非水介质活性染料染色关键技术体系及其产业化研究进展
2022-02-19裴刘军施文华张红娟刘今强王际平
裴刘军, 施文华, 张红娟, 刘今强, 王际平
(1. 上海纺织化学清洁生产工程技术研究中心, 上海 201620; 2. 上海工程技术大学 纺织服装学院, 上海 201620;3. 浙江绿宇纺织科技有限公司, 浙江 嘉兴 314423)
活性染料由于可与棉纤维产生共价键结合,使其具有优异的色牢度[1],被广泛用于棉纤维染色中,在整个纺织服装市场中,其应用性可与涤纶的使用并驾齐驱[2]。然而,活性染料染棉纺织品耗费水量巨大(染1 t棉纺织品约使用100 t水)[3],另外活性染料在水溶液中溶解度较大,与棉纤维之间的亲和力较低,且在染色过程中棉纤维带的负电荷与活性染料阴离子之间存在相斥的库仑力,使得上染率降低,因此,需加入大量的电解质促染[4-5]。在固色过程中为了使纤维活化还需加入较多的碱剂,但活性染料在碱性环境中会与羟基发生反应,使得染料固色率下降,染料利用率降低[6],因此,活性染料染色后废水中存在大量水解染料和高浓度的电解质,废水处理难度大,对环境造成了严重的污染。
随着环境的变化,人们已经意识到纺织化学工业的发展对人类生活环境造成的严重影响,认识到这个行业已经到了不得不采用新方法的阶段。近些年来,全球的研究学者在纺织品的清洁印染加工方面进行了大量的研究和报道[7]。本文对国内外活性染料新型染色加工技术进行了总结,分析了传统水浴染色体系亟需解决的问题,并对现有少水/无水染色加工技术进行分析,特别分析了活性染料在硅基非水介质染色体系中的染色原理及产业化发展。
1 传统水浴染色技术革新
目前,纺织品的印染加工仍以水浴染色为主,用水量非常大,传统水浴染色技术革新研究包括通过染色设备的改进来降低染色浴比,对纤维改性降低盐用量或对污水进行处理再回用等。
1.1 印染废水再生循环利用技术
印染废水再生循环利用技术是将染色后的残液(如染色、中和、皂洗、水洗等工序)分别进行处理得到“净水”,而后又分别回用于相应的染色工序。与传统染色工艺相比,该技术省盐、省水、节能减排。染色后的污水可循环使用6~8次,多次循环后需重新更换新鲜水[8-9]。在印染厂实际生产中,由于各工序废水水质不同,需要的捕捉剂不同,工艺复杂。另外不同印染厂采用的循环设备不同,差异化要求高。该项水处理技术只有在我国江浙一带有少量应用,由于差异化较高,工艺复杂,难以在纺织印染行业中大面积推广。
1.2 棉纤维阳离子改性染色技术
棉纤维阳离子化改性染色技术就是采用阳离子型化学助剂,如含氮化合物、壳聚糖衍生物等,使负电荷的纤维变为带有正电荷的纤维,在无盐条件下实现染色的方法[10-11]。阳离子改性后实现了棉纤维的无盐染色,有效提高了活性染料的上染率,但增加了纤维前处理工艺,且前处理残液中含有一定量的阳离子化学助剂,增加了后道水处理难度。虽然棉纤维阳离子化改性技术实现了棉纤维的无盐染色,但染料的固着率(50%~70%)仍较低,后道仍需较多的水洗次数[12]。另外,染色纤维的断裂强力、耐日晒色牢度等物理性能降低,这将影响到后道的可纺性,且水洗液中含有大量的水解染料和化学助剂,因此,该项技术并没有从根本上改变传统染色高化学需氧量(COD)、高污染的形象,而且棉纤维改性需要耗用大量的化学品,对碳足迹的改善不利。
1.3 盐回用技术
盐回用技术是在强酸性(pH值为1~3)条件下,利用油相(柴油/煤油)萃取染色残液中的染料,将染料从染色残液中脱离出来,再通过碱剂将溶液调至中性,回用到染色阶段达到盐回用的染色技术[13-14]。该技术回用了染色残液中的大部分盐,避免了染色废液中高浓度盐污水的排放,但该染色技术体系中,活性染料的利用率仍较低,造成大量染料的浪费。回用的盐溶液中仍有少量的油,气浮后的油进入到浮渣中难以回收。盐回用中的中和阶段产生较多的盐,染色过程中难以控制盐的平衡,且对染色后道处理要求较高,只适用于对颜色要求不高的纺织品,而且产生较多的固体废弃物。
2 少水/无水染色技术的研究进展
虽然传统水浴染色可通过设备的改进、污水回用、盐回用或纺织品的前处理来减少污水的排放,但企业发现这些技术并没有真正提高染料的利用率,降低污水的排放,反而有些技术增加了污水的处理难度,增加了水的使用量。目前,研究者关注的无水/少水染色加工方法主要有有机溶剂染色[15]、超临界二氧化碳流体染色、乙醇/水体系、离子液体染色等[16-17]。
2.1 有机溶剂染色
有机溶剂染色,早期使用的介质是氯代烯烃替代水对纺织品进行染色,该染色技术最早是对涤纶染色[18],但研究者发现分散染料可溶解在有机溶剂中,使得其不易分配在涤纶固体相,造成染料的上染率较低[19-20],而且氯代烯烃溶剂本身的毒性增加了染色过程中的危险性,对操作人员的安全以及环境产生危害。另外,当选用的溶剂不能溶解亲水性染料时,棉等天然纤维的溶剂染色难以实现。综上,该方法在棉纤维的染色应用中未能得到进一步的发展。国内采用N,N-二甲基甲酰胺(DMF)、二甲基亚砜(DMSO)等为溶剂上染棉纤维的研究[21-22]尚有报道,但都没有解决上染率低,溶剂回收难度大、成本高的问题[23],溶剂的生理毒性也限制了其大面积产业化的可行性[24-25]。
2.2 超临界CO2染色
自“八五”规划以来,国家在超临界CO2染色领域的研究已经投入了大量的人力物力财力,该染色技术一直是无水染色的研究热点,主要是对合成纤维的染色加工[26-27]。该方法是将气态的CO2转变成超临界流体,即在液体状态下对合成纤维进行染色,染色过程将分散染料溶解在流体中,实现不使用分散剂下的染色效果[28-29]。但染色过程需要在20 MPa,甚至30 MPa条件下操作[30],这将造成设备投入非常高,加工量为100 kg的染色容器需要2 000万元;另外染色的安全性具有很大挑战,染色后仍需要还原清洗以去除纤维表面的浮色,并没有实现整个染色全过程的无水染色[31-32]。综上,在可预见的将来难以成为一种普适性的主流染色方法。
2.3 乙醇/水体系无盐低碱染色技术
乙醇/水体系无盐低碱染色技术是将经过水预溶胀的纤维,以一定的带液率浸入到乙醇/水(体积比1∶4)体系中,实现活性染料无盐低碱的染色方法[33-34]。无盐的情况下,该染色体系使用的碱量是传统染色的1/10,活性染料可获得95%以上的上染率,80%以上的固着率。由于残液中乙醇/水的体积比难以控制,染色可控性难以把握,用水量并没有明显的减少,且乙醇易燃易爆,存在安全隐患,因此,该项技术的产业化应用局限性很大。
2.4 离子液体染色
离子液体是指全部由离子组成的液体,如一些盐(KOH、NaCl)的液体状态[35]。在纺织领域中主要是将染料溶解在离子液体中对纺织品进行着色[36]。陈普等[37]将麻纤维在离子液体中进行处理,提高了纤维的溶胀性能,改善了染料的利用率。袁久刚等[38]将羊毛放入离子液体中进行改性,改性后的羊毛比传统水浴染色有很好的染色效果,但离子液体的成本比较高[39],另外现在应用在纺织领域的离子液体多数是有机离子液体,染色后的离子液体,以及纤维上的离子液体和染浴中的离子液体,其回收问题仍是阻碍该技术工业化发展的瓶颈。
综上所述,现有的所谓生态染色由于种种原因,无法应用于实际的生产加工中,有些还非常不环保。必须对纺织品的染色原理进行分析,从源头上解决纺织印染行业的污水排放问题。
3 活性染料非水介质染色技术进展
3.1 非水介质染色的要求
分析水的作用发现,染色过程中90%的水是用来输送助剂、体系均质和热能传导,而其他不足10%的水用来溶胀纤维、溶解染料、助剂和促进染料和纤维反应的[40]。由于活性染料是水溶性的,其在纤维固体相的分配远不如在水相的分配,因此,活性染料在水浴中的上染率不可能达到100%。另外,活性染料易在水中发生水解,在纤维表面形成浮色,这必定会造成大量的染料浪费。
为解决活性染料污水排放量大、利用率低的问题,能否将作为载体的90%的水用一种不是水的介质来替代呢?非水介质染色选用一种既不能溶解染料,也不能和水相溶的非极性溶剂来替代水,由于非水介质与纤维及染料之间没有相互作用力,而活性染料水溶液又与棉纤维有很好的亲和力,且该体系只保留原来染色10%的水,因此,染色体系中棉纤维可将体系中水溶液全部吸尽,大大提高了染料的上染率和固色率[41]。这种染色方法(见图1)与传统水浴染色完全不同,可在不添加任何无机盐的情况下实现活性染料几乎100%的上染率。

图1 非水介质染色过程示意图Fig.1 Schematic diagram of non-aqueous medium dyeing system
非水介质染色需要满足以下几点[42]:1)非水介质不能溶解染料,从而确保染料在纤维固体相分配的绝对优势;2)非水介质不能渗透进入纤维内部,仅能吸附在棉纤维表面,有利于介质的分离和回收;3)非水介质应具有比水更低的表面张力,即其更易在纤维表面铺展,有利于均匀染色;4)非水介质的沸点应尽量高,避免染色过程中产生有机废气(VOC);5)非水介质的密度与水不同,这样减少非水介质的回用成本。
非水介质染色关键技术具有很广的适用性,只要是水溶性的染料都可应用在该染色体系中,比如活性染料[41]、酸性染料[43]、还原染料(靛蓝、硫化)[44-45]、碱性染料等的染色。此外,配以适当的染色设备,该染色体系也同样可对不同形态纺织品进行染色。
3.2 非水介质染色体系内纤维的溶胀
在非水介质染色体系中,为了分析介质是否能够溶胀纤维以及染色介质对染液扩散的作用,Pei等[46]选取了不同的非水介质,将其用荧光染料进行标记,来研究非水介质在纤维内外的分配情况。其研究发现:在硅基非水介质、异辛烷或石蜡中,粘胶纤维的溶胀率非常低,只有0.7%,说明粘胶在上述非水介质中几乎不能溶胀;相反乙醇对粘胶纤维的溶胀率为17.8%,其水中的溶胀率为36.8%。
3.3 活性染料在非水介质染色体系中的扩散
根据非水介质染色体系的技术特点,活性染料在非水介质染色体系的上染速率极快,所以尽可能在低温下染色[47],降低染料的扩散速率。为了探究棉纤维润湿性对活性染料在硅基非水介质染色体系中吸附的影响,刘娟娟等[48]采用不同的前处理工艺得到不同润湿性的棉纱线,然后研究了活性染料在D5染色体系中对不同润湿性棉纱线的染色动力学发现:活性染料对棉的吸附速率随着棉纱线亲水性的提高逐渐加快;相反在传统水浴染色中,纱线的亲水性对活性染料的吸附速率几乎没有影响,说明在水浴中棉纱线的亲水性对染料的上染速率影响不大;另外,活性染料在水浴中对棉纱线的最终上染率只有50%左右,明显低于D5染色体系。
硅基非水介质染色体系内,活性染料对棉纤维的吸附速率随着纤维亲水性的改善逐渐提高,为了进一步分析纤维亲水性对活性染料吸附速率的影响,Pei等[49]选用准一级和准二级动力学模型进行分析,研究发现活性染料在传统水浴和硅基非水介质染色体系中的准一级动力学拟合系数R2较低,说明活性染料对棉纤维的上染速率与其浓度的一次方不成正比。活性染料在水浴和D5染色体系中的上染率曲线的准二级动力学的拟合系数R2都大于0.99,平衡上染量的实验值(qe,exp)与理论值(qe,cal)也较为接近,说明准二级动力学模型可较准确地表示活性染料在非水介质染色体系中的上染过程[49]。
表1示出活性染料在D5介质中棉纱线染色的准二级动力学参数[49]。可看出:当棉纱线的亲水性较好时,比如纱线毛效是12 cm时,活性红3BS和蓝KN-R染料在硅基非水介质染色体系对棉纱线的上染速率k分别是2.78×10-2和3.06×10-2g/(mg·min);而当棉纱线非常疏水时,即没有前处理时,2种染料在D5染色体系中的上染速率分别降低了78.42%、62.75%。对比2种染料的吸附速率发现,活性红3BS比活性蓝KN-R的上染速率慢,其原因可能是2种染料对棉纤维的直接性不同[50],引起染料与棉纤维之间的范德华力、氢键等分子间作用力不同,进一步影响其上染速率。
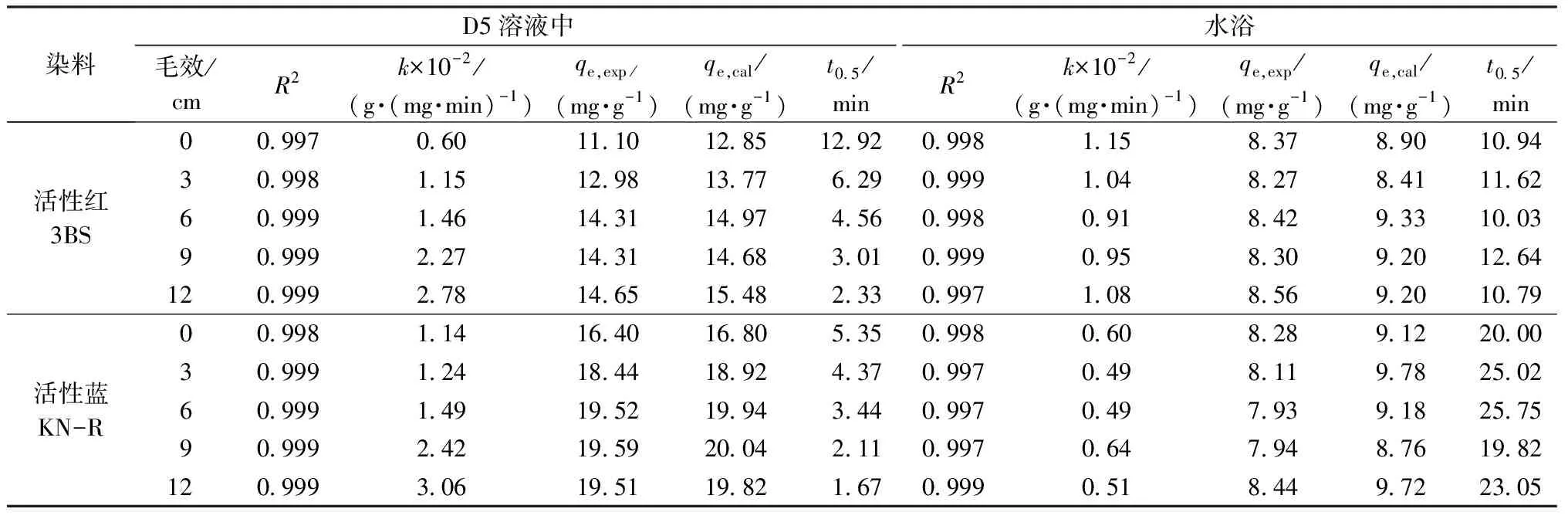
表1 活性染料在D5介质中棉纱线染色的准二级动力学拟合参数Tab.1 Pseudo-second-order fitting parameters for cotton yarn in D5 non-aqueous dyeing system
半染时间(t0.5)为染料达到平衡吸附量一半所需的染色时间。从表1可看出,随着棉纱线亲水性的提高,活性染料的半染时间减小,说明棉纤维的亲水性明显影响了染料的扩散速率。
从表1中活性染料在传统水浴对棉纤维的上染速率常数k可看出,活性红3BS对棉纤维吸附速率为0.90×10-2~1.15×10-2g/(mg·min),活性蓝KN-R的吸附速率为0.49×10-2~0.65×10-2g/(mg·min),说明在传统水浴中,棉纤维的亲水性对活性染料的上染速率基本没有影响[51]。从半染时间t0.5可看出,活性蓝KN-R在传统水浴染色中,上染量达到平衡上染量的一半时所需要的时间是活性红3BS的2倍。
3.4 活性染料在D5染色体系中的水解
活性染料在硅基非水介质染色体系内可获得很高的固色率,为了分析其原因,本文课题组[41]利用高效液相色谱方法分析了活性染料在硅基非水介质染色体系内的水解性能。
活性蓝19为乙烯砜型活性染料,Heyna[52]的研究表明,水浴中β-乙烯砜硫酸酯快速转变为乙烯砜基团染料,乙烯砜型染料与水反应得到水解染料;另外,反应型染料可与水解染料发生加成反应,得到醚键结构的染料,且该染料又会水解成伯醇结构的染料。
通过高效液相色谱法分析活性染料在硅基非水介质染色体系和水浴体系的染料水解性能发现,水解60 min后有部分活性染料在D5体系中仍可保持反应活性,而在水浴体系中水解45 min后水解色谱图中几乎没有发现反应型染料色谱峰的存在,说明活性染料可在非水介质染色体系中保持较长时间的反应活性[53]。
为了探究非水介质悬浮体系或乳液体系对染料水解的影响,首先在非水介质染色体系中不添加任何的表面活性剂和助表面活性剂,即活性染料分散在染色介质中时[54],染料的水解速率非常快,60 min后有67%左右的染料被水解。当体系中加入助表面活性剂(正辛醇)时,60 min后仍有61%的染料被水解[55]。当染色体系中加入表面活性剂(AEO-3)时,60 min后有52%的染料被水解,说明活性染料在反相乳液体系中的水解速率较低。当在硅基非水介质中加入脂肪醇聚氧乙烯醚和正辛醇时,只有48%的染料发生了水解反应。
活性红195在不同染色体系的水解和活性蓝19一样,染色体系中无表面活性剂时,异双活性基团染料(M型)的水解速率较快,有67%的染料已发生水解(60 min)。当在染色介质中只加入一定量的助表面活性剂(正辛醇)时,染料的水解速率仍比较快,有64%的染料被水解。当染色介质中加入AEO-3时,54%的染料发生水解反应[56]。主要原因可能为非水介质中加入表面活性剂和助表面活性剂时,在油水界面形成的油包水(W/O)的复合膜,活性染料被增溶在油包水内的“水核”(见图2)中,限制了活性染料的运动,影响染料的水解[57-58]。

图2 活性蓝19在不同水和D5质量比微乳液中染液颗粒大小Fig.2 Size of reactive micro-emulsion in microemulsion with different water and D5 mass ratio
为了更加接近染色生产分析染料的水解情况,在硅基非水介质染色体系中加入一定量的棉纺织品,分析对染料水解的影响。染色体系中加入一定量的织物,在D5乳液体系中,有无织物对活性染料的水解影响较小,反应60 min后只有0.54%的差异,说明低温下染色体系中是否存在织物对染料水解影响较小;将体系温度分别升高到70、80 ℃,染料的水解分别降低8.58%和12.23%,表明在较高温度下大部分染料与棉纤维进行反应,从而有效抑制了染料的水解[59]。
为了能够直接对比活性染料在不同染色体系中的水解差异,文献[53]计算了活性染料在不同体系中的水解速率常数,发现活性染料在较低温度下的水解速率常数较低,随着温度的升高,染料的水解速率常数逐渐增加:如温度从40 ℃升高到60 ℃,水浴中染料的水解速率提高了3倍左右,硅基非水介质染色体系中染料的水解速率提高了2倍左右。比较2种不同的染色体系发现,染料在非水介质中的水解速率常数为水浴中的1/3。
3.5 活性蓝19在不同染色体系中水解
活性染料在D5染色体系中的水解速率明显低于水浴染色体系,为进一步分析活性染料在D5染色体系中的水解难易程度,利用Gaussian 09程序计算活性染料的水解能垒,如图3[60]所示。
由图可知:活性蓝19属于乙烯砜型染料,在水解过程中,羟基进攻β-乙烯砜硫酸酯染料(ts1能级),拔取α-C上的1个H形成1个水分子,染料状态为ts1-pro,然后脱去1个水分子和硫酸钠分子,形成具有反应性的乙烯砜染料(ts2能级)。羟基吸附于碳碳双键(ts2-pro),与其发生亲核加成反应形成伯醇结构的水解染料(Dye-H)。由各染料及过渡态能级变化可知,羟基进攻活性蓝19时的能级从-28.05 kJ/mol直接降低为-106.32 kJ/mol,表明羟基吸附活性蓝19的速度非常的快。以上分析表明,决定活性蓝19的水解速率是从β-乙烯砜硫酸酯染料(ts1能级)变为双乙烯砜的活性蓝19(ts2能级)的速率。传统水浴中,ts1至ts2的能级变化为-20.51 kJ/mol。表明传统水浴中活性蓝19可较快地从β-乙烯砜硫酸酯变为双键染料。在硅基非水介质染色体系中,ts1的能级为-73.67 kJ/mol,远低于水浴中-7.53 kJ/mol,由此表明β-乙烯砜硫酸酯在硅基非水介质染色体系中更加的稳定。另外,活性蓝19(ts1能级)的能级为9.63 kJ/mol,远高于传统水浴(-28.05 kJ/mol),因此,在硅基非水介质染色体系中,β-乙烯砜硫酸酯转变为乙烯砜型的染料需要较高的能量(水解反应能垒为83.30 kJ/mol)。

注:图中数值单位为kJ/mol。图3 活性蓝19在水浴及硅基非水介质染色体系中染料水解反应能级示意图Fig.3 Schematic diagram of dye hydrolysis reaction energy of reactive blue 19 in water bath(a)and silicone non-aqueous (b)dyeing system
3.6 硅基非水介质染色的能耗与水耗
在确定活性染料在非水介质染色体系中纺织品染色工艺的条件下,浙江绿宇纺织科技有限公司从实验室打样到工业化生产,特制了一批不同型号的非水介质染色专用染色设备[61]。2020年,其还建设了一条年产3 000 t散棉硅基非水介质染色生产示范线,并配套了250 t/d的介质回收系统、污水零排放系统。
受浙江绿宇纺织科技有限公司的委托,浙江省检验检疫科学技术研究院于2020年7—12月在其年产3 000 t散棉硅基非水介质染色生产线上进行了为期6个月的在线监测,测量生产过程中的水耗、能耗及污水排放情况。2020年7—12月,该生产线共计加工散棉416.50 t,根据该项目安装的能源在线监控监测所得数据,总进水量为2 235 t,冷凝冷却水4 962 t,厂区总蒸汽量为2 830 t,补充新鲜水103 t,则每染1 t纤维水耗为0.28 t。2020年7月1日—2020年12月31日污水排放量为0,即单位产品污水排放量为0。将水、电、蒸汽的总量分别折算成标准煤,则硅基非水介质染色生产线中,上染1 t棉纤维的能耗为651.65 kgce,相对于传统水浴染色(参照企业)降低了22%。另外,整个染色过程中不添加任何的促染盐,且染料和染色时间分别节省了26%、21%。以上分析表明,活性染料在硅基非水介质染色体系中对棉纤维染色很大程度上减少了碳排放,且整个染色过程中没有排放污水。
3.7 非水介质染色关键技术推广
新疆地处亚欧大陆腹地,日照时间长,昼夜温差大,是我国最大优质棉产区。据统计,2020年全国棉花生产总量为591.0万t,其中516.1万t产于新疆,占全国棉花总产量的87.3%。新疆纺织产业主要为棉纺织品,但由于其生态环境脆弱、水资源匮乏,目前新疆棉纺织产业主要集中在前端的棉纺,染色和制造仍集中在江浙地区,严重限制了新疆地区纺织产业的发展。纺织印染业是纺织服装行业的重要组成部分,是纺织产业和服装产业连接的关键环节,是纺织产业链的重要环节,新疆地区若要将纺织产业做大做强,必须将棉染色过程中的污水排放问题解决。由此可见,新疆纺织印染行业对水资源的严重依赖和生态环境脆弱已成为制约该行业在新疆可持续发展的重要难题。
为了推广非水介质染色技术在新疆地区的应用,浙江绿宇纺织科技有限公司控股子公司新疆绿宇清纺织科技有限公司于2021年在新疆建设兵团一师阿拉尔市建设非水介质染色推广平台。项目第1期5 000 m2厂房正在建设中,建筑基础已经完成,厂房主体结构预计2021年年底建成并投入生产。建成后预计3 000 t散棉染色加工费为2 000万元/a,可纺色纺纱(平均占比50%)4 000 t左右,直接销售金额为1.5亿元/a,预计全部技术转化推广应用将带动相关产品交易金额10亿元以上。
4 结束语
纺织化学工业领域中,生态环境脆弱和纺织印染行业对水资源的严重依赖已成为制约该行业可持续发展的重要难题。硅基非水介质染色关键技术使用一种安全环保可循环使用的染色介质代替传统的水浴染色介质,可实现无盐条件下对棉纤维等纤维素纤维的生态染色。在该染色体系中,与介质没有亲和力的染料以特殊方法分散在介质中,并随介质的运动与具有很高亲和力的被染物发生反复的接触,并快速扩散到被染物表面,渗透并与其反应,染料的水解概率大幅度降低。染料的上染过程也不再是传统水浴中染料在介质和纤维两相间进行平衡分配的过程,而是染料舍弃介质向被染物单向转移的过程,在完全无盐促染的条件下,成功实现了活性染料对棉纤维的无盐染色,上染率近100%,固色率从传统染色的65%大幅提高到90%。通过系统研究,非水介质和少量污水的高效分离回用技术完成了节水98%,从源头上解决了棉纤维染色污水排放量大,染料浪费严重的难题,为染色污水零排放铺平了道路。
非水介质染色产品质量包括染色纤维的可纺性、各项色牢度等染色指标,均与传统水浴染色质量相当。染色均匀性、棉纤维可纺性等染色指标得到了下游企业的认可,成本与传统水浴染色相当。这项由我国原创的染色系统有望为纺织品染色闯出一条清洁生产和可持续发展之路,改变传统染色工业环境污染严重的形象。
