烟草制丝贮柜柔性化生产的研究与应用
2022-02-19河南中烟工业有限责任公司南阳卷烟厂尹鑫陈洋鲁中甫杨光露关淑红
河南中烟工业有限责任公司南阳卷烟厂 尹鑫 陈洋 鲁中甫 杨光露 关淑红
引言
随着智能化水平的进一步提升,卷烟工厂以智能制造为载体,研究柔性化生产技术,以期满足各种加工任务。贮柜是卷烟厂用于储存烟叶或烟丝的重要设备,一般由柜体、分配车、分配带、布料车、布料带、底带、拨辊、电机、旋转编码器、光电开关和接近开关等部件构成,共同实现烟叶或烟丝的进柜和出柜。贮柜的进料的“任意性”和出料的“连续性”成为制约上下游工艺的重要因素,也间接影响了连续化生产。针对贮柜的布料和出料进行改进,开发进料自动匹配技术和出料流量稳定技术,以此满足各种规格批次的各种百分比存储和出料要求,优化了设备性能,提升了生产线的柔性化生产能力。
1 贮柜进料改进与优化
1.1 贮柜进料原理
传统的贮柜进料是在布料车固定情况下,依靠下料口的料位检测光电开关和底带的转动相配合实现贮柜的进料,如图1所示。进料开始后,在布料车下方进料口进行进料,当物料高度到达广电开光位置(设置物料高度)时,底带电机转动,带动物料向前运动,下料口处物料重新堆积直至光电开关检测,物料移动,此过程循环直至贮柜尾部料满光电开关检测,进料结束。
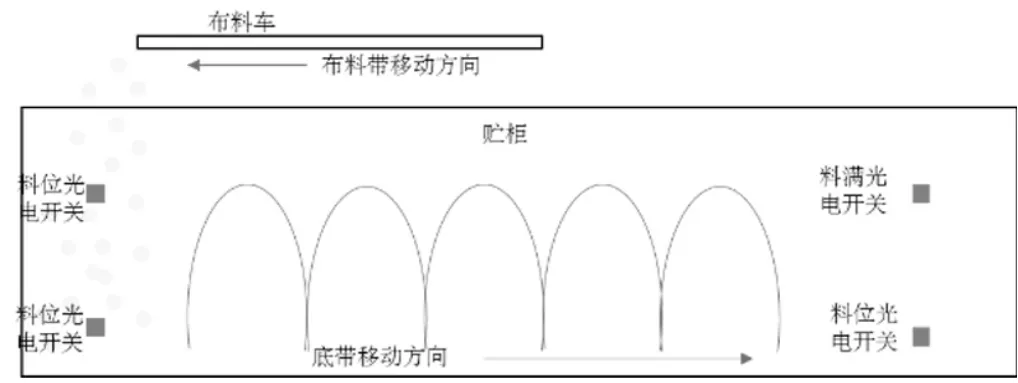
图1 传统贮柜进料原理图
这种布料模式下,贮柜物料如图1 中所示,成堆状,物料不平整,在出料过程中也会导致出料流量不均匀,影响工艺质量。同时,这种控制模式,只能全柜进料,不能满足多种工艺加工任务下的进料要求。
1.2 贮柜百分比进料研究
为了进一步满足多任务加工下的贮柜存储,目前大部分贮柜采用对顶柜,如图2 所示。
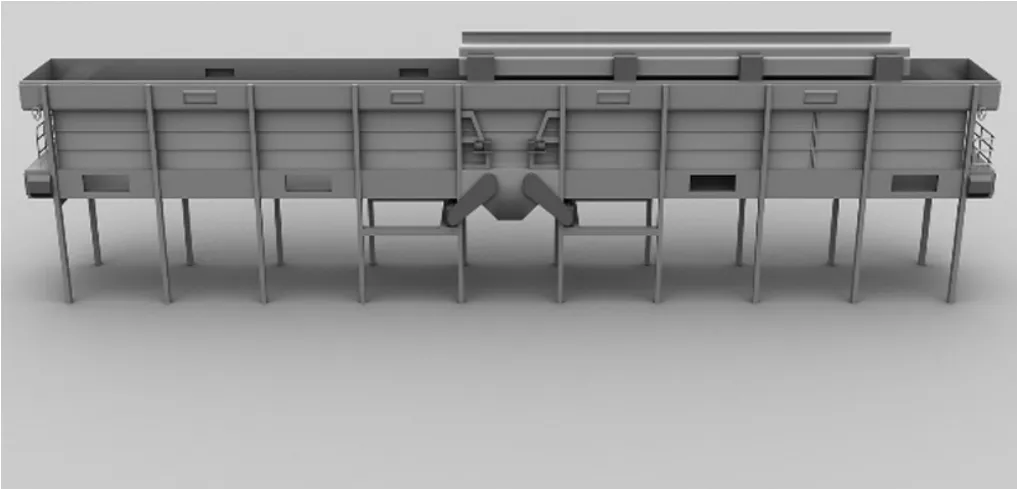
图2 贮柜(对顶柜)结构示意图
对顶柜进料工作过程中,布料车在贮柜头尾两个光电开关之间移动,依靠布料车和布料带的正反转配合实现布料。通用的贮柜百分比进料采用时间法进行进料比例控制。首先测量布料车的单程运动时间,随后通过PLC 换算出所需进料比例对应的理论布料车运行单程时间,当布料车从出料口启动时进行计时,布料车正转,布料带静止,计时达到换算理论值时,布料车单程运行结束,布料车反向,布料带转动,物料进入贮柜,循环往返,直至进料结束。以世间法实现贮柜的百分比进料,可以保证贮柜的百分比进料,但在某种比例下,贮柜中部位置存有物料,在出料过程中,会延长贮柜无效运行时间,料尾出料时长增加,降低工作效率的同时,也造成能源的浪费。
在贮柜原有的硬件条件上,我们加装激光测距装置。由于激光测距仪对稳定性要求比较严格,因而测距仪安装在贮柜尾端,反射板安装在贮柜布料车上,以此实现布料车距离实时测量定位功能。工作过程中,首先测量测试出布料车在贮柜出料口位置距离,此距离为贮柜布料车最远距离,随后按照距离和进料百分比进行换算,以次来实现贮柜的百分比进料,同时为了保证控制的可靠性,我们以贮柜两端的光电开关作为校验点,当激光测距存在误差时,以光电开关作为备用,增加了系统的容错性。该种进料的控制模式避免了时间发控制模式中贮柜中部位置有料的情况,提高了设备运行效率,减少了能源的浪费,提升了产品质量。
图3 激光测距+ 接近开关控制程序
2 储柜出料改进与优化
2.1 储柜出料原理
贮柜的出料系统主要包括耙棍、快速出料广电开关、地带等,如图4 所示。贮柜出料时,为了保证出料的连续性和稳定性,在刚开始出料时,也即料头阶段,由于下游工序处于空白阶段,因而需要快速出料,以满足要求,此时底带电机工作在高速状态。在中部时,需要保证下有流量的稳定性,因而底带电机工作在恒速状态。当出料快结束时,也即料尾阶段,由于存储的物料较小,为了防止断流,底带电机也工作在高速状态,以使得物料快速出掉。
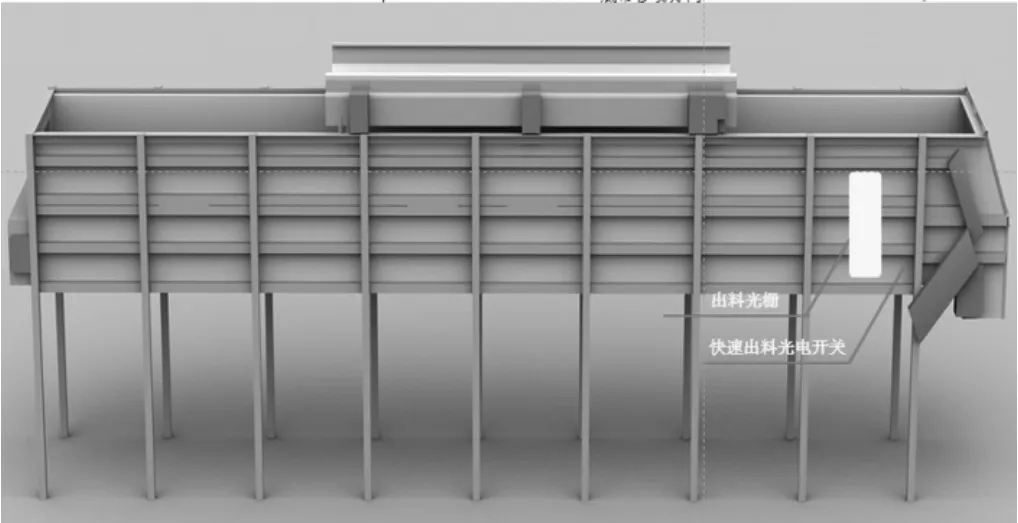
图4 贮柜出料系统示意图
料头阶段的判断是以底带运行时旋转编码器的脉冲计数是否达到设定值作为条件,此种控制模式下运行过程中如果底带电机出现打滑,导致脉冲数产生误差,影响料头的判定。料尾则依靠快速出料对射式光电开关检测来进行判定,若贮叶柜里靠近出料口的烟叶铺得不是很均匀的话,快速出料光电开关会随着物料的移动而频繁动作,变频器也随之频繁高低速切换。长时间频繁切换在对变频器及变频器所控制电机的损耗会有一定的影响的同时也会导致底带的链条发生松动,影响底带脉冲数,进而影响出料状态的判定。
2.2 光栅式出料设计
光栅可以发射成排的光束,通过检测所穿过去的遮挡的光束量来判定物体穿过量等测量指标。在贮柜系统中我们用光栅来测量物料高度,根据物料高度动态调整底带电机速度达到调整物料流量的目的,实现物料流量的稳定控制。在实际应用过程中,光栅远离拨棍一定距离,安装在贮柜侧边上。在系统设计上,底带速度(其他条件不变的情况下,底带速度与地带频率成正比)也即底带频率跟随物料高度的变化而变化也即:
f×h=k
其中f 为底带频率,h 为物料高度,k 为常数系数。物料高度越高,频率越小。由于在工作中频率的变化值在区间内,因而f 有一个基础频率,在基础频率上进行调节。所以上述公式可以演变为f实际=f基频+Δf。
根据上面可知Δf=kΔh,
总可以得出:f实际=f基频+kΔh,
其中,k 为调节系数。
经过换算,我们以物料高度的变化量作为底带速度调节的调整变量。保证贮柜的下游喂料机料仓存量能够满足主机设备前的电子皮带秤流量稳定性,避免停机,延长设备使用寿命。
3 结语
本文主要阐述了烟草生产制造行业中贮柜的柔性化生产模式改进。从进料和出料两个环节作进行了研究和改进,在分析原有模式的基础上,探索了激光测距式百分比进料模式和光栅式物料跟踪出料模式。改进后贮柜可以精确实现任意百分比进料,在出料时,底带运行频率可实时调速,不断追踪贮柜内物料的变化量,既满足了柔性化的生产模式,也提升了设备运行效率,优化了工艺指标,提升了产品质量。
