回焊炉集成电路板焊接炉温曲线数学建模
2022-02-21庄林璐周克元夏逸飞王志君
庄林璐 周克元 毛 靓 董 姝 夏逸飞 王志君
(宿迁学院 文理学院,江苏 宿迁 223800)
对2020 年全国大学生数学建模竞赛A 题“回焊炉焊集成电路板时的炉温最优控制[1]”进行了分析研究,使用最小二乘法拟合出各个位置的比热容参数k,建立约束规划模型求解出所求目标函数的最优值,并画出最优炉温曲线。
1 问题一的模型建立与求解
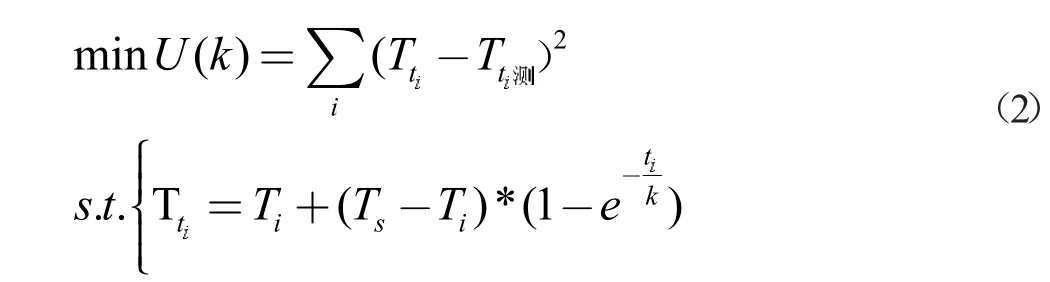
由热量传导原理分析,建立电路板加热时温度模型[2]:

在每个小温区之间的5cm 间隙的温度,根据热量传输原理,间隙温度以左右两端温度为端点成线性函数分布。其中k 为电路板比热容,利用题目所给数据,使用最小二乘法(式(2))求出分段最优k 值(图1)。
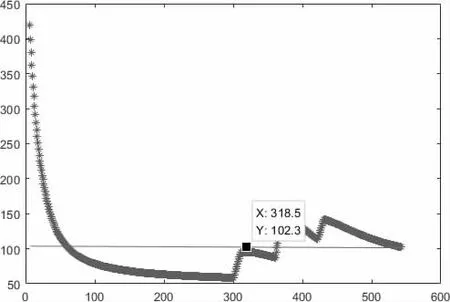
图1 比热容k 曲线图
将上述比热容k 及题目数据带入式(1),可计算得回焊炉中各地区的温度,炉温曲线见图2。

图2 问题一数据对应的炉温曲线
2 问题二的模型建立与求解
问题二为求满足制程界限条件的最大传送速度,将制程界限的条件转化为约束条件,传送速度为目标函数,建立约束规划模型,求目标函数的最大值。
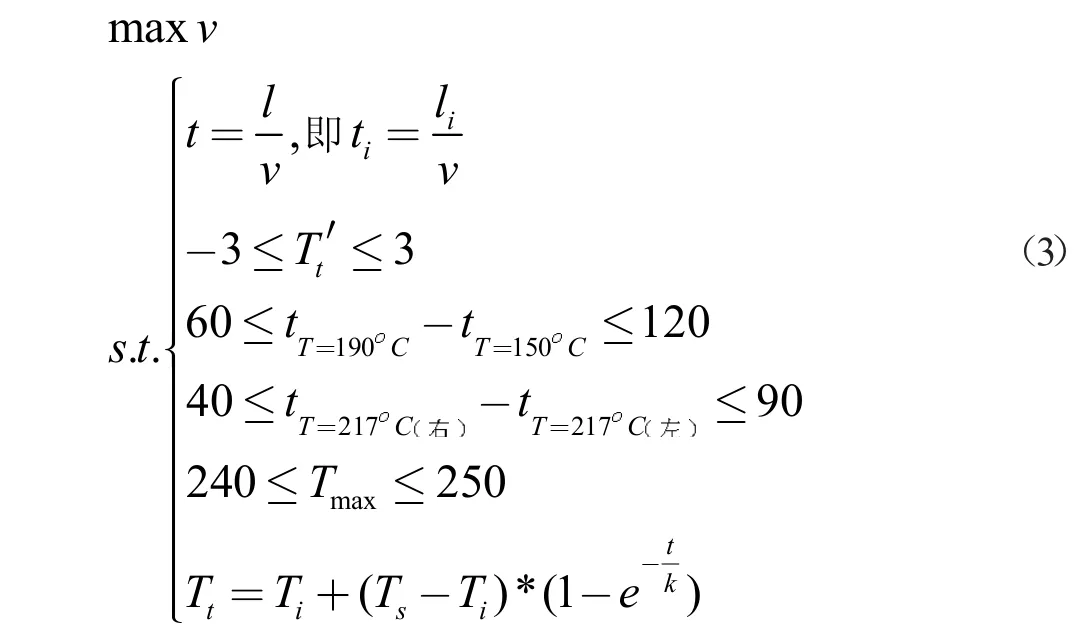
使用matlab 软件[3]在限制范围内对传送速度从大到小按步长进行穷举搜索,求出满足制程界限条件的传送带最大速度为v=70.9cm/min。
3 问题三的模型建立与求解
问题三为求在满足制程界限的条件下,如何设置各温区温度(±10℃温度调节)和传送带传送速度,使得炉温曲线应使超过217℃到峰值温度所覆盖的面积(图2 中阴影部分)最小。
炉温曲线中,超过217℃到峰值温度所覆盖的图形是一个曲边梯形,其面积计算公式为:

积分下限是炉温曲线达到217℃左侧的时间t,积分上限是最大温度(峰值)的时间t。题目中已经指出各温区温度可以进行±10℃的温度调节,所以将每个小温区的温度设为变量,满足±10℃的温度调节范围的限制。
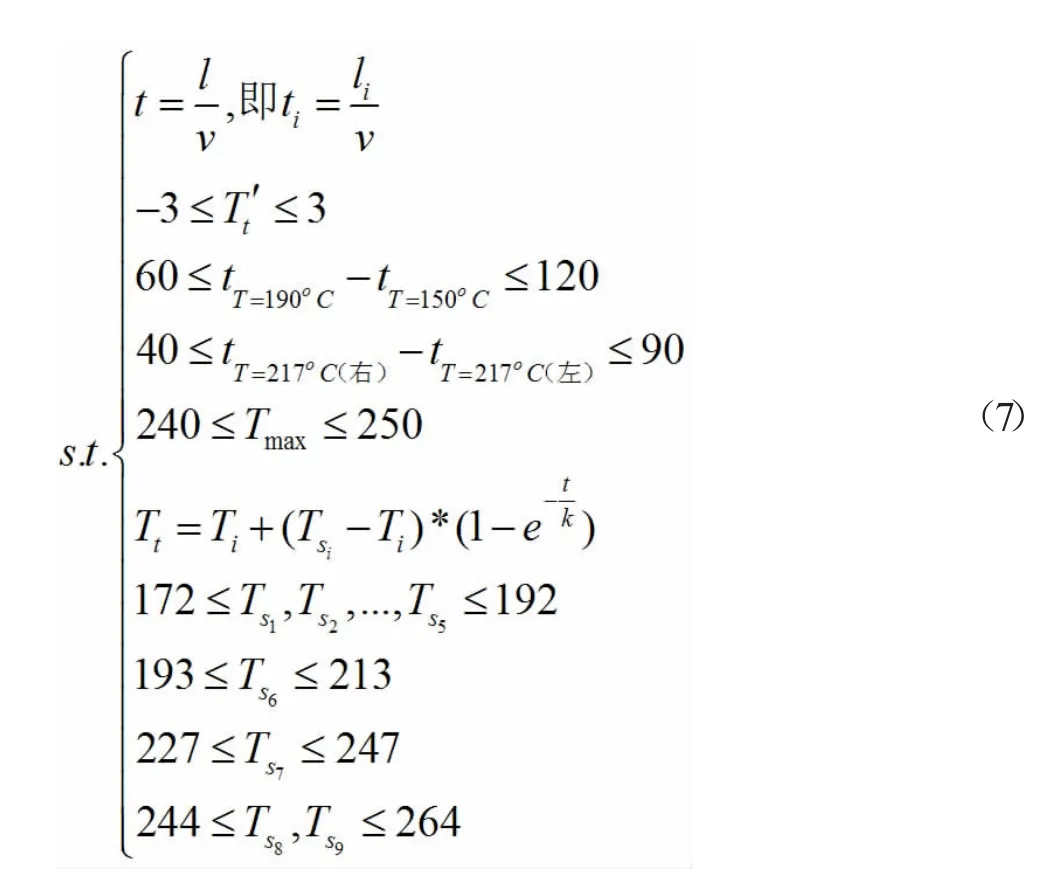
由上分析,建立约束规划模型:

对于模型(5),对传送速度从0 到100、各温区温度在限定范围内,使用matlab 软件按步长进行穷举搜索,搜索出满足限制条件的的最优速度v=70.45cm/min,最优炉温曲线见图3。

图3 回焊炉炉温曲线
4 问题四的模型建立与求解
第四问为在第三问的基础之上,同时还要求以峰值温度为中心线的两侧超过217℃的炉温曲线应尽量对称。即除了需要考虑炉温曲线超过217℃到峰值温度所覆盖的面积最小,还要让以峰值温度为中心线的两侧超过217℃的炉温曲线应尽量对称。
4.1 炉温曲线对称性分析
炉温曲线中,峰值中心线的两侧均有超过217℃的情况,左右两侧可能不完全对称,取两侧同时满足≥217℃的区域进行分析,见图4。
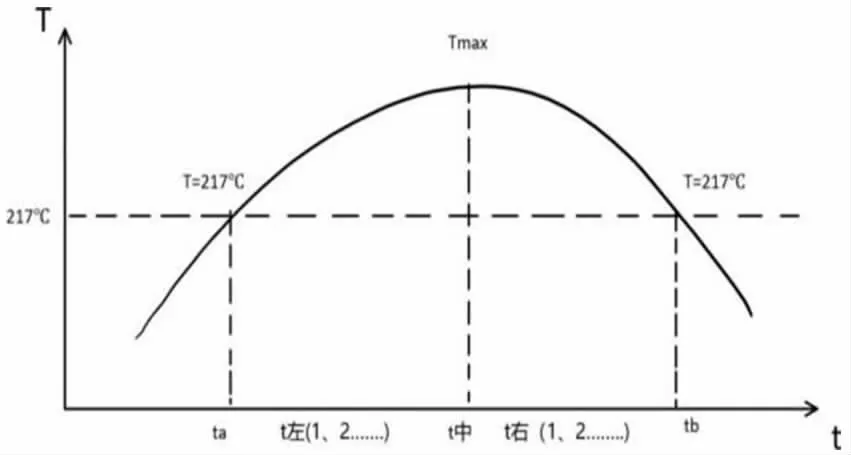
图4 峰值中心两侧温度时间图
取tc=min{t中-ta,tb-t中},以时间∆t=0.1s 为步长,将时间区间[t中-tc,t中+tc]进行分割为:

设

将F 作为衡量两侧对称的标准,F 越小越对称。
4.2 模型建立
由上分析,采用双目标约束规划模型进行求解,建立如下双目标规划模型。

4.3 模型求解
对于上述双目标规划模型,本文采取方法为首先求出单目标函数的最优值,利用该最优值将双目标函数归一化,再加权平均为单目标,将双目标规划模型转化为单目标规划模型求解。[4]对于以炉温曲线超过217℃到峰值温度所覆盖的面积S 为目标函数的约束规划模型,问题三中模型求解出面积最小值Smin=10602.14cm2。再以炉温曲线对称性指标式(6)为目标函数,采取问题三中相似算法,求解出最小值Fmin=6474.63。
求出S 和F 最小值后,对其进行归一化:

分别求S*和F*的最大值。
对于两个目标函数的权重赋值问题,根据题目内容分析和查询相关文献资料[5,6],主要考虑超过217℃到峰值温度所覆盖的面积最小,次要考虑峰值温度为中心线的两侧超过217℃的炉温曲线应尽量对称。最后,根据不同权重进行计算,不断优化调整权重,使得S、F 与其最小值Smin=10602.14cm2、Fmin=6474.63 偏差都尽可能小,确定出最优权重为63%、37%。
由上分析,建立归一化加权单目标规划模型:
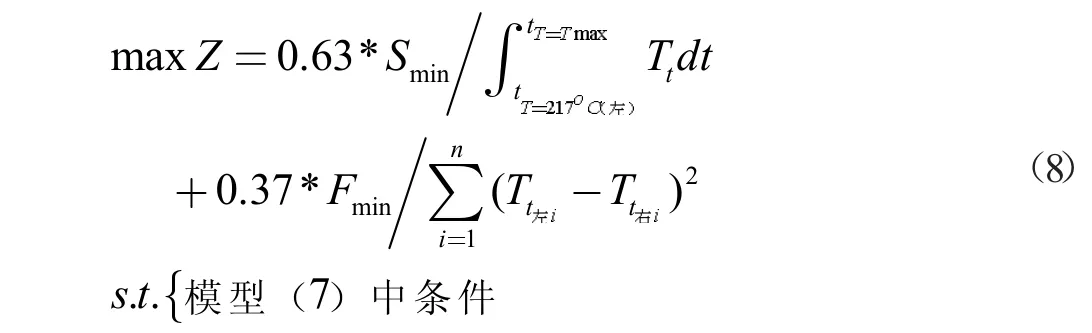
使用相似算法求解,得最优传送带速度v=70.67cm/min,最优炉温曲线见图5。
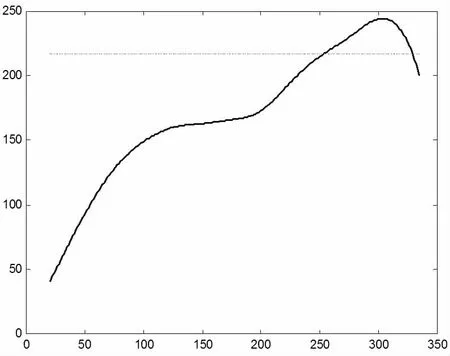
图5 问题四最优炉温曲线
5 模型评价
对于回焊炉焊接的最优炉温曲线问题,综合考虑超过217℃到峰值温度所覆盖的面积最小和峰值温度为中心线的两侧超过217℃的炉温曲线应尽量对称的问题,通过机理分析,建立了双目标约束规划模型,归一化加权为单目标规划模型,编程求解出最优参数,分析严谨,模型合理准确。
本文方法求出的结果也有一些缺点,例如在焊接过程中,电路板的比热容变化无法准确计算;回焊炉设定温度与实际温度可能有误差,焊接过程中的导风也可能会改变焊接温度;同一批次的电路板本身也会有一定的偏差。如上这些情况都可能会影响焊接质量。实际焊接过程中影响焊接质量的因素可能有很多,题目中选取了两个因素,可能不是很全面,后续还需进一步研究,寻找更多的因素指标,建立模型求解更合理的参数数据。
