不同清洗剂对三维打印性能的影响分析*
2022-02-10剡秀秀杜银学
□ 剡秀秀 □ 刘 轶 □ 杜银学
共享智能装备有限公司 银川 750021
1 分析背景
目前,三维打印受到了越来越多研究者的关注。三维打印又称为增材制造技术,它根据三维模型有选择地逐层添加材料从而打印出实体部件。与传统的制造工艺相比,增材制造技术可以显著降低成本、能源、材料消耗和人力资源,并且显著改善了工作环境。增材制造技术与传统制造业相辅相成,将传统制造业的发展带入了一个新的发展阶段,为传统制造业注入了新的活力和动力。目前,增材制造技术已应用于多个领域。传统的增材制造技术包括光固化成型、选择性激光烧结和熔融技术等,粘结剂喷射三维打印技术的出现,展现出其独有的优势。粘结剂喷射三维打印技术由麻省理工学院在20世纪90年代早期开发,包括五个步骤:三维模型转化成STL文件,打印,固化,去粉,后处理。粘结剂喷射三维打印能够兼容的材料广泛,如金属、陶瓷、聚合物、砂子、玻璃,对高熔点、高反射率的材料没有限制,因为三维打印过程在室温下进行,所以不需要考虑材料导热因素。此外,在打印过程中不需要建造支撑结构,不受热梯度的影响,粉末的可重复利用率也远高于激光或电子束成型。
在粘结剂喷射三维打印过程中,用到的关键材料为粉末、粘结剂和清洗剂。其中,粉末理化性能对打印产品性能的影响不言而喻。已有很多研究表明,粉末材料的粒径及分布、流动性等对打印产品的性能有显著的影响,但是很少有文献表明,清洗打印头的清洗剂对打印产品的性能也会产生影响。
不锈钢是目前应用最广泛的金属材料之一,笔者以316L不锈钢试块为研究对象,对比不同配比的清洗剂的清洗效果,期望获得致密度和力学性能优异的三维打印不锈钢试块。
2 试验内容
2.1 材料
笔者采用国产316L不锈钢粉末用于研究。粉体的粒径分布D10为5.7 μm、D50为12.8 μm,D90为25.8 μm,粉末化学成分见表1。使用的粘结剂为乙二醇单丁醚、异丙醇、乙二醇混合物,前两者的沸点较低,分别为171 ℃、80.4 ℃,因此在195 ℃时蒸发。固化后,金相组织的主要成分为乙二醇,沸腾温度为197.3 ℃。使用两种清洗剂来清洗打印头,1号清洗剂为国外进口,2号清洗剂为笔者公司研发生产。相比两种清洗剂的成本,2号清洗剂价格更低廉,可以为金属三维打印节省更多的资金。
2.2 脱脂和烧结工艺
试块的脱脂温度为600 ℃,保温时间为60 min。在脱脂和烧结过程中,用氩气保护气氛。烧结工艺为在1 385 ℃下负压烧结180 min,烧结后试块的致密度ρ和尺寸收缩率φ2为:
(1)
φ2=(a2-a1)/a1×100%
(2)
式中:m为烧结后的质量;V为烧结后的体积;a2为烧结后的尺寸;a1为烧结前的尺寸。
3 清洗剂对打印试块表面质量影响
使用不同打印模式和清洗剂,打印试块的表面质量如图1所示,打印试块的尺寸和致密度数据见表2。打印模式为50-50,打印温度为45 ℃时,使用1号清洗剂后打印的试块表面质量不佳。通过调整打印参数,打印模式为25-50,打印温度为50 ℃时,试块的表面质量得到明显改善,因此,选用此打印参数。改用2号清洗剂清洗打印头后打印试块,试块的表面质量变差,这表明2号清洗剂对打印质量有影响。由表2数据可以发现,试块长度方向的尺寸均小于模型尺寸20 mm,而宽度和高度方向的尺寸则显示出使用1号清洗剂后打印试块的尺寸均大于模型尺寸15 mm和10 mm,使用2号清洗剂清洗打印头后打印试块的尺寸在高度方向则小于模型尺寸10 mm。从打印试块致密度数据看,四个试块的致密度差别不大。试块表面质量越差,打印试块尺寸的误差就越大。总体来看,试块上部的表面质量较好,而底部,即先打印的层的表面质量较差,这与打印模式有关。通过试验,当打印模式为25-50时,试块底部的表面质量较好。

▲图1 使用不同模式和清洗剂试块表面质量
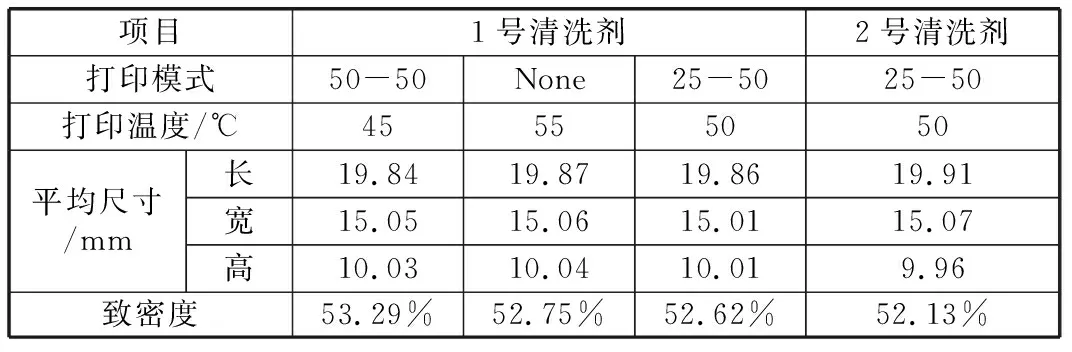
表2 使用不同模式和清洗剂试块尺寸和收缩率
4 清洗剂对打印试块烧结组织及性能影响
使用不同模式及清洗剂打印试块的金相照片如图2所示。使用不同打印参数和清洗剂对试块烧结后的显微组织没有明显的影响,平均晶粒尺寸在30 μm左右,晶界间分布着黑色的碳化物,含量也没有明显的规律,这表明使用不同的清洗剂对试块显微组织的影响不大。

▲图2 使用不同模式和清洗剂试块金相照片
试块烧结后的致密度和尺寸收缩率见表3。由表3可以看出,使用1号清洗剂后,试块在长、宽、高三个方向的尺寸收缩率均呈现逐渐增加的趋势,并且打印参数对收缩率没有显著影响。使用2号清洗剂后,试块在长度方向收缩率变大,宽度和高度方向收缩率则无明显变化。从致密度数据可以看到,四个试块的致密度均保持在98%以上。

表3 试块烧结后数据
四个试块烧结后的力学性能数据见表4,对应的抗压曲线如图3、图4所示。 由表4可以看到,四个试块的布氏硬度HB相近,选用2号清洗剂后,试块的维氏硬度HV有所提高,从210提高到221。试块的抗拉强度和抗压强度显著降低,而延伸率变化不大,均保持在60%以上。

▲图3 使用1号清洗剂试块抗压曲线
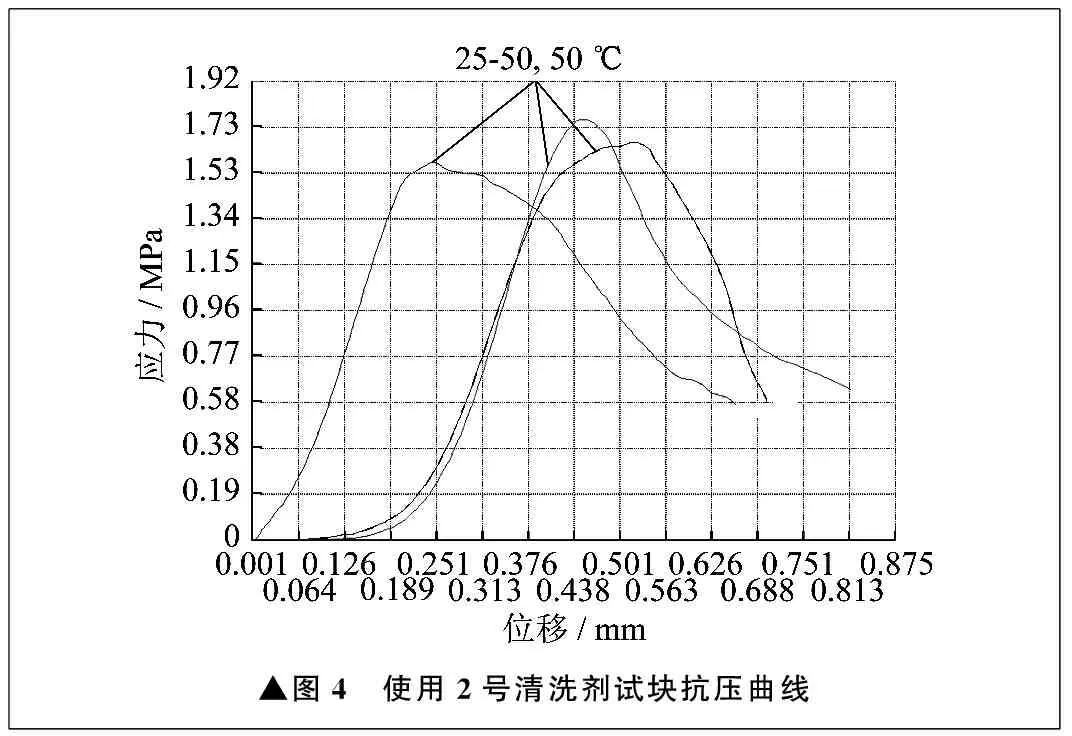
▲图4 使用2号清洗剂试块抗压曲线
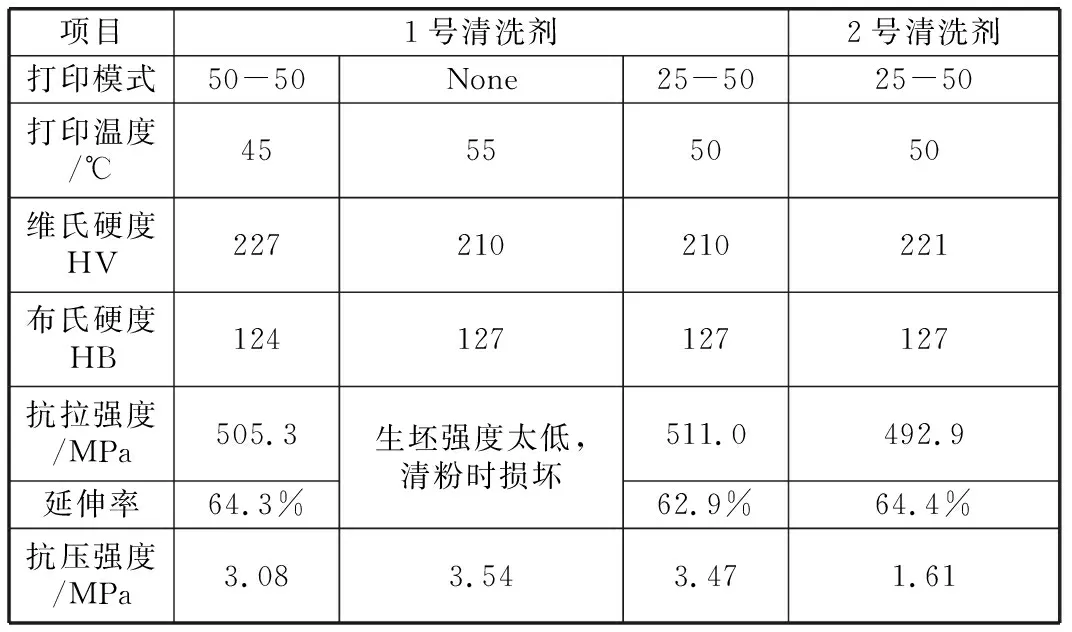
表4 试块烧结后力学性能
试验表明,换用2号清洗剂后试块表面质量变差,对于拉伸试块和抗压试块也是如此。试块的表面质量不佳,试块上的裂纹等容易引起应力集中,导致试块提早断裂。
5 优化清洗剂配比后打印试块质量
试验结果表明,使用不同配比清洗剂对316L不锈钢打印试块的表面质量和性能有明显影响。因此,配备了六种不同配比的清洗剂进行试验,具体配比见表5。对于六种配比方案,分别打印十次测试纸,通过观察丢帧数及稳定性来判断清洗剂的清洗效果,结果见表6。由表6可知,配比方案2、配比方案3、配比方案5清洗剂在首次测试打印后丢帧数大于5,并且在第五次测试后丢帧数才减少到1,表明这三种配比方案的清洗效果不佳。配比方案1和配比方案4清洗剂在首次测试打印后丢帧数为4,并很快达到稳定,其中配比方案1清洗剂在打印测试五次后的丢帧数几乎为0,表明配比方案1清洗剂的清洗效果最好。因此选用配比方案1配比的清洗剂打印产品,打印模式为25-50,打印温度为50 ℃。
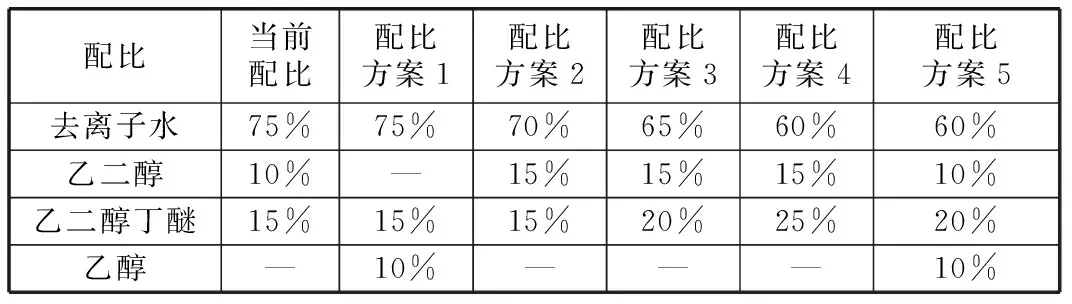
表5 清洗剂配比
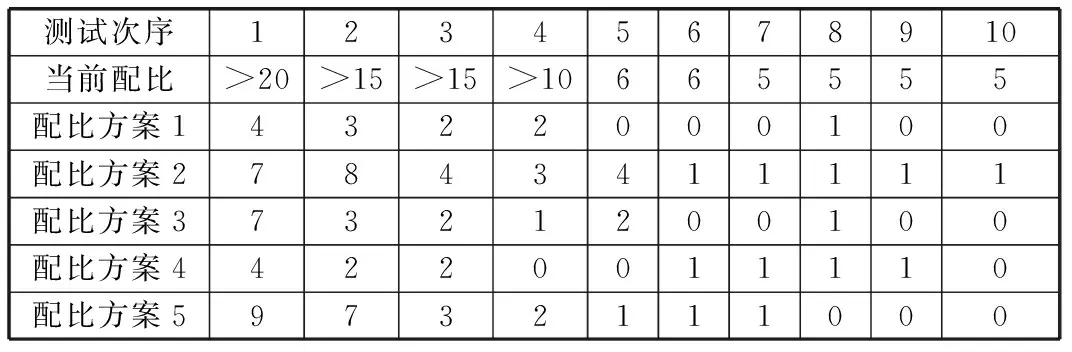
表6 不同配比清洗剂打印头丢帧情况
使用配比方案1清洗剂清洗后打印试块的宏观照片和显微组织如图5所示,烧结后打印试块的机械性能见表7,五个打印试块的抗压曲线如图6所示。结果表明,使用配比方案1清洗剂后,试块表面质量提高,试块烧结后的显微组织依然保持之前的特征,即晶粒尺寸变化不大,晶界间的黑色碳化物分布明显。由表7可以看到,试块长度和宽度方向尺寸收缩率减小,高度方向变化不大。试块致密度没有明显变化,烧结后打印试块的致密度提高到99.24%。抗拉强度和抗压强度与使用2号清洗剂后的打印试块相比有明显提高,而延伸率变化不大。

▲图5 配比方案1清洗剂试块宏观照片和显微组织
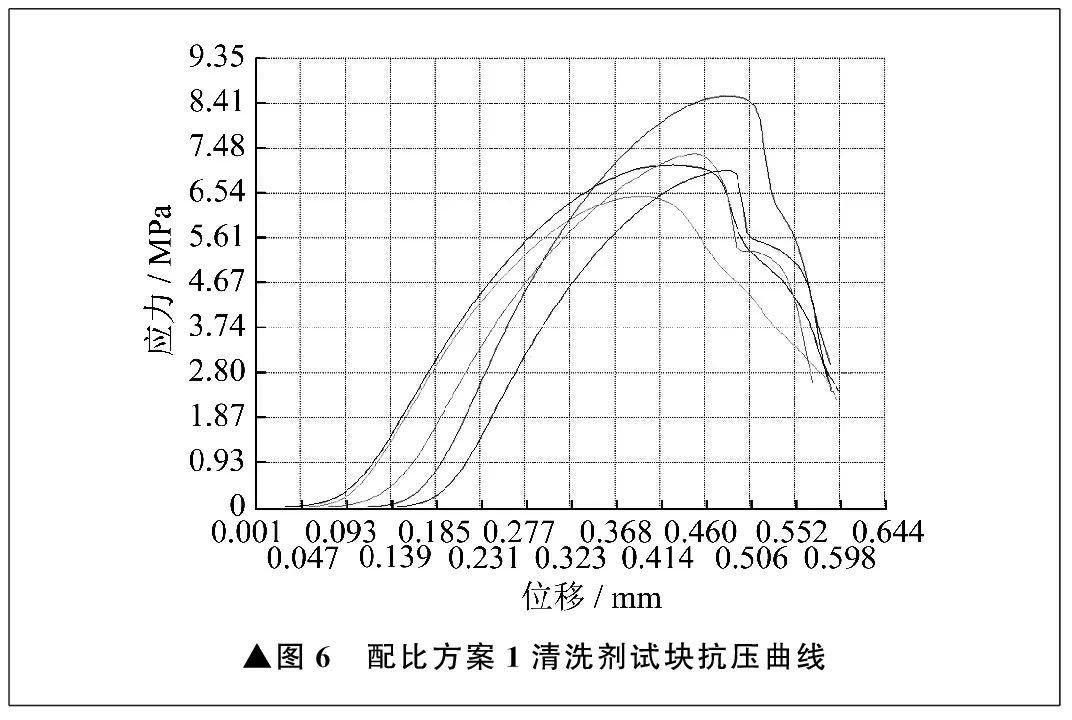
▲图6 配比方案1清洗剂试块抗压曲线

表7 配比方案1清洗剂试块机械性能
6 结束语
笔者通过对比使用两种清洗剂清洗打印头的打印效果,研究打印试块的表面质量和相关性能。
(1) 打印参数对三维打印316L不锈钢试块的表面质量有明显的影响。
(2) 不同清洗剂对三维打印316L不锈钢试块的表面质量有明显影响,但是对试块烧结后的显微组织影响不大。
(3) 优化清洗剂配比后,打印试块的丢帧数减少到1。试验证明,通过优化清洗剂配比可以改善打印产品的表面质量,并且获得力学性能和致密度优异的打印产品。
