现代大型铝板带热轧生产线平面布置设计要点分析
2022-02-13薛春江金玉成
薛春江,彭 慧,金玉成,张 巍
(1.内蒙古科技大学 工程训练中心,内蒙古 包头 014010; 2.包头市供电局,内蒙古 包头 014010; 3.中冶东方工程技术有限公司,山东 青岛 266000)
一条现代化的大型铝板带热轧生产线的生产规模、产品方案、工艺技术和工艺计算确定以后,工艺布置即成为决定产能发挥、产品质量、操作维护、未来发展的关键环节。合理的工艺布置应当综合考虑总图情况、工艺流程、物料流向、主要设备组成、节能经济、安全健康等方面的因素。
1 主要设备及辅助设施布置
关于铝板带热轧线主体设备的间距、主轧跨跨度、轧制中心线至传动侧柱列线的距离等关键工艺布置参数的确定有关文献已做了较为详细的论述[1],以下重点对铸锭铣面机、轧辊磨床和热轧线辅助流体系统的工艺布置设计要点进行详细分析。
1.1 铣面机
铣面机作为铸锭热轧前表面加工的专用设备,依据项目总体规划、具体工艺要求以及用户的使用习惯等的不同,在工艺分区和平面布置上不尽相同。有的厂布置在熔铸车间,与锯切形成锯-铣联合加工工序,有的厂则布置在热轧车间原料准备区,作为独立的加工设备。
现代化数控铸锭铣面机可实现一次铣削铸锭一个大平面、两个角度小平面以及一个垂直面,通过翻锭机构将铸锭翻转180°之后返回工作台或者进入另一台铣面机完成相同的加工,一个循环可以高效率完成铸锭两个大平面、四个角度小平面以及两个垂直平面共8个面的加工。
在设备的选择和布置上,可以根据产能、投资、场地等具体情况考虑选择1台或者2台铣面机。1台铣面机需要铸锭翻转后折返,辅助时间增加,但节省投资;2台铣面机既可以单机运行,也可以布置成联机模式,设计成连续生产线,节约辅助时间,提高生产效率,同时可以根据投资和产能发展灵活选择分期建设,如图1所示。设备基础和公辅设施一次设计,整体施工。

图1 铸锭铣面机布置图Fig.1 Layout of ingot milling machine
1.2 轧辊磨床
现代大型铝板带项目都设计有独立的轧辊磨床间,统筹考虑热轧机和冷轧机的工作辊、中间辊以及支撑辊的新磨、重磨等任务。在工艺布置上需要兼顾热轧辊和冷轧辊的运输流向,同时尽量使磨床的布置方向与轧辊的长度方向一致,避免轧辊磨削前后的转向,减少辅助时间,提高工作效率。比较理想的轧辊磨床间布置如亚洲铝业有限公司板带项目工艺布置,轧辊磨床设置在热轧车间和冷轧车间延伸的交叉直角拐点处,可以保证热轧辊和冷轧辊的运输方便,同时避免热轧和冷轧工作时振动对磨削精度的影响[2]。宁夏锦宁巨科铝板带项目轧辊磨床间的布置也很有特点,如图2所示,热轧跨和冷轧跨平行布置,轧辊磨床间与之垂直且中间相隔一个热轧平面库,热轧辊和冷轧辊通过过跨平车运输至轧辊磨床间进行加工。这样的布置可以实现轧辊长度方向与磨床加工方向一致,有效避免了轧辊磨削前后90°转向带来的辅助时间增加、工作效率下降等问题,同时也可以保证磨削精度不受振动影响。
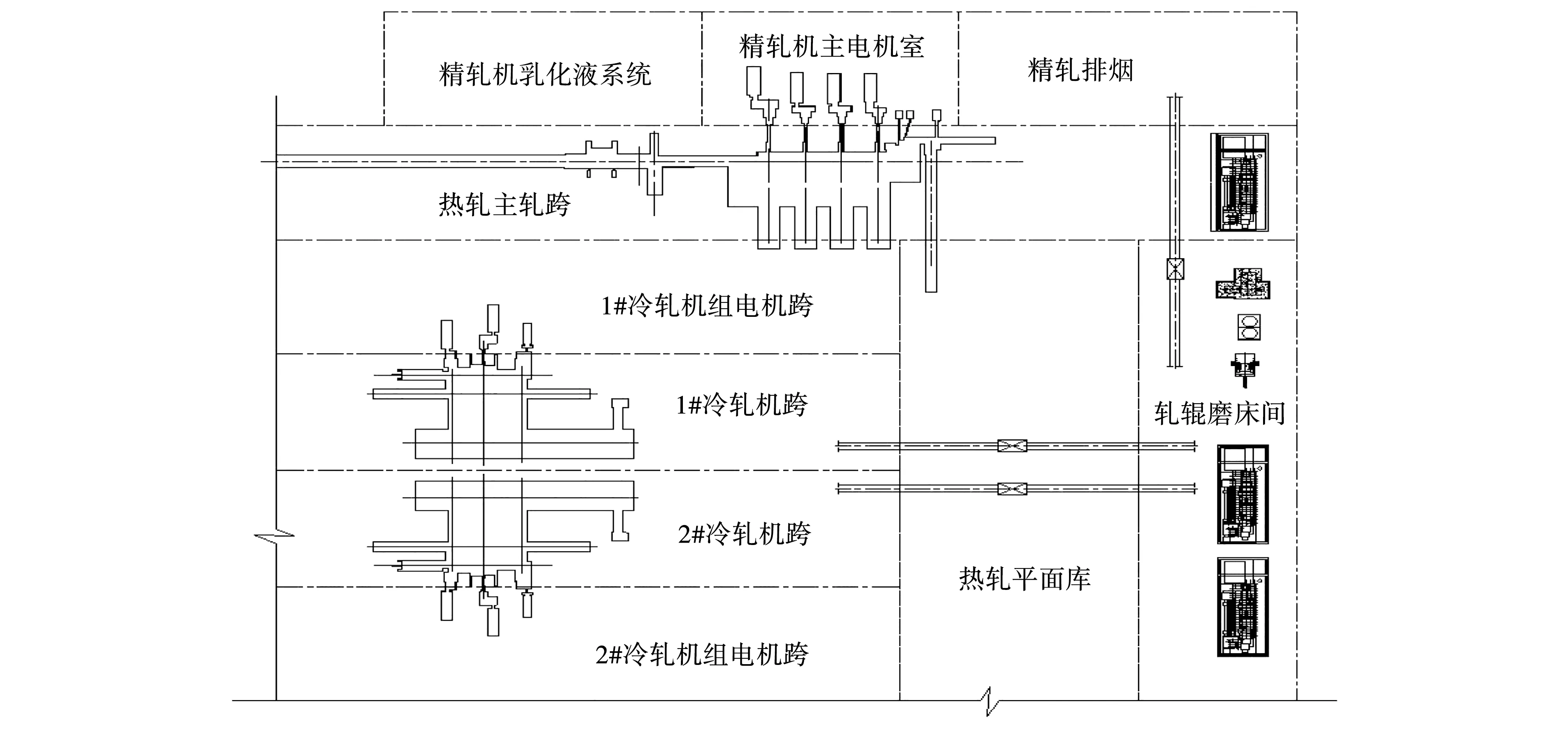
图2 典型铝板带项目轧辊磨床间平面布置Fig.2 Layout of the roll grinder room for typical aluminum strip project
1.3 热轧机辅助流体系统布置
一条现代化大型铝板带热轧线的先进技术指标的实现不仅需要先进的自动化控制技术和成熟、可靠的机械设备,还需要功能完善、性能稳定、快速响应的辅助流体系统的强力支撑。铝板带热轧线辅助流体系统主要包括液压系统、稀油润滑系统、乳化液润滑系统和气动系统等。多机架热连轧作为铝板带热轧的典型生产方式,辅助流体系统构成复杂、占地面积庞大,大部分需要布置在地下,底标高大约-7 m~-10 m,局部可能更深,土建工程量非常大。因此,辅助流体系统应靠近用户点紧凑布置,并与设备基础、电缆隧道和各种介质管沟统筹规划设计,形成综合的地下构筑物布置方案,既要满足生产检修维护方便,又要尽量节省工程量,还需要重点考虑地下室的防火、通风和排水等问题。典型铝板带热轧线辅助流体系统布置如图3,轧机区域地下构筑物采用成片连通设计,按照相关防火规范和功能要求划分成若干区域,用防火墙隔开。设置独立的机械送排风,保证地下室的通风效果,特别是轧机乳化液润滑系统散热量大,需要在通风设计中重点考虑。电缆隧道可设计在地下室顶板下靠近轧线传动侧的一角,满足防火规范要求的同时有效利用了地下室空间。
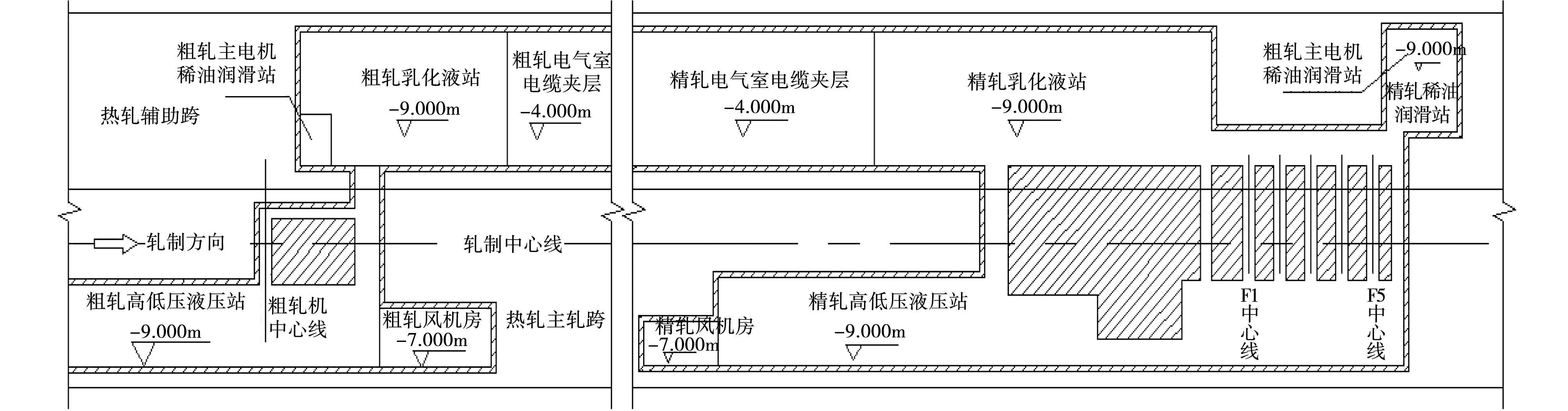
图3 典型铝板带热轧线辅助流体系统平面布置Fig.3 Layout of auxiliary fluid system of typical aluminum strip hot rolling line
2 厂房设计参数的确定
铝板带热轧车间一般由辅助跨、主轧跨和中间库等组成,其中辅助跨一般与主轧跨并行布置,中间库视总图及下游冷轧工序衔接情况可平行布置也可垂直布置。热轧辅助跨布置有原料库、轧机主电机室、粗精轧电气室及轧机排烟室等。地下部分布置有粗精轧机乳化液润滑站、主电机润滑站及风机房等。主轧跨厂房设计参数的确定已做过详细论述[1],以下重点对热轧原料库和热轧卷中间库的平面布置设计进行要点分析。
2.1 热轧原料库
大型铝板带热轧生产线应当设计独立的原料库,用于铸锭存放和入炉加热前的表面处理。
根据相关文献资料[3]和实际生产组织情况,铝铸锭存放天数可按7 d左右考虑。在设计过程中一般先按照总平面布置中初步确定的原料库面积来复核存放能力是否满足要求,然后再进行适当调整,具体计算步骤如下:
1)依据工艺计算确定铸锭年存放量。
2)确定原料库可利用存放面积,用原料库建筑面积减去各种辅助小房子、过跨车、通道、吊车盲区及设备等的占地面积。
3)按平均铸锭尺寸计算,铸锭垛位之间端面距离为500 mm,侧面距离为1 000 mm,确定原料库可堆存垛位数量。
4)计算存放能力,每垛铸锭高度按2 000 mm~4 000 mm计算,倒垛率按20%~30%计算。
2.2 热轧中间库
现代大型铝板带热轧生产线速度快,产量大,需要在工艺布置上考虑足够的空间满足热轧卷的存放和冷却。热轧中间库根据投资、场地空间等因素选择平面库或高架仓库。
平面库铝卷材卧式单层放置在固定鞍座上。一般每个鞍座边上配置有一台冷却风机,可根据卷材的存放信息以及工艺要求自动调节风机状态以满足不同铝合金高温卷材的冷却要求。平面库占地面积大,空间利用率不高,但投资较小。
高架仓库空间利用率高,但工程量大,投资大、回收期长,且技术较为复杂[4]。目前国内建设的铝卷材高架仓库几乎全部引进。
无论平面库还是高架仓库都应配置有智能存储管理系统和智能通风冷却系统,缩短寻料时间,避免卷材碰伤,提高轧机的生产效率。
从实际建设情况看,热轧卷的存储方式选择平面库居多,见表1。
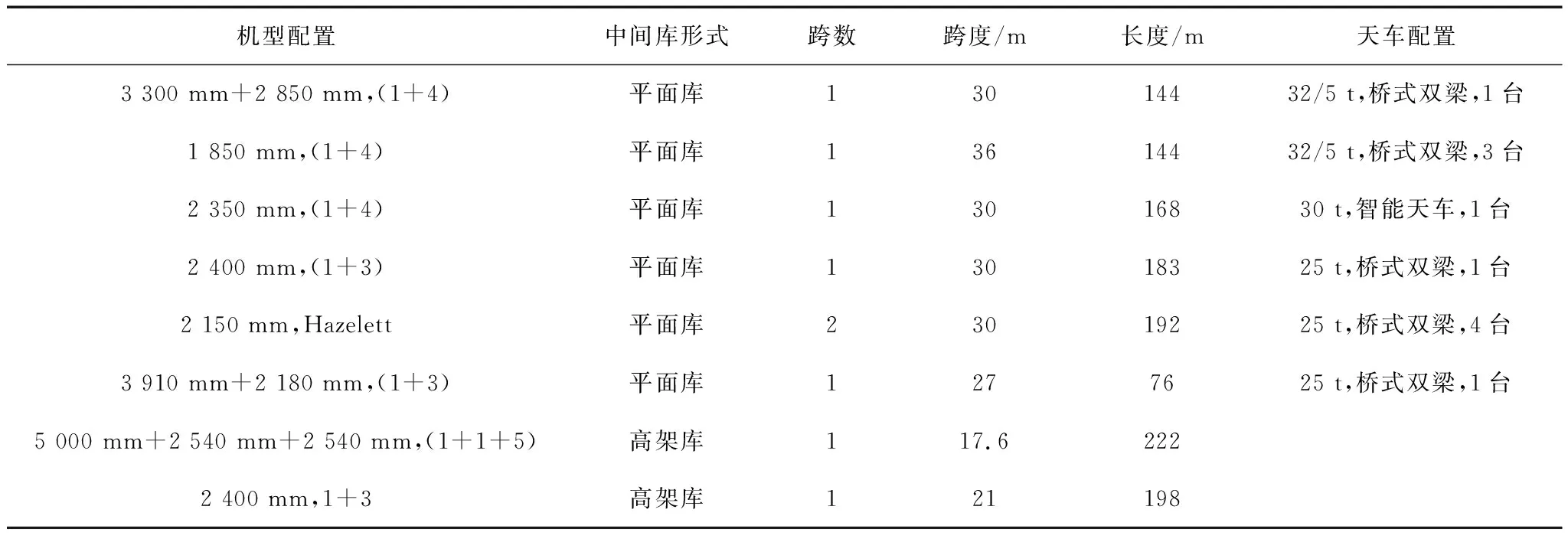
表1 典型铝板带热轧中间库厂房设计主要参数Table 1 Main design parameters of typical aluminum strip hot rolling intermediate warehouse
3 起重运输设备选择
铝板带热轧生产线起重运输设备主要由检修及安装用起重机和生产操作起重机两类组成,并辅以必要的电动过跨平车。
3.1 检修及安装用起重机
检修及安装用起重机根据实际使用情况设置,主要用于设备检修、废料调运和轧辊更换等。
铝板带热轧线设备中最大重量单件通常是热粗轧机的支撑辊装配,表2中总结归纳了部分不同规格热粗轧机支撑辊装配重量和所选配起重机规格。
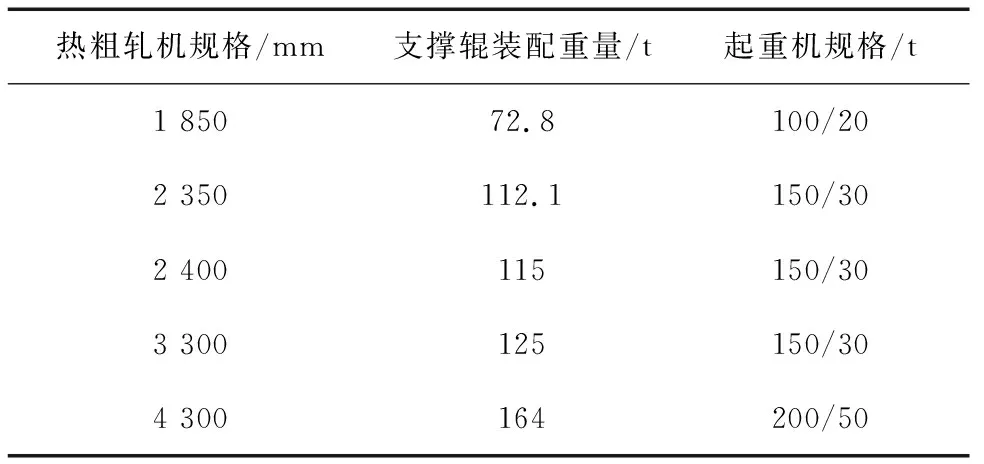
表2 不同规格热轧线主轧跨桥式双梁起重机选型依据Table 2 Model selection basis for the bridge-type two-beam crane of the main rolling span of different specifications of hot rolling line
由于主轧跨大吨位起重机的满载工作范围比较小且固定,比如热粗轧机支撑辊吊运。因此可以在设计时考虑大吨位起重机固定工作区域内吊车满载而其他区域空载通过,这样可以在满足使用要求的前提下降低厂房建设投资。
3.2 生产操作起重机
生产操作起重机主要用于热轧铸锭、热轧卷的下料、入库、发货、倒垛、设备维护检修等工作。起重机吨位选定以后,数量则需要根据入库量、行走距离、吊车主要技术指标等参数详细计算,可参见表3的计算示例。
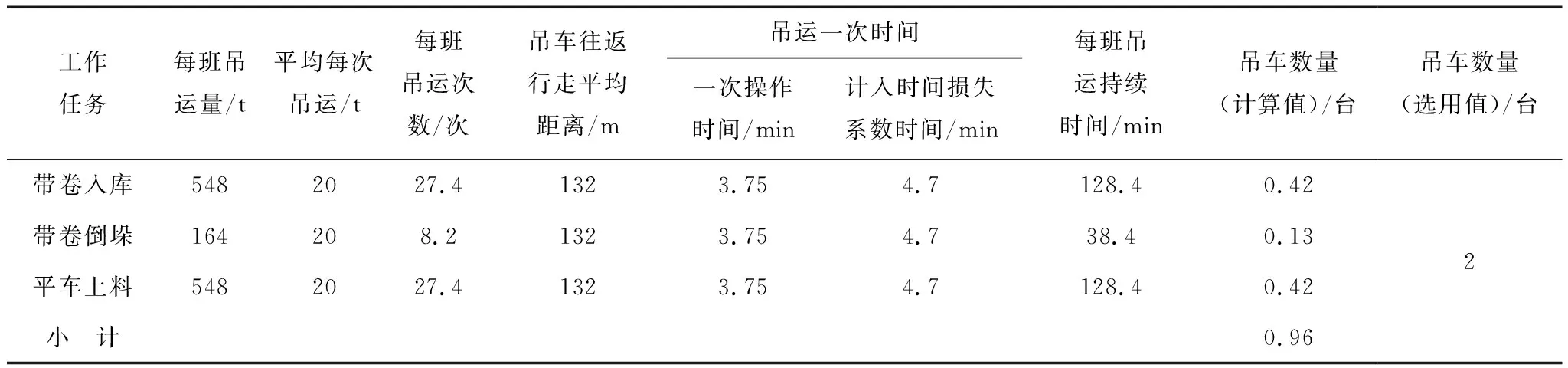
表3 中间库生产操作起重机数量计算示例Table.3 Calculation example of the number of production operation cranes in the intermediate warehouse
吊车数量(计算值)=每班吊运持续时间(min)/(480μ),其中μ为起重机综合效能系数,取值0.53~0.58[5]
计算结果为0.96台,如果实际选择1台起重机的话,存在负荷率太高的问题,综合考虑实际生产需要选用2台是合适的。
4 结束语
通过技术比较、推导计算及归纳总结等方式,结合具体铝板带热轧工程设计实例,从主要设备及辅助设施、厂房设计参数和起重运输设备选择等三个方面,对大型铝板带热轧工艺布置设计进行了要点分析。
热轧工序在铝板带整个生产工艺流程中处于承上启下的重要地位,做好热轧工艺布置设计不仅要对企业的经济效益负责,更要着眼于节能降耗、环境保护和安全生产等社会效益的发挥。不仅要满足当前的生产需要,还要考虑未来发展空间,要把创新、协调、绿色、开放、共享的新发展理念深入贯彻到实际工程设计工作中,推动铝板带工程建设向着更高质量方面发展。
