轧钢冲压生产线模拟装置液压系统设计
2022-02-16王杰
王 杰
(河北省智能装备数字化设计及过程仿真重点实验室,唐山学院,河北 唐山 063000)
0 引言
轧钢冲压生产线模拟装置可以模拟完成钢材的轧制、冲压等工艺流程,该装置集机、电、液、气技术于一体,主要服务于高等院校的机械类相关专业的实践教学,本文主要完成了该装置的液压驱动系统的方案设计及元件选择。
1 轧钢冲压生产线模拟装置液压系统的设计与计算
1.1 工况分析
1.1.1 运动分析
轧钢冲压生产线模拟装置动作要求为:①液压马达转动驱动链传动装置运动对工件进行传输;②轧制液压缸下降进行轧制;③当被轧制的工件到达指定位置时顶料液压缸伸出,冲压液压缸下降冲压,并保压;④冲压及顶料液压缸完成复位动作;⑤若全部工作完成,则液压马达停止转动。
液压系统的技术参数为:①工件的质量为2 kg,运动部件所受重力为50 N;②轧制液压缸的上升和下降速度均为0.01 m/s,行程为0.1 m;③顶料液压缸的上升和下降速度均为0.01 m/s,行程为0.05 m;④冲压液压缸的上升和下降速度均为0.05 m/s,行程为0.1 m/s,保压时间为2 s。
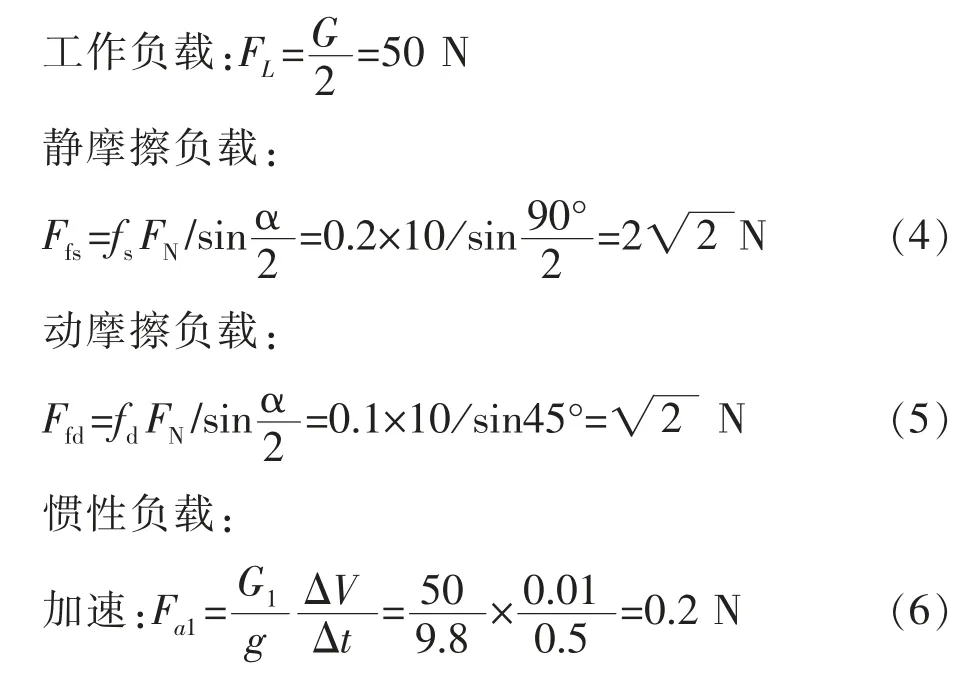
1.1.2 负载分析
(1)工件传输模块液压系统传输负载扭矩:Te=7.2N·m静摩擦负载扭矩:

动摩擦负载扭矩:

惯性负载扭矩:

式中,R为轴半径,m;此时,取R=0.01 m;Fn为作用于轴径的径向力,N;μs、μd为静、动摩擦系数,此处均取0.1;J—旋转部件转动惯量,J=GD2/4 g;ε为旋转部件角加速度。
代入数据得马达不同工况下的总负载扭矩,如表1所示。

表1 马达不同工况下的总负载扭矩
(2)轧制模块液压系统由于两个轧制液压缸共同完成轧制任务,这里只计算单个液压缸负载情况:

计算出轧制液压缸各个阶段的负载,其具体情况如表2所示。
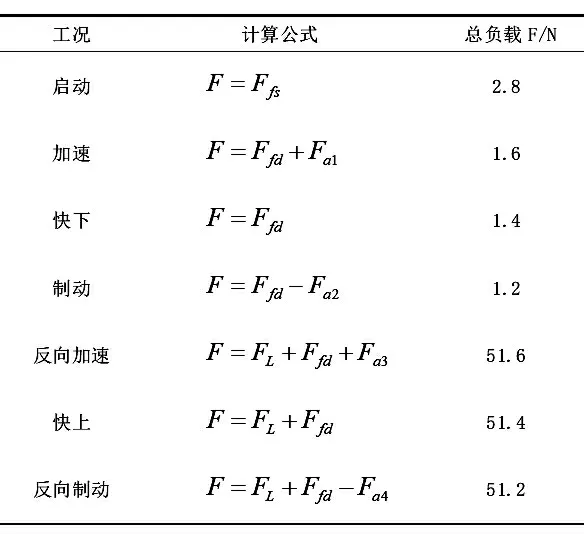
表2 轧制液压缸不同工况下的负载
1.2 液压执行元件主要参数的确定
1.2.1 液压马达主要参数的确定
拟定马达的工作压力为4.5 MPa。
液压马达的排量:

式中,Vm为液压马达的排量,m3/r;Δp为液压马达进、出口的压差,Δp=p1-p2,MPa;ηmm为液压马达机械效率,此处取0.9;Tmax为液压马达的最大转矩,N·m,此处是7.2 N·m;
液压马达的选择:
根据以上计算结果选用PGM503A-0021B型号的液压齿轮马达,其排量为2.1 mL/min,转速为500 r/rad。
液压马达的最大流量:

1.2.2 轧制缸主要参数的确定
拟定液压缸的工作压力为5 MPa。
液压缸的无杆腔面积:

液压缸内径为:

按GB/T 2348—2018,可以将内径圆整为20 mm。
式中,Fmax为轧制缸的最大工作负载,N;ηcm为液压缸的机械效率,此处取0.9;p1为轧制缸无杆腔压力,MPa;p2为轧制缸有杆腔压力,MPa,此处取0.05 MPa;A1为液压缸无杆腔面积,m2;A2为液压缸有杆腔面积,m2。
活塞杆的直径:
活塞杆直径d2取14 mm。
无杆腔的有效面积为:

有杆腔的有效面积:

计算液压缸的最大流量

1.3 液压系统原理图的拟定
该液压系统分为工件传输液压系统和轧制、顶料、冲压液压系统两部分。
1.3.1 工件传输液压系统
工件传输过程中外负载很小,考虑系统效率及温升等因素,拟选用变量泵作为系统的动力元件向系统供油。由于该系统的功率小,且外负载变化不大,可以采用节流调速方式对系统执行元件进行速度控制。在进行轧制、顶料及冲压等工序时工件传输停止,为了减少功率损耗及叶片泵的磨损,选用中位可以卸荷的H型机能的换向阀。
1.3.2 轧制、顶料、冲压液压系统
由于轧制、顶料及冲压过程中系统的负载很小且系统的压力需要稳定输出,所以采用齿轮泵3和溢流阀10作为系统的动力源。该液压系统对液压缸的速度稳定性要求较低并且系统功率很小,故轧制回路、顶料回路和冲压回路都选用双单向节流阀15、16、17回油节流调速回路。在冲压动作完成后需要对工件进行保压,为保证液压锁的迅速锁紧,该冲压回路采用液压锁21和电磁换向阀(Y型中位机能)实现。冲压回路中当冲压头与工件接触瞬间会有很大冲击力,液压缸内压力会瞬时变得很高,所以选用直动式减压阀11来稳定支路压力。拟定出如图1所示的液压系统原理图。
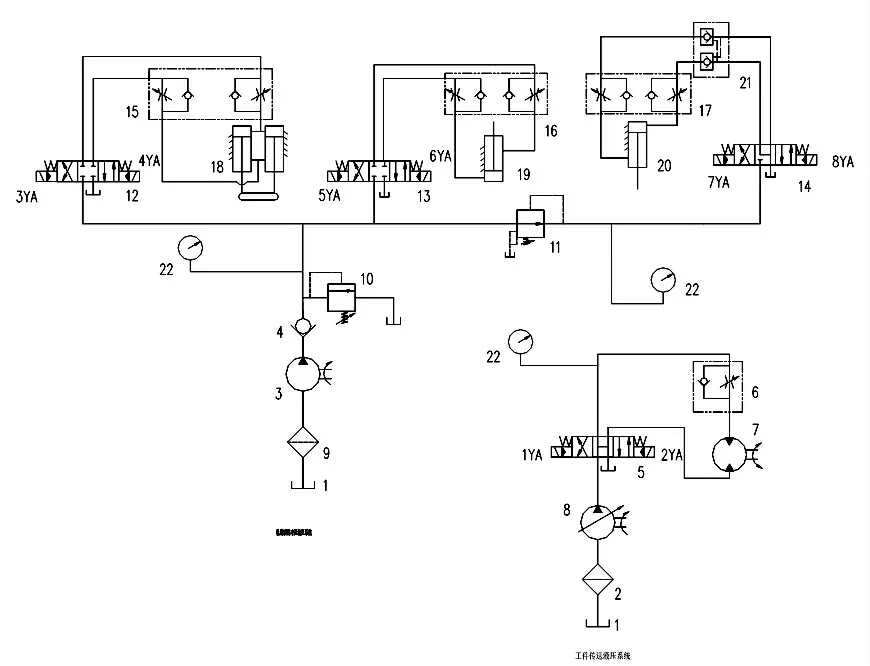
图1 液压系统原理图
2 液压系统元件选择
2.1 泵、电机的选择
2.1.1 工件传输液压系统
液压马达最大工作压力为4.5 MPa,假设压力损失为∑Δp=1 MPa,则工件传输液压系统的液压泵的工作压力为:

取液压回路泄漏系数取1.2,液压泵的总流量为:

所选液压泵的输出流量需大于1.2 L/min。
选用VPV1-9-70型变量叶片泵,其额定压力为7 MPa,容积效率为:ηpv=0.85;总效率为ηp=0.765。
电动机功率:
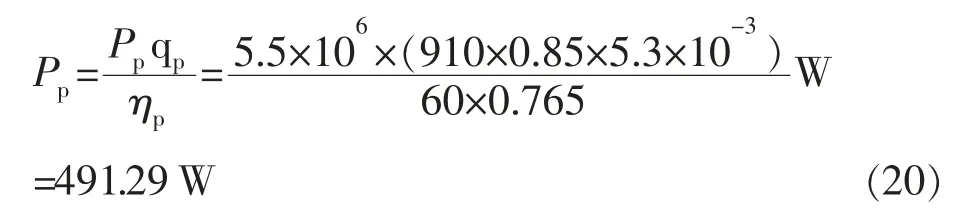
选用型号为Y90S-6的电机,功率为750 W,额定转速为910 r/min。
2.1.2 轧制、顶料和冲压液压系统
选用型号为HQT31-20的内啮合齿轮泵,其额定压力为6.3 MPa,容积效率为:ηpv=0.85;总效率为ηp=0.765。
电动机功率:
选用电机型号为Y90S-6,功率为2.2 kW,额定转速为940 r/min。主要液压元件选用如表3所示。

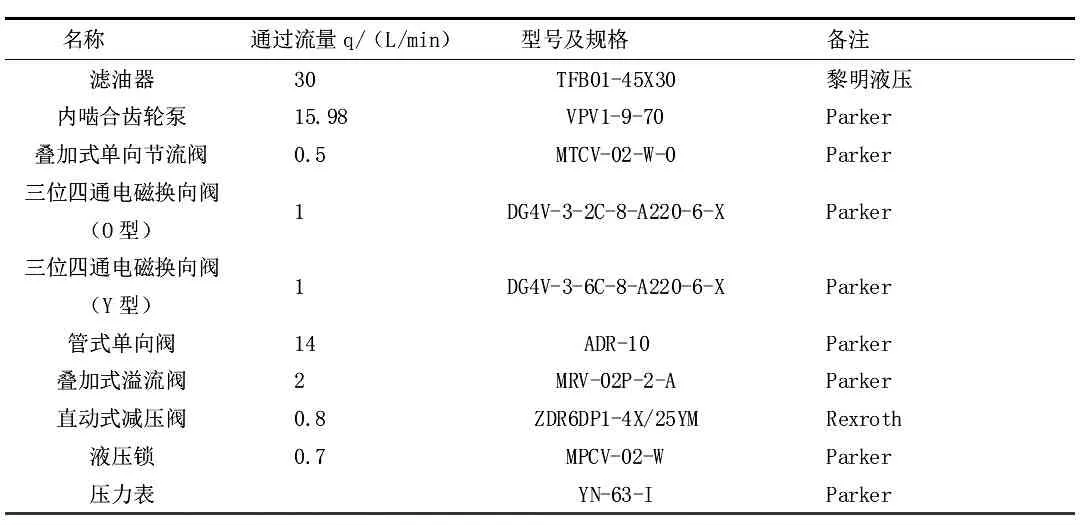
表3 轧制、顶料和冲压模块液压元件明细表
3 结语
本文完成了轧钢冲压生产线模拟装置液压系统相关参数的计算,包括工件传输、轧制及冲压等工况的运动分析及外负载的分析,轧制、冲压及顶料液压缸、液压马达的参数计算,完成了液压系统方案的制定及工件传输模块、轧制、顶料和冲压模块主要液压元件的选择工作,具有一定的实际工程参考价值。
