泄水闸弧形闸门及启闭机安装
2022-02-10姜方明
姜方明
(中国水利水电第十二工程局有限公司机电工程公司,浙江 丽水 323000)
新干航电枢纽工程地处赣江中下游,坐落在江西省新干县,工程包括泄水闸、船闸、电站厂房、土坝、连接坝段、坝顶公路桥、管理区以及枢纽配套工程。枢纽主要建筑物包括单线1 000 t级船闸一座(闸室尺寸230 m×23 m×3.5 m);24孔泄水闸,净宽20 m,坝顶高程42.00 m;水电站总装机112 MW,安装7台单机16 MW灯泡贯流式机组。一期工程泄水闸弧形工作闸门共安装9扇,单重190 t。闸门孔口尺寸(宽×高)20 m×12 m,设计水头11.5 m,为露顶式弧形闸门,弧面半径18 m,斜支臂结构,支铰采用自润滑关节轴承。启闭机采用双吊点液压启闭机,启闭机型式QHLY-2×2 800 kN-8.0 m,吊点距18.8 m。
1 闸门安装工期
一期工程施工工期在冬春交界枯水期完成安装。为使工程安全度汛,业主方要求在闸门完成安装后,需将围堰拆除过水,所以门叶在汛期将处于开启状态。整个施工过程工期紧,任务重,项目部组织两个安装班组,多个工作面同时进行,综合考虑与土建的工作衔接,各个工作面根据具体的情况制定月进度计划、周进度计划,确保了在规定的工期内完成一期弧形闸门和启闭机的安装工作。
2 闸门的分节
弧形闸门的门叶、支臂在制作过程中将门叶结构分成4节,支臂分成2节,出厂前在厂内进行过整体组装,分节处焊接好定位板。门叶和支臂分节示意图见图1。
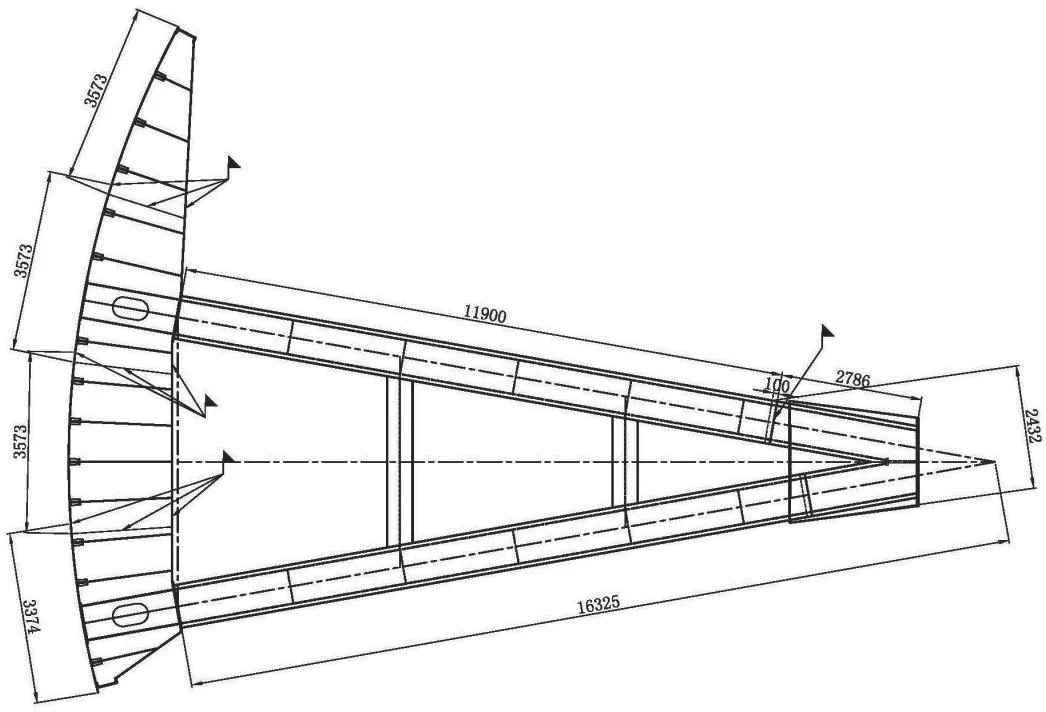
图1 门叶和支臂分节示意图
底节、第二节、第三节和顶节门叶重量分别为35 942 kg、18 056 kg、29 659 kg、15 873 kg,上下臂柱的吊装重量分别为9 225 kg、16 645 kg。
3 弧形闸门安装工艺方法与主要安装工序
3.1 闸门安装工艺流程
闸门安装时,先将下支臂吊装就位,与支铰总成连接。再利用160 t履带吊将底节门叶卸车并翻身门叶,倒运并吊至门槽孔口。以底槛座面和侧轨面为基准调整门叶水平度与垂直度,调整好门叶半径,与下支臂螺栓连接。底节门叶调整合格后将第二节门叶吊至门槽内,调节门叶水平和垂直度,同底节连接。依次吊装第三节门叶,完成节间点焊加固,吊装上支臂与第三节门叶螺栓连接。再拼装顶节门叶,最后完成支臂间竖撑的拼装,检查门叶尺寸合格后,对门叶进行焊接。
焊接完成后,对门叶几何尺寸进行复查,合格后依侧轨面为基准对侧轮进行调整,使所有侧轮的踏面均与侧轨的距离符合图纸安装尺寸。待整个弧形工作闸门拼装完毕后,对焊接区域进行补漆。
启闭机与弧形工作闸门联动调试正常后,进行闸门水封的安装。
弧形工作闸门安装工艺流程图见图2。
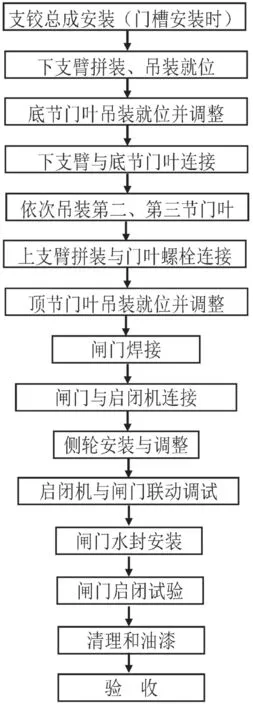
图2 弧形工作闸门安装工艺流程图
3.2 主要安装工序
(1)支铰埋件及支铰总成安装:
首先进行支铰二期埋件安装,在门槽安装时进行。采用履带吊配合手拉葫芦将支铰二期埋件吊装到位,利用花篮螺杆及千斤顶进行微调,保证支铰二期埋件安装中心、角度及高程位置,检测合格后焊接螺杆与一期锚筋的连接绑条及加固支承焊接,焊后进行复测。经监理工程师检查合格后,进行二期混凝土浇筑。
待二期混凝土浇筑完且达到足够的强度后,对支铰二期埋件进行复测。
固定铰和活动铰组成的支铰总成在制造厂内组装完成,到安装现场整体吊装,在支铰总成运至现场后调整其角度,用型钢临时固定,使固定铰与活动铰不能相对转动。用履带吊吊装支铰总成,用两个手拉葫芦将支铰按设计安装角度基本调整到位,将固定铰与预埋螺栓对准插入,拧紧螺母。
(2)支臂安装:支臂安装前,用手拉葫芦调整好下支臂安装角度。角度基本调好后,起吊支臂与对应支铰进行组装,通过连接螺栓将支臂和支铰连接成整体,支臂的另一端先用临时支撑固定并根据理论尺寸定位好支臂前端中心尺寸,以便与底节门叶吊装好后连接固定,上支臂在第2、3节门叶就位后吊装。
(3)门叶拼装:弧门门叶分节运至现场,在弧门门槽内立拼为整体。与支臂连接的底节、第3节门叶吊装到位后用螺栓将支臂前端板与主横梁拧紧成整体。
将底节门叶用履带吊吊至安装部位,吊装时采用4个吊点,其中两个用手拉葫芦用来进行底节门叶倾斜角度调整,将门叶底缘与底槛上定位板接触紧密后在底槛下游侧焊定位挡板。同理后续依次吊入其他节门叶并调整尺寸。
3.3 弧形工作闸门焊接
(1)安装焊缝焊接顺序是:先焊边梁及隔板腹板焊缝,再焊下游侧翼缘板焊缝,最后焊接面板焊缝。
(2)焊接过程中需监测弧门面板外缘至支铰中心曲率半径、面板变形情况等,发现问题及时处理。抗剪板必须顶紧支臂端头连接板边缘,并在整个门叶安装之后进行焊接。
(3)焊接完毕后进行一、二类焊缝无损检测,复测弧门整体几何尺寸。
(4)门体焊接工作在拼装形位尺寸检查合格后进行,并由合格焊工施焊。
(5)闸门采用已经评定合格的焊接工艺,按工艺卡中有关焊接的规定进行焊接和检验,焊接时采取措施控制变形,焊接中要采取防风防雨措施。闸门焊接后首先进行焊缝外观质量检查,合格后作超声波无损检测。
3.4 闸门水封装配
闸门与启闭机的联动调试合格后,方能进行闸门水封的安装工作。
(1)闸门的两侧水封及底水封,根据橡胶水封的到货情况,按需要的长度粘接好再与水封压板一起配钻螺栓孔。橡胶水封的螺栓孔,采用专用钻头使用旋转法加工,严禁采用冲压法和热烫法加工,其孔径比螺栓直径小1~2 mm。
(2)止水橡皮接头可采用生胶热压等方法胶合,胶合接头处不得有错位,凹凸不平和疏松现象。
4 启闭机安装
一期工程泄水闸弧形闸门液压启闭设备共9套,油缸支铰中心高程40.262 m,混凝土浇筑至该高程前,需预埋油缸支座埋件。
4.1 施工工艺流程
施工工艺流程见图3。
(2)冷源中有2台吸收式溴化锂机组,蒸汽来源为3台3.9/h的燃油蒸汽锅炉,和直燃型溴化锂制冷机组相比,锅炉转换效率、热力管网两部分损失增大,整个冷源系统的效率明显下降;
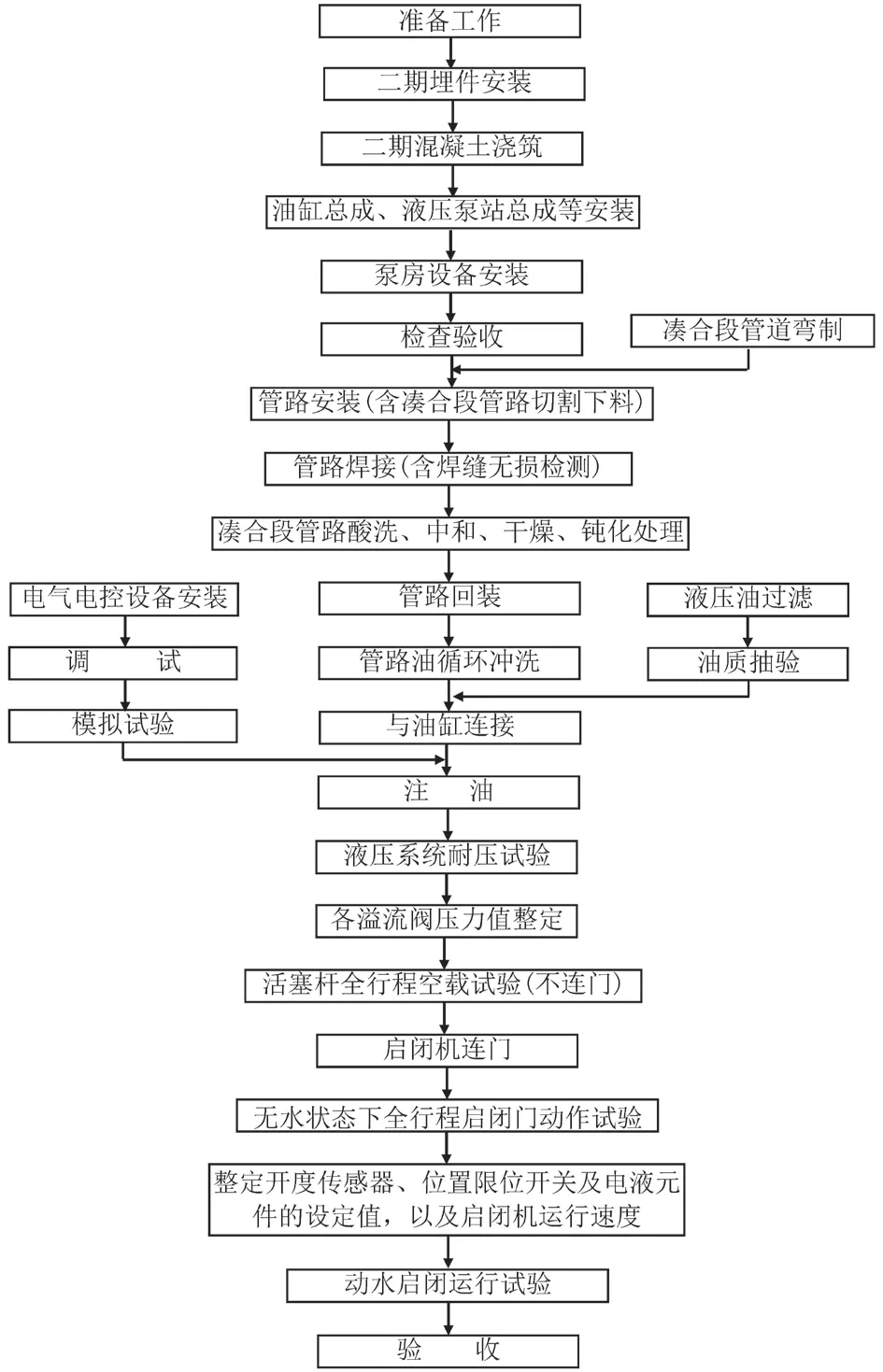
图3 液压启闭机安装工艺流程图
4.2 启闭机埋件安装
(1)启闭机安装控制点放样,在埋件安装预留缺口处焊接测量架,根据闸室的安装控制基准线,放出油缸埋件的安装基准线。
(2)在埋件安装位置做好安装底座支架。
(3)用调整垫铁调整支架埋件,使其安装中心、高程、里程及同心度符合要求,隐藏工程签证后进行二期混凝土的浇筑。
4.3 机架安装
液压启闭机机架安装基准线以实际安装好的门槽的孔口中心线和门槽中心线为基准。安装基准线以实际闸室的孔口中心线和高程为基准。用水准仪和经纬仪进行放样。
4.4 液压缸安装
油缸安装前应检查活塞杆是否变形,有无碰伤和拉毛现象。油缸吊装采用吊机就位。调整好与底座的间隙和接触面积,控制孔口中心线和吊点中心线支承面的高差。吊装油缸时,应设计好吊点的位置和个数,以防止吊装不当造成不必要的变形。
4.5 启闭机电气及检测设备的安装
液压启闭机电气及检测设备的安装应符合施工图纸和制造厂安装技术说明书的规定,电缆安装应排列整齐,全部电气设备应可靠接地。
5 弧形闸门及液压启闭机调试
弧形闸门及液压启闭机安装完毕,对闸门逐孔进行试验检查:
5.1 无水情况下全行程启闭试验
在液压缸活塞杆吊头与闸门连接而闸门不承受水压力的情况下,进行启门和闭门工况的全行程往复动作试验3次,整定和调整好闸门开度传感器、位置限制开关及电液元件的设定值,试验的全过程中,对水封橡皮与不锈钢水封座板的接触面采用清水冲淋润滑,以防损坏水封橡皮。
5.2 液压启闭机检查
检测电动机的电流、电压和油压的数据及全行程启、闭的运行时间。
5.3 门叶检查
试验过程检查水封或侧轮的运行无卡阻现象,在闸门全关位置,水封橡皮无损伤,漏光检查合格,止水严密。
5.4 动水情况下的全行程启闭试验
在接近设计水头条件下进行动水试验,检查包括全行程开启、局部开启时不同开度条件下闸门的振动,启闭灵活性,闸门的止水性能等内容,并检测电动机的电流、电压和系统压力及全行程启、闭的运行时间。
6 安装过程中发现的问题及解决方法
6.1 采用合理的吊装方案,降低成本
现场原吊装方案为:将9套泄水闸弧门门叶、支臂、支铰等部件直接运输至上游各个孔口底部,使用200 t汽车吊进行安装作业。但根据现场实际情况使用汽车吊很难一次吊装到位,需要进行中间倒运,将门叶移至上游检修闸门附近,再进行安装。安装过程中的二次倒运或二次吊装都将消耗大量成本和时间。
为加快安装进度,及时更改吊装方案为:使用160 t履带式吊车进行作业。
两种吊装方案的比较:汽车吊对地面要求比较高,地面需要基本平整。而履带吊对场地要求较低,在当时泥泞路面的工地能很好地适用,最关键是履带吊在承载重物时可以移动,而汽车吊则不可以移动。这一条件能有效避免因场地问题造成安装过程中的二次倒运或二次吊装时间。
6.2 安装前应进行必要的检查
在安装前需检查土建闸墩混凝土浇筑质量是否符合要求,是否有混凝土跑模而使孔口实际尺寸小于门叶宽度的情况,如图4所示为9号孔闸墩侧墙跑模凿除处理情况。为避免门叶平移吊装时因土建施工跑模造成孔口尺寸偏小,致使门叶无法顺利进入而卡在闸墩中间,安装前必须进行闸墩混凝土质量的检查,发现问题提前处理,可有效提高安装进度。碰到这一问题,最好的解决方法就是凿除多余的混凝土,使门叶能顺利进入即可。

图4 闸墩侧墙跑模凿除处理情况
6.3 安装前提供准确的数据定位,提高安装速度
弧门组装完下支臂时,可根据理论尺寸将支臂端头中心上下左右定位准确。因弧门底节门叶的状态处于外斜状态,如果支臂未调整定位准确,将造成底节门叶无法吊装到位,如图5所示。需重新调节下支臂的定位尺寸,再配合底节门叶组装,造成不必要的麻烦。如提前做好下支臂定位工作,可准确配合底节门叶螺栓连接,能有效提高组装速度。

图5 下支臂安装定位不合理
6.4 LP型侧水封的安装
在进行LP型侧水封安装时与水封压板一起配钻螺栓孔,采用从上部悬挂压入法进行。在安装时作业人员往往习惯性地将水封根部直角处过度贴紧靠在止水不锈钢面上,这一方法在闸门启闭试验过程中易造成水封橡皮摩擦过度拉坏或翻转现象。
LP型水封的止水方式,水压越大止水效果越好。正确的安装方法应将LP型水封直角根部与不锈钢止水工作面留一定间隙3~5 mm,只将P头接触止水工作面即可。
6.5 改进厂内组装工艺
现场安装发现:在完成第三节门叶(即与上支臂连接门叶)安装时,发现主横梁间距与上、下支臂端头中心尺寸不符现象。而本项目所有弧形闸门均在厂内进行过二次组装,实际尺寸已经过验收复核,不应出现现场安装支臂尺寸不符情况。
经过分析原因:是在制作车间完成二次组装后,只在面板外侧配有凹凸定位块,而在内侧隔板或边梁侧未配有凹凸定位块。车间内组装工作完成后配装凹凸定位块的主要作用不仅是定位弧门门叶中心方向的尺寸,也应定位弧门门叶径向的尺寸,在各节门叶间面板和隔板、边梁腹板处同时配有凹凸定位块将有利于安装尺寸的确定,减少定位支臂开口中心尺寸操作,有利于上支臂的组装,从而提高安装速度。
7 结束语
新干航电枢纽工程泄水闸弧形闸门安装,采取合理的安装方案和完善的施工管理相结合,提前19 d实现节点目标。一期工程9套泄水闸弧形工作闸门全部开启,这使整个工程具备了围堰开挖过流条件,为度汛和二期截流创造了先决条件。弧形闸门的顺利安装,为今后类似的工程提供更有利的借鉴。
