电石生产气力输送系统氮气回收技术的研究与应用
2022-02-24彭江伟
彭江伟
(天能化工有限公司,新疆 石河子 832000)
气力输送系统因其简单便捷而非常适合应用于工厂、车间等场所的粉粒体物料的输送。该系统主要由压缩气体(通常为空气)、喂料装置、输送管道及用以分离输送气体和物料的接收等装置组成。系统几乎处于封闭状态,比较适合密闭的物料输送系统[1]。
电石炉气在干法净化阶段收集的净化灰,具有质量轻、易扬尘、高温、易自燃等特点,为减少输送过程中造成的安全性问题,天能化工有限公司目前采用密闭式气力输送技术,因安全所需,将常规空气输送,改为氮气作为气体输送介质,目前已建成两套净化灰密闭式输送装置,但因氮气消耗量较大,供气成本较高,严重影响装置开车率。针对以上问题,公司设计了氮气闭路循环系统,将输送过程中使用的氮气全部回收,通过氮气压缩机加压后循环使用,新系统生产比较稳定,利于电石炉生产操作。
1 气力输送系统氮气回收技术现状
1.1 氮气回收工艺
公司电石生产采用密闭电石炉工艺,产生的尾气中含有粉尘,行业内多采用净化装置进行回收、处置、再应用,降低了电石生产过程消耗。通过净化灰处理系统、管道输送系统、原料除尘系统等对此设施中产生的气体进行处置。此环节所产生的灰分中,钙、镁含量较高,比重相对较重,易附着在设备本体上,同时,灰分颗粒极细易自燃,流动性大。
原有净化系统灰储仓及原料气干燥过程中采用人工卸灰,卸灰不彻底,易堆积并造成堵塞,给检修工作带来极大的困难。技术人员采用倒吹、正吹、局部吹扫等方式,将整个系统进行串联清理,仍不彻底,净化壁粘灰、下灰不畅、管道堵塞等情况时有发生。特别是当灰分积聚,并且在整个系统中存在时,可能造成自燃气体的集结,为了保证系统安全稳定,公司采用氮气微正压状态,在卸灰过程中,进行间歇的氮气保护操作,输送后再吹扫,如此间歇操作。在气力输送过程中,氮气消耗量较大,制氮成本较高。为了降低电石生产成本,控制气力输送系统氮气的耗用是非常关键的技术课题,也为公司进一步提升能源的利用率打下基础。
1.2 研究内容与研究目标设计
为了研究氮气回收利用技术,公司专业技术人员设计了氮气除尘装置、氮气回收装置、氮气增压系统等,实现氮气的循环输送利用,确保气力输送系统运行正常。同时成立了现有净化密闭工艺气力输送装置研发小组,从设备选型、设计研究、技术确定等方面进行了相关设计及技术攻关,主要从氮气闭路循环系统的若干环节、氮气回收循环利用工艺等两部分进行考虑及设计。电石炉气收集系统相关工艺环节图见图1。
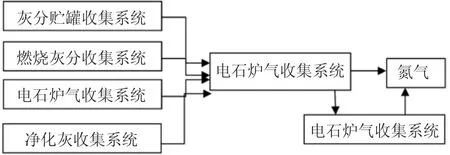
图1 电石炉气收集系统相关工艺环节图
2 关键技术的设计要点与实施
气力输送技术一般适用于输送松散且不易碎、粘附性不强、磨琢性不大、并且没有太大腐蚀性的物料。由于主要是依靠风速进行输送,物料与管壁时时接触,设备内壁及管道内侧因磨损而易造成物料局部沉积,从而堵塞管道或设备,使输送异常,生产中断。氮气闭路循环系统在设计中加大了系统的除尘与净化,在氮气的回收循环利用工艺设计中,将气压监测作为安全、节能、环保及自动实施的关键指标。
2.1 氮气闭路循环系统的工艺设计
氮气闭路循环回收系统中涉及的设备包括仓顶除尘器、二级除尘器、冷干机、压缩机、冷却器、高压贮气罐及低压贮气罐等。当氮气输送至末端工艺时,会有大量尾气产生,目前的工艺主要是通过净化灰仓顶除尘器实现料气分离,再进入二级除尘器进一步除尘净化,干净的低压氮气通过仓顶除尘器、二级除尘器、冷干机,再经氮气压缩机加压后进入输送系统循环使用。为了保证氮气闭路循环中氮气的工艺压力符合要求,将循环装置的源头设计在净化灰的收集处,因其靠近回收仓,减少了压力分散,采用并联方式将每个净化系统的氮气闭路循环装置单独成子系统,同时采用高压气体打压装置对氮气管相关设施进行串联,达到可串可并的目的,实现了公司气力输送系统压力平衡,确保稳定生产。
在每台净化灰仓配置一套氮气罐,以备氮气不足时可保持密封压力,根据净化灰仓储存量,采用气力输送对净化灰进行回收、输送、集中系统处理输送,同时控制氮气气源压力在0.45 MPa,净化灰间歇式进入贮灰仓,利用管道气力输送至烘干窑终端储灰仓。净化后的灰及原料干燥系统收集的灰分质轻且粒度小,并且需要长距离输送,将通过过滤后的灰分进入整个气力输送系统中,以氮气为动力源,将各处工艺点的净化灰送至终端,再输送至下游工段使用。
为避免在管道弯折处积灰,在这些部位安装了增压装置。在输送管道旁边加装氮气旁路,并放置透视镜检查堵塞情况,查看管线内部粘壁、集结、堵塞等相关问题。当系统内储罐料位较低、较高及低低或高高报警时,密闭输送料系统会在不同工艺条件情况下自动执行相关程序。为保证正常输送,在间断区加装了振荡器,用以鼓吹管道及振动整个系统,且每隔2.0~3.0 km,在管道水平倾角加入15°倾斜角,保证系统连续、通畅、稳定地长距离运行,避免了管道堆积,无粘附输送。
2.2 氮气回收循环利用工艺
氮气闭路循环系统通过压缩机进行增压后,后序电石密闭净化灰输送以氮气作为主要回收介质,并再次循环作业,回用至闭路输送系统。系统中3台氮气螺杆(1台变频2台工频)压缩机既可以进行串级增压,也可作为子系统进行单独回收,系统较为独立。
依据现有工况进行适时调整,氮气通过气力输送装置中的进气组件进入系统,经增压过滤冷却后进入各个系统的氮气储气罐储存,各系统工作时,打开各自系统管路对应的阀门进行密闭净化灰输送,同时压缩机根据出入口压力情况全部或者部分工作,经过滤及再次除尘后通过接收仓的布袋除尘器对灰分进行气固分离及调整,氮气最终再回收至整个大系统,进行气体贮存后,循环使用并通过压缩氮气回收至氮气回收管路,由压缩机再次增压后作为动力源进行输送。
氮气压力及持续时间指标是判断整个气力输送灰系统的重要控制参数。此部分工艺过程采用DCS控制系统进行手动或自动控制操作,可以随时切换,同时系统严格控制氮气压力,系统显示低于0.46 MPa、0.45 MPa时分级提示报警,特别是低于0.45 MPa时,会打开旁路增压管,否则将会造成系统堵塞。因整个系统输送的连续性,当压力瞬间降低时,会连续堵塞较长的输送距离。解决堵塞问题的方法除加大吹扫压力、局部振荡外,也可进行拆卸检查管路等人工操作,但会影响生产的稳定运行。当氮气压力降压延时2 s后,即刻启动旁路增压系统补充系统内压力,当系统内压力逐步升高至0.60 MPa时,会自动关闭旁路氮气管路,且设置为延时关闭大于500 s来完成通灰操作。在系统内无料时,管道内压力也会随系统内压力降至0.08 MPa,此时说明系统内无负荷,当压力远大于0.60 MPa以上,说明系统内堵塞或局部堵塞。
综上所述,系统内氮气压力必须持续大于0.45MPa的极限运行压力最低限值。在实际生产中,要准确控制氮气压力,既不能太大,造成公用系统气源生产能力浪费,也不能太小,导致气力输送流程出现异常。
2.3 其他可能遇到的技术问题
在此套系统投入使用前,现场工艺曾遇到的问题。
(1)原有系统通入压缩空气及少量空气,会使系统内产生不同程度的闪爆,存在安全隐患。加入氮气进行全系统的填充,增加了保护,提高了安全性,可以防止净化输送后的灰分接触空气而自燃。
(2)原有系统在人工操作时,无相关坡度的设置,导致系统堵塞,不易清理。
(3)原系统没有设置振荡器,易造成部分管线局部易堵塞、堆积。
(4)原系统中没有局部管段的增压设计,改造的工艺技术更接近完善,旁路的设计,特别是对压力各项启动指标的设计,使得系统更加完善可靠。
系统投运后,氮气在进入大系统中,经除尘器净化后进入风机,然后残气经检测环保达标后可以排入大气,或再经一道除尘器二次净化后再排入大气。整个氮气闭路循环输送系统及氮气回收系统中,高低压氮气的平衡是系统稳定运行的关键。而解决此问题的关键在于压缩机及除尘设施的选型与设计。根据现有工艺要求,公司设计了2台排气量均为20m3/min的压缩机组。为了保证整个系统的正常投用,需要对系统设置氮气自动补充管线及自动排放管线,从而保证净化灰料仓附近其他装置、低压储气罐等设施处于微正压,以确保整个系统的正常使用。为促进物料气力输送系统的节能,实现低投入、低消耗、低排放、高效率和安全可靠气力输送,净化灰料仓、低压储气罐等可以设计自动补气及压力检测装置,保证整个回收系统的高低压气量平衡,并在重要设备处安装压力检测和回流自整定相关仪器仪表。
以上的优化设计改造经过实践证明安全可靠,稳定流畅,为生产带来可观收益。
3 效果分析
在此项目的设计与实施过程中,净化灰收尘点多且分散,输送气体回收点设计在净化灰集中仓附近,利于氮气的收集,而收集后的氮气通过现有子系统的设计与关联系统的设计,又进行了回收与使用,将输送氮气经过除尘器降尘后收集加压,重新用于输送系统,大大降低了气力输送系统氮气消耗量,降低了输送成本。目前,整个氮气回收装置的设计使得氮气输送循环用气量达到满足现有工艺的同时,也满足了设计的氮气折损指标,达到生产要求,使气力输送系统运行率达到90%以上,实现了生产的闭环及稳定控制。
经过实践验证,该密闭工艺具有清洁、环保、安全、高效、自动化程度高等优势,管道气力输送阶段降低了各种消耗,减少了车辆倒运的损失,可实现全自动控制,降低了操作人员工作强度。
4 结语
综上所述,通过设计改造,电净化灰密闭输送及返炉焚烧综合利用项目得以顺利投运,相较于以往罐车拉运净化灰的方式,通过密闭输送可彻底杜绝净化灰在拉运过程洒落、遗漏等现象,生产厂区扬尘情况得到有效控制,工作环境得以有效改善,项目的实施完全符合《电石工业污染物排放标准》要求,项目的环保效益及社会效益显著。