民机结构修理手册复合材料标准实施编制研究
2022-02-16魏士礼葛春生
魏士礼 葛春生
(中航沈飞民用飞机有限责任公司工程研发事业部,辽宁 沈阳 110000)
0 引言
民用飞机结构修理手册是用于飞机结构在允许损伤范围内易损结构部件的识别、损伤判别、修理相关信息,也提供与结构修理关联的操作程序等技术信息。随着复合材料在民用飞机主结构上的大范围应用,与复合材料结构维修相关的技术信息也需编制入结构修理手册中,供飞机维护使用。复合材料结构的设计和制造工艺与传统金属结构不同,因此,复合材料结构的标准实施也不尽相同。本文根据复合材料结构的设计、制造和修理工艺特点,从规章条款和编制思路等方面研究复合材料结构标准实施的编制。
1 结构修理手册概述
民用飞机结构修理手册(SRM)是飞机服役期间结构修理的指导性文件,是飞机结构修理的法定技术文件[1]。民用飞机结构修理手册的主要目的是向飞机运营和维修单位提供一套维护说明书,以保证飞机的正常维护和维修。它是维修程序类的持续适航文件(ICA),其特点具有法规性、有效性和规范性[2,3]。
1.1 法规性
民用飞机结构修理手册是由飞机主制造商依据民航规章要求而编制的并通过民航局的批准或认可的文件,是各类规章在技术操作方面的延伸,也是航空公司落实持续适航责任的技术标准规范。在编制标准实施时,应考虑飞机运营和维修单位是否具备相应的技术和条件。
1.2 有效性
由于民用飞机在各阶段改型/改装频繁,造成同一机型不同时期、不同生产批次之间存在着构型差异,而结构修理手册作为非客户化文件应对同型号所有飞机构型均适用。在编制标准实施时应考虑现行有效的所有与复合材料相关的设计要素。
1.3 规范性
民用飞机结构修理手册一般根据航空技术出版物规范ATA2200或S1000D标准进行编制的[4],便于保证文件体系的准确、完整、可控和便于使用。标准实施编制要满足规范要求。
2 标准实施
结构修理手册作为程序类的持续适航文件,用于指导飞机结构修理的指导性文件,应具备良好的完整性和操作性,以提高结构修理的效率,缩短停场时间,提高维修性和经济性[5]。结构修理手册的主体架构可以分为标准实施和机体结构,标准实施章节包含了机体结构相关的所有可操作的说明性、工艺性、规范性内容[6]。
2.1 标准实施编制思路
结构修理手册的主要作用是指导结构修理,主要目的是为飞机运营和维修单位提供结构修理相关的所有技术要求,这些技术信息汇总成结构修理手册的标准实施文件章节,即结构修理手册51章,其编制思路可归纳如图1所示。

图1 标准实施的编制思路
根据图1所示的编制思路,为满足复合材料结构在损伤后恢复至满足适航要求的状态,需给出每个步骤对应的说明和技术规范。因此,复合材料标准实施应包含结构概述、损伤检查与去除、允许损伤、复合材料修理工序、标准修理方案和材料等[7]。
2.2 结构概述
结构概述用于描述主要复合材料部件的位置,并以结构的主要材料进行分类,以图表形式给出复合材料结构部件相对于飞机的位置,便于维修人员快速确定损伤的部位结构材料,如图2所示。
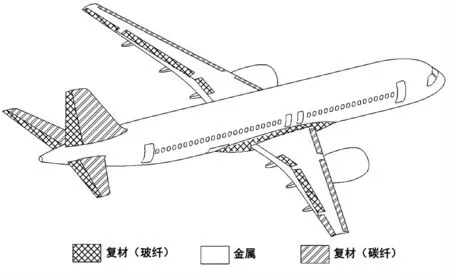
图2 主要复材部件位置图例
2.3 损伤检查与去除
2.3.1 损伤的定义
复材结构和金属结构损伤的原因相同,但造成损伤后的效果略有不同,因此需对复材的损伤进行定义,以便于在实际检查操作过程中判断损伤的形式。应对常见复合材料结构损伤类型进行归纳和定义,如裂纹、紧固件孔损伤、分层、凹坑、边缘侵蚀、纤维损伤、热损伤、基体缺陷、刻痕、刮伤、凿伤、穿透以及紫外线损伤的基本描述[8],并给出每种损伤的原因和可能引起的失效模式,以及进行损伤评估的假设条件。
2.3.2 损伤的检查
由于复合材料结构的特性,不是总能通过对零件的目视检查来确定损伤的尺寸和类型。结构修理手册中的允许损伤限制(ADL)优先通过目视检查进行确定。如果损伤大于批准的ADL,则需使用无损检测找到所有的损伤[9]。因此,需给出复合材料损伤的一般检查和无损检查的技术要求和步骤,指导损伤发生或可能发生后对结构进行计划和非计划的检查。
2.3.3 损伤的去除
复合材料结构一般由树脂、纤维和/或蜂窝组成,因此损伤去除应以损伤的尺寸来确定。如损伤未伤及纤维和/或蜂窝,即为表面的树脂损伤,此时可通过表面打磨树脂进行损伤去除。如损伤已伤及纤维和/或蜂窝,需对损伤进行挖补修理,对损伤进行去除。每类损伤的去除均需要提供对应的技术内容和程序步骤。
2.3.4 损伤检查和去除的工具
对于复合材料结构的损伤检查可能使用到特殊的工具,如无损检测工具和仪器。损伤去除可能用到特殊的刀具和工具,如磨具、钻具和洗尘设备等,这些工具应由主制造商根据结构特点进行指定,并编入手册相关章节中。
2.4 允许损伤
复合材料部件不同类型和尺寸的损伤会显著影响结构剩余强度,依此可以确定安全操作飞机的允许损伤尺寸。
(1)对于未伤及纤维和/或蜂窝的表面和边缘损伤,可通过简单的打磨处理和树脂刮平工艺进行处理。对于伤及纤维和/或蜂窝的损伤,结构的剩余强度依然满足飞机的安全时,也可以通过快速胶带修理,或树脂刮平对损伤进行处理,但要给出特定的检查间隔。
(2)对于结构剩余强度无法保证飞机安全的损伤,需进行修理;这个过程即为分析结构允许损伤的过程。给出允许损伤评估和分析程序,用于现场判断损伤是否可被允许。
(3)不同的结构如层压板、蜂窝夹芯结构、玻纤结构等,允许损伤的评估和分析程序应分别给出。
2.5 复合材料修理工序
复合材料结构在修理时通常会采用加热固化。因此需给出加热和固化的所有相关要求和操作程序。
2.5.1 加热设备要求
复合材料零件在修理过程中一般会采用电热毯、烘箱或者热压罐进行加热,因此应给出适用于外场修理的加热设备的要求和程序,例如:
(1)加热设备温度场的要求,如果使用电热毯,必须确保热毯合格并且正常工作,主要验证电热毯的电阻和温差。
(2)加热前需找出修补目标结构的热区和冷区,然后调整加热或隔热,直到修复区域的温度在所要求的温度范围内。
2.5.2 去除水分和湿气
由于复合材料结构的吸湿特性,以及在修理固化时加热会导致水分蒸发或者沸腾,引发复合材料结构的分层和其他缺陷,因此对于所有类型的复合材料结构件在进行修理之前,均需执行干燥处理。对不同结构类型的复合材料结构均给出对应的去除水分和湿气的程序。
2.5.3 真空袋工序
复合材料结构的修理主要采用真空袋的方式进行修理,因此需要给出真空袋的相关程序。如用于铺层的压实使用的临时真空袋工序,用于金属胶接、层压板固化、蜂窝固化和双面零件的真空袋工序以及与真空袋配合的热电偶设置的工序。零件在制造过程至少总有一面是贴合工装,但维修过程中零件无法拆下或现场无法获取相应的零件工装,因此真空袋工艺需考虑修理现场的工具和设备,对工艺进行相应的改进,以满足现场修理的需求。
2.5.4 固化工序
“资金、技术、企业、人才”是农业建设发展建设过程中不可或缺的四大元素。会上,国务院参事室特约研究员、原农业部党组成员、总经济师张玉香,墨西哥农业部驻华代表处公使卡洛斯·阿尔德科,日本驻华大使馆经济部官员山本裕介,清华大学农村研究院首席专家、发改委农村经济司原副司长方言,国家发展和改革委员会宏观经济研究院副院长马晓河等嘉宾先后进行了发言。
复合材料零件制造过程中一般采用热压罐进行加热,温度场均衡,固化稳定。但现场条件限制采用电热毯进行加热时,温度场控制较难,因此需对零件的固化工序明确定义,以保证结构的修理结果满足预期要求。
2.6 标准修理
2.6.1 允许损伤的修理
对于允许损伤限制以内,或未伤及纤维的损伤,可采用树脂刮涂工序进行修理。该工序应对飞机所有构型均适用。
2.6.2 标准修理
复合材料结构损伤超过允许损伤的限制时,需对结构进行修理。在标准实施章节中给出标准修理的工序,便于指导现场修理,提高维修效率。一般在标准实施章节中,应给出与机型所涉及复合材料结构构型相关的标准修理工序,例如:
(1)湿铺层材料的修理工序;
(3)主结构紧固件孔维修工序;
(4)凹坑和小孔修理工序等。
2.7 材料相关
由于复合材料本身的材料特性,其运输和贮存都需要特定的环境,因此,应给出机型修理涉及的复合材料牌号类型的来源、采购、运输、贮存和使用限制等技术要求,以保证材料的安全有效性。
3 结语
结构修理手册的标准实施包含了飞机结构运营维护和修理的所有技术说明和技术规范。这些技术说明和工序均来自设计和制造的技术文件和工艺文件。技术文件和工艺文件需按照航空技术出版物规范ATA2200或S1000D标准进行重新编制为程序类的便准实施文件,以便于飞机的运营和维修单位进行使用。
