了极具影响力的变革,各航空制造大国都在竞相提升复合材料在新一代大型飞机上的应用。复合材料在飞机结构上的用量已经成为衡量其先进性的重要指标[2-3]。为满足生产实际要求,经常需要通过铣削加工使复合材料达到尺寸及精度要求,不同的加工表面质量及表面损伤也可能会导致应力集中,使之提前发生断裂失效[4]。
GHIDOSSI P等[5]研究了碳/环氧和玻璃/环氧复合材料的加工工艺对其力学性能的影响。通过表面粗糙度测量和显微观察对加工过程进行详细的分析和评估。研究的主要结论是加工工艺在某些参数下对复合试样强度有显著影响。HADDAD M等[6]研究了由不同加工工艺(即传统刀具切削、磨料水射流加工(AWJM)、金刚石磨削(ADS)产生的缺陷及其对CFRP准静态(压缩和层间剪切)力学性能的影响,选择了不同的加工条件,以便获得具有不同表面质量的试样。结果表明:AWJM样品具有更好的抗压性能,而ADS样品具有更高的层间剪切强度,用传统刀具切削的试样具有更高的疲劳极限。机械加工工艺导致的表面粗糙度不同以及加工缺陷对力学性能的影响没有一致的规律,反而是加载方式的不同对材料力学性能的影响更为显著。此外,Ra不适用于评价复合材料的表面质量。李皓[7]通过对不同表面质量试件静载强度的试验分析,发现复合材料铣削加工会在一定程度上导致其材料拉伸和压缩强度性能降低,且压缩强度对加工损伤更为敏感;影响层厚度Δh的增加会导致较为明显的材料强度弱化。
上述研究表明,不同的机械加工条件下复合材料的力学性能会有差异。为研究加工表面粗糙度对复合材料力学性能的影响规律,避免线粗糙度Ra在表征复合材料时的不确定性,本文选用三维表面算术平均高度Sa来表征CFRP加工表面粗糙度,采用不同工艺制备的表面粗糙度大小不同的标准试样,进行拉伸性能及压缩性能测试,研究表面粗糙度的改变是否会对材料性能造成影响。
1 试验与设备
1.1 试样制备
试验采用T800型CFRP层合板作为试验材料,纤维体积含量65%。层合板的铺层方向为[(-45°/90°/45°/0°)2]s,共16层,厚度为3mm。
采用磨削和铣削两种工艺制备得到不同表面粗糙度大小的力学测试试样,其中磨削试样作为标准件。磨削试样由砂轮片切割获得,砂轮片外径300mm,内径125mm,线速度vs=1.6m/s,进给速度vw=100mm/min,径向切深ae=3mm,轴向切深ap=2mm。
铣削刀具采用金刚石涂层菱齿铣刀,为比较不同表面粗糙度对力学性能的影响,采用铣削参数为主轴转速n=6 000 r/min,进给速度分别为vf=200、400、600、800、1 000、1 200、1 400、1 600、1 800mm/min,切宽和切厚分别为刀宽与板厚,铣削的方式为逆铣,铣削加工工装如图1所示。一共可以得到9组具有不同表面粗糙度大小的试样。

图1 工装示意图
1.2 表面粗糙度检测
选用Sa来表征表面粗糙度的大小,采用Sensofar 3D光学轮廓仪对加工后的表面进行非接触式拍摄和测量,测量参数为:选用Nikon20倍镜,单个视场范围877μm×660μm,x、y轴采样间距Dx=0.645μm、Dy=0.645μm,纵向分辨率Dz=8nm,横向分辨率R1=0.31μm,数值孔径NA=0.45,拍摄3×4共12个视场拼接后裁取2mm×2mm的采样面积,就可以得到样件表面三维形貌及各点坐标,通过计算得到表面方均根高度Sa的大小。
1.3 力学强度测试
力学强度测试内容包含常用的拉伸强度测试和压缩强度测试。ASTM相关标准获取的材料性能数据在各国复合材料界都被普遍接受,因此在本文中拉伸与压缩测试标准按ASTM标准执行。分析不同表面粗糙度对CFRP力学性能退化的影响规律。力学性能测试采用ZwickRoell z100全自动电子拉力试验机,如图2所示。

图2 ZwickRoell z100全自动电子拉力试验机
拉伸性能测试标准参考ASTM D 3039-17聚合物基复合材料拉伸标准试验方法,测试试样的名义尺寸:长度l=200mm,宽度w=12mm,厚度b=3mm。依据标准CFRP多向层合板采用砂纸作为加强片,测试的试样个数不少于5件。停止试验后,需对样件的断裂形式进行观察,断裂模式符合ASTM标准的数据才有可信度。通过试验测得最大拉伸载荷Ft,拉伸强度σt计算公式如下:
(1)
压缩性能测试标准参考ADTM D6641-16,采用联合加载方法评价树脂基复合材料压缩强度特性,测试试样的名义尺寸为:长度l=140mm,宽度w=12mm,厚度b=3mm。由于采用联合加载的试验方法,试样无需加强片。测试的试样个数不少于5件。停止试验后,对样件的断裂形式进行观察,查看断裂模式是否符合ASTM标准。通过试验测得最大压缩载荷Fc,压缩强度σc计算公式如下:
(2)
为了对复合材料的力学性能进行正确的评估,需要统计每一组试验的数据,计算出测试性能的平均值、标准差和离散系数,如式(3)-式(5)所示。
(3)
(4)
(5)

为了研究CFRP加工表面粗糙度对力学性能的影响规律,以磨削试样为基准,根据材料力学性能测试结果,计算各种表面损伤下试样的力学性能退化指标αs,αs的计算方法如下:
(6)
式中:S0为CFRP砂轮片切割样件的拉伸强度、压缩强度;SD为不同表面粗糙度铣削试样的拉伸强度、压缩强度,强度单位均为MPa。
2 结果与讨论
2.1 铣削表面粗糙度结果
磨削试样的Sa仅有1.2μm,如图3所示,磨削试样的表面质量好,无明显缺陷。

图3 铣削试样表面三维形貌图
如图4所示,随着进给速度的增大,Sa先发生了一个小幅的下降,随后一直增大,当进给速度为1 800mm/min时,Sa达到了26.3μm。

图4 进给速度对表面粗糙度Sa的影响规律
图5显示的是铣削表面的三维形貌图。可以看出,当Sa较小时,表面整体高度起伏较小,也没有极端的表面“峰”或“谷”出现;但是当Sa较大时,不仅不同铺层之间的高度存在差异,且表面有连续且较深的“凹坑”和较高的“峰”。这些“凹坑”最深处可达67.5μm,“峰”最高96.9μm。这些缺陷在材料受载荷时会产生应力集中,但是复合材料基体的应变同时受到纤维以及结合界面的强度影响,需要研究因表面粗糙度改变而引起的表面缺陷是否足以影响到材料的力学强度。

图5 铣削试样表面三维形貌图
2.2 表面粗糙度对拉伸强度的影响
经过测试,磨削CFRP试样的拉伸强度为718.8MPa,拉伸模量为45.8GPa,拉伸试样的断口如图6所示,均为符合标准的断裂形式。

图6 拉伸失效试样断口图
根据测试结果,Sa为10.24μm时拉伸强度达到最大值,为708.74MPa;当Sa为12.73μm时拉伸强度最小,为656.26 MPa,比最大值下降了7.4%。本次试验材料性能离散系数在0.49%~7.58%之间,试验结果在一定范围内波动,但在ASTM D3039-17标准提供的参考范围内。因此可以认为试验结果符合要求,并无异常。
图7显示的是表面粗糙度Sa对拉伸强度退化的影响结果。可以看到CFRP层合板试样拉伸强度的离散性非常大,铣削试样的拉伸强度相较于磨削试样均发生了不同程度的退化。Sa未能对拉伸强度显现出具体的影响趋势,但是当Sa>15μm时,拉伸强度退化量总体增大。一方面,在本文中的加工条件下无论何种表面粗糙度的试样,拉伸强度退化最多的有8.67%,说明在本文的工况下并不会对拉伸强度造成急剧的退化,另一方面,复材拉伸强度自身的离散系数就偏大,对表面质量带来的小幅强度变化造成了干扰。

图7 表面粗糙度对拉伸强度的影响
2.3 表面粗糙度对压缩强度的影响
经过测试,磨削CFRP试样的压缩强度为576.7MPa,性能离散系数12.87%,断裂形式均符合标准。
压缩破坏的断口主要有横向剪切断裂和开花型劈裂两种模式,如图8所示。复合材料的横向断裂一般由于材料成分的泊松比不同以及试样上横向应变存在的不均匀分布造成,不论是哪种破坏模式,可能都伴随着一系列其他现象:纤维和基体的非弹性和非线性特性、层间应力、表面层分离、整体失稳。这些现象的不同组合可能会造成即使使用相同的材料和试验程序,也很难得到统一的失效模式或者得到较为一致的测试结果。
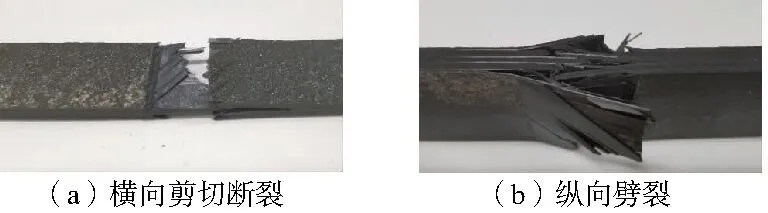
图8 压缩失效试样断口图
当Sa为4.23μm时压缩强度达到最大值,为596.31MPa;当Sa为10.24μm时压缩强度最小,为512.69 MPa,比最大值下降了14.02%。本次试验材料性能离散系数在0.38%~12.88%之间,与ASTM D6641-16标准中的结果无明显差异。因此可以认为试验结果符合要求,并无异常。

图9 表面粗糙度对压缩强度的影响
3 结语
1)表面粗糙度Sa随着进给速度在200~1 800mm/min范围内逐渐增大时,先小幅下降后持续增大。Sa较大时CFRP铣削表面有较多“凹坑”与“峰”。
2)CFRP加工表面粗糙度Sa对拉伸强度和压缩强度的影响不显著,但是当Sa>15μm时,拉伸强度退化量增加。
3)CFRP基体的性能对压缩强度影响更大,加工温度过高会损伤树脂基体,影响材料的压缩强度。
