四氯乙烯生产过程中精馏系统防腐蚀的研究与应用
2022-02-24周强袁永永
周强,袁永永
(宁波巨化化工科技有限公司,浙江 宁波 315200)
现阶段国内主要四氯乙烯生产企业均采用热裂解工艺生产四氯乙烯,主要反应为气相反应,温度控制在500~700℃,且反应器出口要有过量氯气存在,反应产物经冷凝、分离及分段精馏提纯处理后得到四氯乙烯产品。因反应所需原料中含有30×10-6~100×10-6的水分,在高温、过量氯气、氯化氢等生产工况下,系统中的物料具有较强的腐蚀性,生产过程中设备因氯腐蚀出现泄漏,需要定期停车维护,产生大量的检维修费用,增加了四氯乙烯生产成本,影响产品竞争力。
整个四氯乙烯生产工艺包括反应、冷凝、精馏、干燥等单元,其中反应、冷凝单元关键设备多为特材设备,抗腐蚀能力相对于精馏、干燥单元碳钢设备要高,而精馏单元在整个生产环节中十分重要,影响到整个系统的物料平衡,一旦精馏系统出现故障,就会直接影响到四氯乙烯装置产能的发挥。因此有必要采取有效措施来提升精馏系统的抗腐蚀能力,确保该系统能够连续稳定运行,保证四氯乙烯连续采出,给企业创造良好的效益。
1 精馏系统流程简介
四氯乙烯生产装置的精馏系统主要用于分离C2Cl4粗品中的Cl2、HCl、CCl4等组分,最后得到产品C2Cl4。精馏系统主要由脱轻单元和精馏单元两部分组成。脱轻单元的主要功能是脱轻塔将纯度85%左右的C2Cl4粗品(S1)先通过脱轻塔塔顶脱除CCl4、Cl2和HCl,其中(S2)CCl4通过回流槽经干燥后回收至汽化单元继续作为原料使用,而Cl2、HCl(S9)则通过回流槽气相排放至碱洗塔吸收处理,脱轻塔塔釜物料(S3)通过泵输送至精馏塔进行分离提纯。精馏单元的主要功能是将脱除Cl2、HCl、CCl4后的C2Cl4进行精馏提纯得到成品。精馏塔接收来自脱轻塔塔釜的物料,从塔顶(S4)得到纯度99.9%以上的优质C2Cl4产品,通过回流槽经碱洗干燥后送至大槽储存,塔顶少量的不凝气体、氯化氢(S10)等通过回流槽气相排放至碱洗塔吸收处理,精馏塔塔釜含杂质的C2Cl4粗品(S5)返回至前系统进行回收。其中水分和Cl2、HCl都是通过脱轻塔和精馏塔塔顶分离至尾气回收处理装置,因此腐蚀比较集中的区域为精馏塔上段、气相管、冷凝器、回流槽等。精馏系统流程示意图见图1。
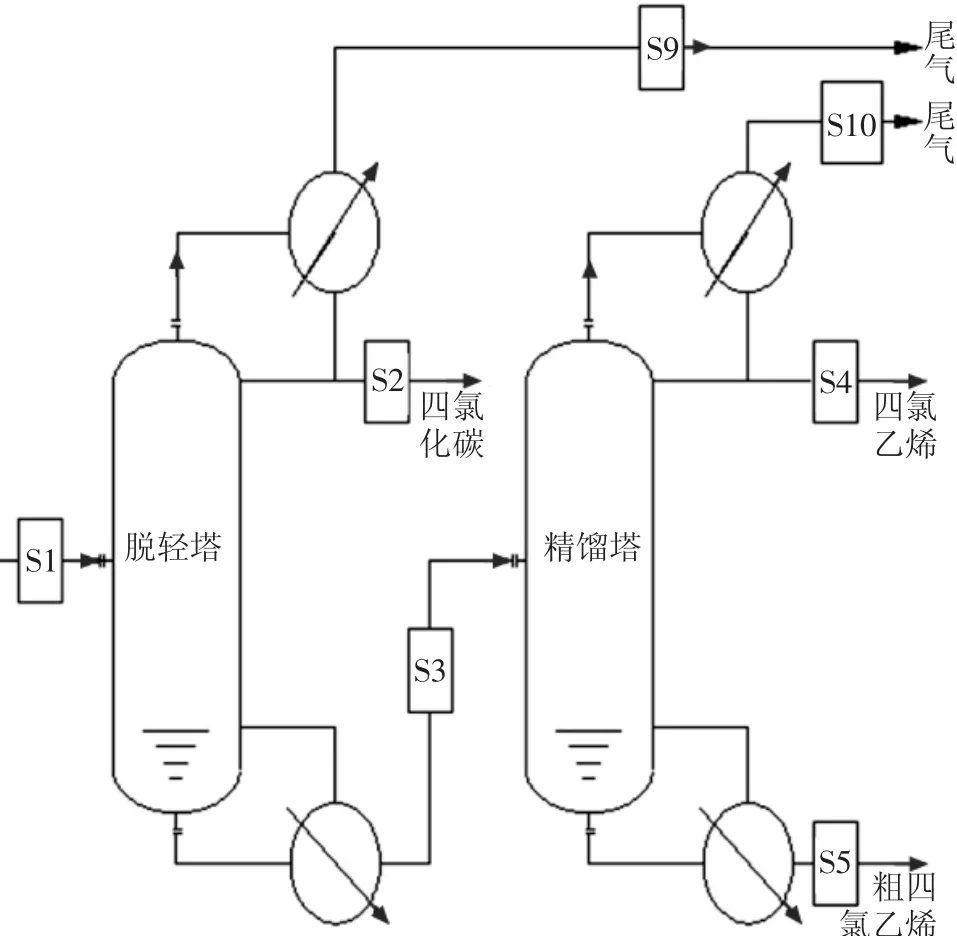
图1 精馏系统流程示意图
2 腐蚀原因分析
精馏系统的物料组成主要是约83%C2Cl4、8%CCl4、8%高沸物(C2Cl6、C4Cl6、多氯化物)和1%的Cl2、HCl,含有50×10-6~100×10-6的水分,物料pH呈强酸性。精馏系统处于高温运行环境下,酸分、水分、过热状态三者结合后腐蚀效应增强,长周期运行过程中设备和管线会出现不同程度的腐蚀而产生泄漏,影响系统稳定运行。腐蚀的主要原因包括流体腐蚀和电化学辐射[1]。流体腐蚀主要是内部介质高速运动对设备内金属部件造成长期的磨蚀,导致金属部件减薄、脆变而发生泄漏。电化学腐蚀是由于物料中的氧离子、氯离子在水分的作用下形成HCl+H2O酸性腐蚀环境,氯离子使腐蚀性增强,换热器金属材料均会在一定浓度的氯离子条件下发生电化学腐蚀。反应方程式是阳极:Fe→Fe2++2e-;阴极:H2O→H++OH-,2H++2e-→H2。阳极、阴极在金属表面的反应方程式:Fe2++2OH-→Fe(OH)2,生成保护膜:3Fe(OH)2→Fe3O4+H2+2H2O。电化学腐蚀对设备内部的连接焊缝处腐蚀尤为明显,当焊缝腐蚀减薄后无法抵抗流体的压力就形成了泄漏,冷却介质进入物料侧后造成水分急剧超标,对整个系统造成腐蚀。
通过对流程和腐蚀原因的分析,造成腐蚀的关键因素是水分。在高温、氯离子、水分3个条件中,温度和氯离子都是反应工况的要求,而水含量是可以通过外部控制来减缓腐蚀的,将水含量在源头进行控制十分关键,其次是提升设备的防腐蚀性能,最后是优化操作控制。通过采取这3方面措施,腐蚀对装置稳定运行造成的影响可以得到明显的改善。
3 精馏系统防腐蚀措施
3.1 水分的控制
系统水分的主要来源包括反应生成水分和原料自带水分,反应生成水分主要跟系统内的氧含量控制有密切关系,原料自带水分控制可分系统进行分步除水,在原料反应前进行第一步除水,然后在精馏塔进料时进行第二步除水,确保系统内水分降到最低含量。
3.1.1 系统氧含量控制
本工艺反应过程中会产生H+,如果系统内氧含量超标,反应过程中H+与O2结合会生成H2O,而H2O与反应生成的氯化氢气体结合后变成盐酸,会对设备和管线造成严重腐蚀。因此系统在开车前必须经过氮气置换并做露点合格后才能进行投料生产。装置停运后各系统都要充氮气正压保护,防止物料冷却造成负压吸入空气导致系统内氧含量超标。在系统正常运行过程中,需要在后系统间歇性排放系统内的CO2、O2及惰性气体,防止其在系统内累积。通过上述控制措施的实施,可以有效降低因氧含量超标而造成反应生成水对系统造成的腐蚀。
3.1.2 原料水分控制
改造前,装置中对原料干燥都是采用无水氯化钙干燥工艺。该工艺明显的缺点就是受接触面积、停留时间等因素制约,因此干燥效果只能维持在40×10-6~60×10-6。为了将水分进一步控制在20×10-6以下,尝试了多种新型除水技术,最后决定采用膜过滤技术,而膜过滤技术种类繁多,通过多家膜技术厂家的交流与对比试验,决定选择分子筛渗透膜。该膜作为一种新型的无机分离膜,具有高通量、高稳定性等特点。膜管中的亚纳米仅有水分子可以通过,其他分子被截留,膜管采用非对称高铝支撑体,耐高压、低内阻,可耐受强溶解性有机物。该技术投入使用后,原料中的水分可以下降至18×10-6左右,同比下降85%。分子筛渗透膜技术原理见图2,氯化钙与分子筛6组对比实验数据见图3。

图2 分子筛渗透膜技术原理
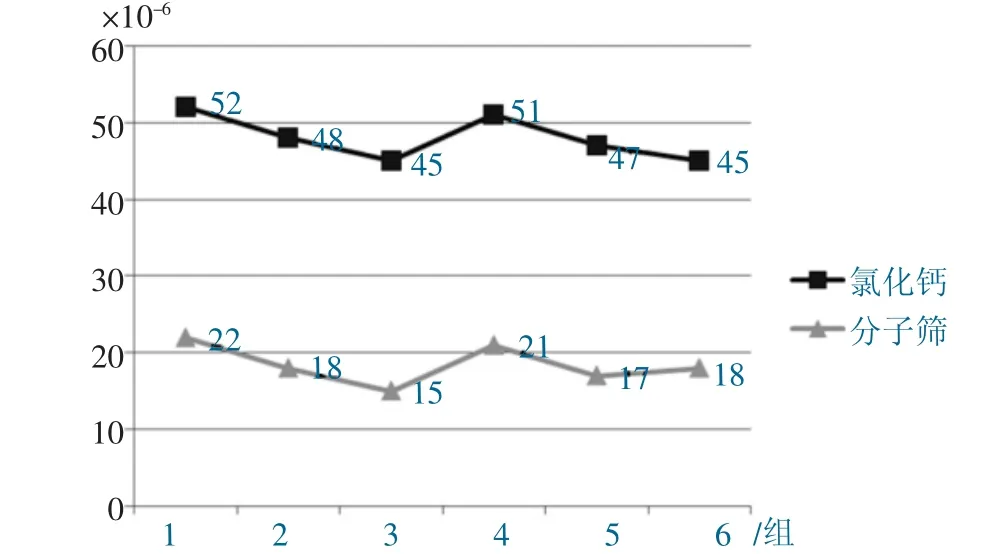
图3 氯化钙与分子筛6组对比实验数据
3.1.3 精馏塔进料水分控制
精馏塔的原料都是从反应器出口经冷凝分离而来,原料中的水分经过分子筛渗透膜除水后明显下降,但剩余的水分和反应生成的氯化氢结合导致物料的酸性增强,还是具有一定的腐蚀性。为了降低精馏塔原料的酸度和腐蚀性,设计采用锈蚀设备来主动吸收水分和氯化氢,通过在一级冷凝器和一级分离器之间增加锈蚀分离器。锈蚀分离器的主要作用是将一级冷凝器出来后的气相有机物、氯气和氯化氢等混合物与锈蚀分离器内部的锈蚀铁环进行充分接触,通过锈蚀铁环将混合物中的水分、氯化氢进行了反应,能够有效降低进入一级分离器、二级冷凝器、二级分离器中混合物中的水分及氯化氢的含量,从而降低了精馏进料原料槽内物料的酸性,达到降低腐蚀性的目的。冷凝系统增加锈蚀分离器后,一级分离器、二级冷凝器和二级分离器的检修维护频次大幅度下降,特别是二级冷凝器运行6年,每次拆检维护均无明显腐蚀迹象。反应器出口物料冷凝分离流程见图4。

图4 冷凝系统流程示意图
3.2 提升设备防腐蚀性能
产品精馏系统中再沸器和冷凝器等换热器属于系统的关键运行设备,一旦出现腐蚀泄漏,水分将大量进入精馏塔,不仅对整个设备系统造成严重腐蚀,还会影响产品产量和质量。因此,如何在设备本质安全上进行优化,提升设备防腐蚀性能显得尤为重要。
3.2.1 新型防腐蚀涂料
由于换热器工作环境的特殊性,其表面间接或直接与腐蚀性物质相接触,使换热器的腐蚀加重。为延长换热器的使用寿命,在换热器组成材料上要多选取抗腐蚀性较强的金属材料或非金属材料,导致投资费用大幅增加。在设备材质满足运行工况的前提下,通过其他比较经济的手段提升换热器设备的抗腐蚀性能,是可以深入研究的一个方向。
根据实际经验,在换热器的易腐蚀部位涂抹耐腐蚀性物质,是增强换热器抗腐蚀性的主要途径。在本系统中主要针对塔釜再沸器,在再沸器接管焊缝及管板上涂抹特SHY-99新型专业级防腐物质,使其表面形成一层耐腐蚀保护层,以降低腐蚀速率。该方法成本较低且效果明显。这种防腐物质的主要成分为高分子防蚀、改性耐热合成树脂与各种耐高温与耐腐蚀的特殊添加剂等,具有一定的耐酸、耐碱、耐有机溶剂等特殊物理性质,防腐蚀效果比较好。经过7个月的运行比较,没有使用防腐蚀涂料的换热器管板及接管焊缝的腐蚀十分明显,使用防腐涂料的换热器腐蚀较轻。
3.2.2 换热器结构优化
化工生产过程中,泄漏是管壳式换热器在运行过程中最常见的问题之一。泄漏的原因有多种,一部分是因为机械原因造成密封面或连接处螺栓松动引起泄漏,另一部分是由于介质腐蚀等因素造成换热器管程和壳程连接处发生泄漏引起不同介质串料,特别是管程或壳程一侧使用蒸汽或循环水的换热器,一旦发生泄漏没有及时发现,蒸汽或者循环水则会连续串入系统物料中,增强物料的腐蚀性,对系统运行造成严重影响。
本文介绍的精馏系统中,物料为酸性,含微量水分,具有一定的腐蚀性,在连续运行过程中换热器存在泄漏的可能,关键在于能否及时发现泄漏并采取相应措施。普通的管壳式换热器运行过程中无法查漏,一般只能等到塔顶回流槽出现水层时才去排查换热器泄漏的情况。为了在日常运行中能够对换热器进行检测,采用了双管板换热器[2]。双管板换热器主要将封头侧单层管板改成双层管板,两层管板中间为隔离腔,用于封闭相邻的内管板与外管板之间漏出的气(液)体,防止有毒气(液)体的外溢。隔离腔最高和最低处分别设置放空口和排净口,用于及时导出渗漏气(液)体,也作为日常的检查孔。换热器与管板的连接,通常外管板与换热管采用强度焊加贴胀,内管板与换热管采用强度胀接。外管板采用强度焊加贴胀的目的是通过焊接结构来保证换热管与管板连接的密封性能以及抗拉脱强度,通过贴胀来消除换热管与管孔之间间隙。内管板与换热管由于结构原因无法焊接,只能采用强度胀接来保证换热管与管板连接的密封性能及抗脱强度。设计时应注意管板与换热管须有一定的硬度差,换热管材料应低于管板的硬度HB30左右。
运行过程中应定期打开检查孔来确认管板有没有腐蚀和泄漏,即使内侧管板与接管焊缝发生腐蚀造成泄漏,可在巡检过程中第一时间发现并处理,减少水分泄漏至塔内。设备结构图见图5。
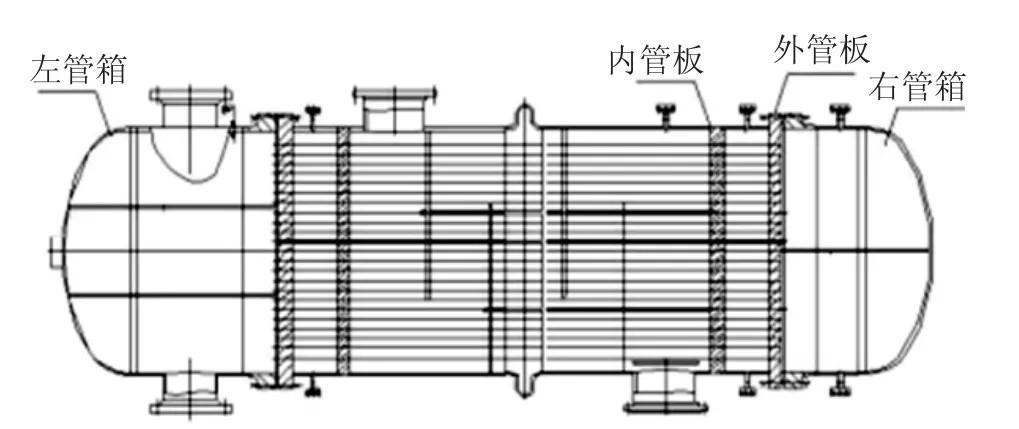
图5 双管板换热器管板示意图
3.2.3 换热器型式优化
目前精馏系统塔顶冷凝器在有腐蚀的工况中一般都采用石墨换热器,它具有耐酸腐蚀性和良好的热传导性能,密度小、重量轻,主要缺点是一旦出现泄漏很难查找,也不容易修复,而且强度相对较低,换热器的体积大。经过多次选型和试用后,最终选择了石墨浸渍PTFE换热器,来替换传统的石墨换热器,该换热器的优点除了具有耐酸腐蚀性,良好热传导性能外,主要全体对称结构,内部紧密,因而体积紧凑,重量轻。经过特殊浸渍的石墨块的抗腐蚀能力、抗热震性更高,且换热效率提升3~5倍,传统石墨换热器100 m2的设备改成石墨浸渍PTFE换热器后面积只需要约20 m2,且使用寿命更长。传统石墨换热器一般运行周期为五六年,而石墨浸渍PTFE换热器的使用周期均在10年以上,从设备更新周期和检维修费用来分析,使用新型石墨浸渍PTFE换热器既节省生产费用又安全可靠。
3.3 优化操作控制
四氯乙烯精馏系统运行过程中,沸点相对较低的“轻”组分(CCl4和C2Cl4)都是从塔顶进行分离,沸点高的“重”组分则通过塔釜进行输送,因此精馏系统塔釜运行过程中温度一般都控制在120~160℃。塔釜物料组成比较复杂,除了高沸点物质外,还会存在一些“未知物”,该类物质具有一定的黏性和特殊的“腐蚀性”,加上流体自身存在的腐蚀性,容易在塔底部和再沸器列换内部发生结焦、集聚和结垢现象,称之为腐蚀污垢[3]。
精馏系统改造前塔釜和再沸器之间采用的是热虹吸式循环蒸发,由于物料流动性不强,无法有效拦截和过滤黏性物质,导致管道及换热器列管内部结垢比较严重,运行6个月需停塔对换热器进行拆检和清洗,复位后再恢复系统运行。通过对循环蒸发模式进行改进,采用强制循环蒸发,选用特制的循环泵,加快物料的流通速度,减少黏性物质在管道和列管内壁的停留时间,大幅降低结垢的几率,缓解了结垢对再沸器造成的腐蚀影响。两种不同蒸发形式对比图见图6。
改造完成后,再沸器的运行周期从原来的6个月提升至15个月左右,而再沸器的管板和列管内壁的腐蚀迹象得到明显改善,大幅延长了再沸器的使用周期,有效提升了精馏塔的连续运行周期。

图6 两种不同蒸发形式对比
4 结语
本文从四氯乙烯生产工艺的现状分析,立足于从源头加强控制,并将新设备、新技术引入到生产中,革新了防腐蚀技术的应用思路。项目投资少,效益高,投资回收期短,对同行业类似工况的防腐蚀工艺改进具有借鉴意义。