季戊四醇硬脂酸酯对聚酯弹性体加工性能的影响
2022-02-04杨钟,孟楷
杨 钟,孟 楷
(中国石化仪征化纤有限责任公司研究院,江苏仪征 211900)
TPEE是一种含有聚对苯二甲酸丁二醇酯(PBT)聚酯硬段和脂肪族聚酯或聚醚软段的共聚物,具有力学性能好、耐蠕变性、抗溶剂性、抗冲击性和较宽的使用温度等综合性能,兼具橡胶优良的弹性和热塑性塑料的易加工性,在实际使用中一般可以直接加工使用[1-3]。
基于TPEE材料的需求不断增大,尤其随着汽车工业的快速发展,TPEE在注塑大型薄壁材料、管材加工等应用时,对成型加工性能的要求越来越高,但由于TPEE熔体黏度高,其流动性很难满足要求,影响了制品的加工应用[4]。PETS是一种结构对称的支化有机物,结构稳定,作为润滑剂广泛地应用在塑料加工领域,用以提高加工速度、降低能耗、提高塑料制品质量等[5-8]。
本文通过添加不同质量分数的润滑剂-季戊四醇硬脂酸酯,研究讨论润滑剂对TPEE材料流动和力学性能的影响关系,以拓展TPEE材料的应用。
1 试 验
1.1 原料
热塑性聚酯弹性体,TX636,中国石化仪征化纤公司;季戊四醇硬脂酸酯,白色固体粉末,临沂市绿森化工有限公司。
1.2 仪器设备
电热真空干燥箱,ZK-82B型,上海实验仪器厂有限公司制;相对黏度仪,Viscotek Y501型,英国Malvern公司;差示扫描量热仪,DSC7型,美国Perkin-Elmer公司制;毛细管流变仪,Rosand RH-7型,英国Malvern仪器有限公司制;Haake转矩流变仪,美国Thermo Scientific公司;万能材料试验机,LLOYD LR10K PLUS型,英国LLYOD公司;邵氏硬度计,SLX-D型,温州山度仪器有限公司;流体流动速率仪,XRL-400型,承德精密试验机有限公司。
1.3 试样制备
将TPEE弹性体置于真空烘箱内120 ℃干燥6 h,和PETS按一定比例分别混合均匀(PETS用量分别为0份、0.1份、0.3份、0.5份、0.7份、0.9份、1.2份),通过喂料器加入到设定好温度的双螺杆挤出机中,挤出后料条经水槽冷却切粒得到尺寸合适的粒料。其中双螺杆挤出机各段温度依次为230、230、240、250、250、250、250、250、250、250℃,螺杆转速为50 r/min,将粒料制成标准试验样条。
1.4 分析测试
热性能:采用Perkin-Elmer公司DSC 7热分析仪,在氮气保护下,以10 ℃/min的速率从25 ℃升至290 ℃,保持5 min,然后以400 ℃/min的速率降至25 ℃,再次以10 ℃/min的速率从25 ℃升至290 ℃,保持5 min,最后以10 ℃/min的速率降至100 ℃。
力学性能:采用万能材料试验机按照GB/T 528—2009的规定,测试样条的拉伸强度(拉伸速度为100 mm/min);采用摆锤冲击仪按照GB/T 1843—2008的规定,测试样条的冲击强度。
熔体质量流动速率(MFR):将干燥好的粒状物料按照GB/T 3682—2000 的规定进行测定,测试温度230 ℃,载荷2.16 kg。
流变性能:将干燥好的粒状物料采用毛细管流变仪,毛细管的口模直径为1 mm,长径比为16,剪切速率分别为1 000、2 000、3 000、4 000 s-1的条件下进行测试。
邵氏D硬度:按照GB/T 2411—2008的规定进行测试。
2 结果与讨论
2.1 硬度和特性黏度分析
根据表1进行样品的制备,并测试所得改性TPEE的邵氏硬度和特性黏度。
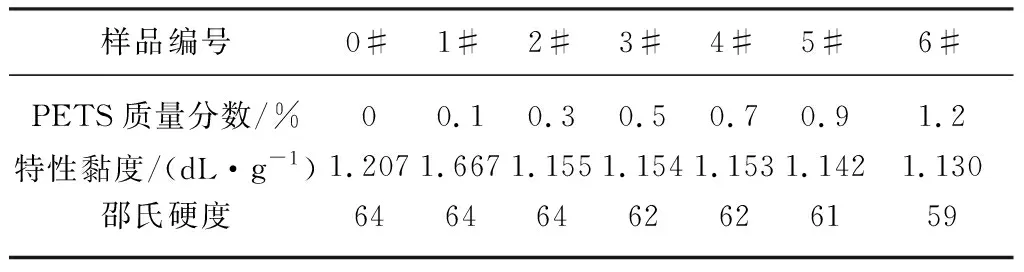
表1 改性TPEE邵氏硬度和特性黏度
从表1可以看出,在实验范围内,当PETS质量分数增加到0.7%时,TPEE的硬度略有下降约3%;当PETS质量分数增加到1.2%时,TPEE的硬度下降幅度接近8%。这可能是由于较高含量的PETS分子链扩散到TPEE硬段的结晶区域,削弱了分子链之间的作用力,降低了TPEE硬段的刚性,同时增大了TPEE分子链间距,表现为材料硬度的下降。
2.2 热性能分析
图1为不同含量PETS改性TPEE的DSC曲线,展示了第二次升温降温过程的曲线(第一次升温消除材料的热历史)。表2给出了改性TPEE相应的熔点、结晶温度、焓变。
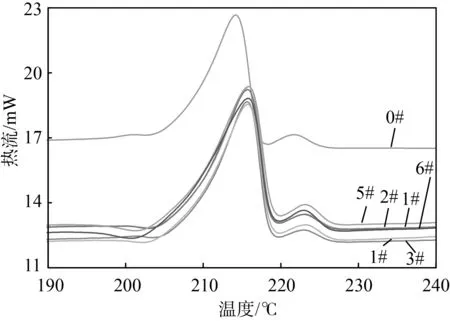
(a)
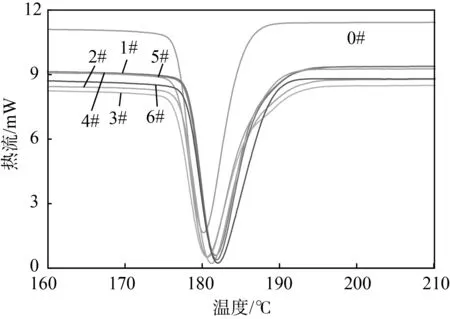
(b)
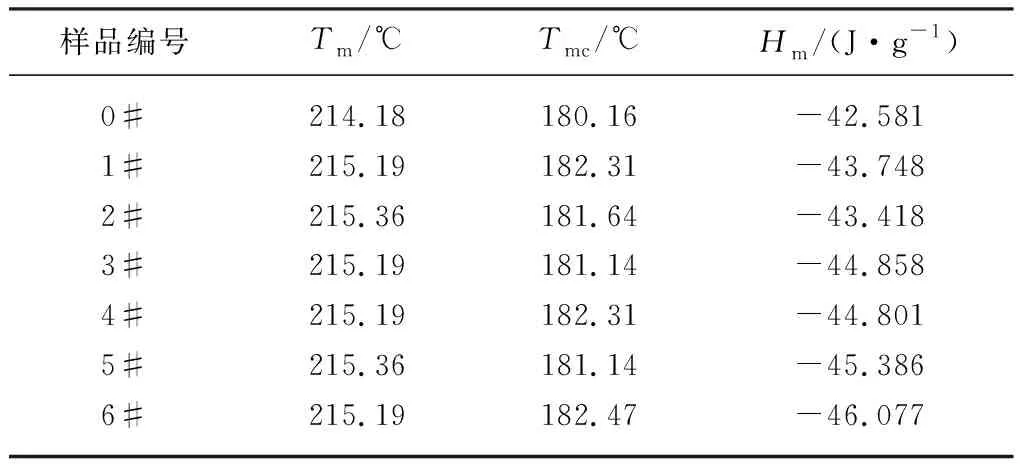
表2 改性TPEE的熔点、结晶温度和结晶焓
从图1及表2的数据可知,PETS的加入,改性TPEE切片的熔点略有提高,其熔融结晶温度向高温方向有少量偏移,这主要是PETS在TPEE中起到了成核剂的作用,诱使TPEE分子链结晶,相应的结晶温度也变高。但由于TPEE本身结晶性能较为优异,因此PETS在实验添加量范围内对TPEE的结晶性能影响较小。
2.3 流动性能分析
不同含量PETS改性的TPEE的熔体流动速率见图2。
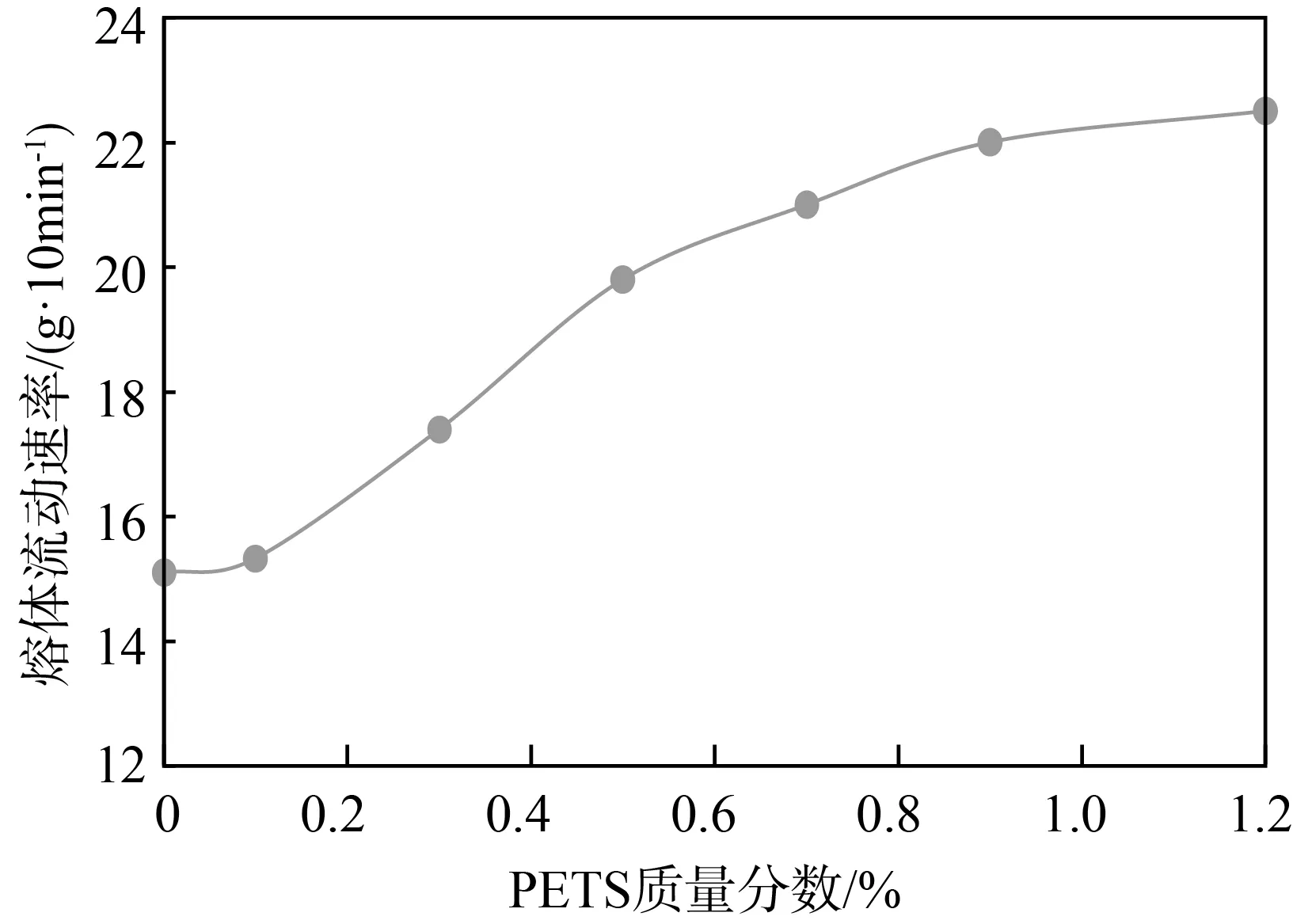
图2 改性TPEE的熔体流动速率曲线
从图2可以看出,随PETS质量分数的增加,改性TPEE的熔体流动速率随之上升,当PETS质量分数为0.7%时,熔体流动速率从15.1 g/10 min提高到21.0 g/10 min,上升幅度39%,说明PETS对TPEE的流动效果是有效的。
图3为245 ℃下改性TPEE毛细管流变曲线。
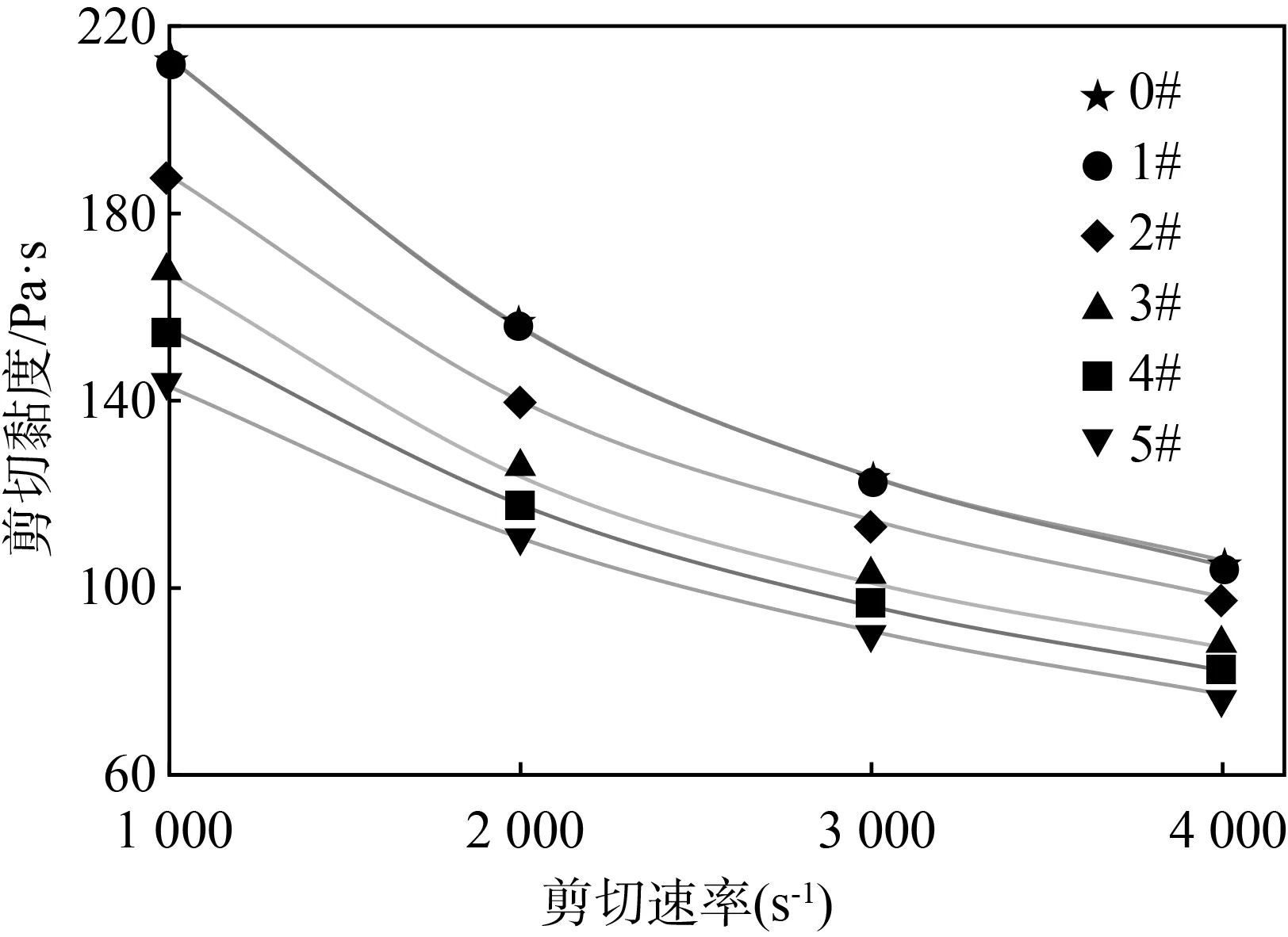
图3 245 ℃下改性TPEE毛细管流变曲线
从图3可以看出,随着剪切速率的增加,改性TPEE的剪切黏度均呈下降趋势,表现出高分子材料典型的剪切变稀现象;而且随着PETS含量的增加,改性TPEE的剪切黏度也大幅降低。
这是由于PETS在TPEE树脂塑化后,扩散到TPEE分子链之间,增加了分子链间的自由体积,润滑剂的极性基团减弱了熔体内分子链段之间的相互作用力,减小了体系大分子链滑动时所受的阻力和摩擦力,使得TPEE中分子链的运动阻力更小,提高了分子链之间在高温及剪切力作用下的相对运动能力,有利于分子之间的解缠结[7,9-10],宏观表现为切片的表观黏度降低,树脂熔体易于流动,PETS起到了内润滑的作用。同时,PETS作为润滑剂分散在TPEE熔体与加工设备流道的接触面之间,降低了熔体和流道表面的摩擦力,从而提高了熔体的流动性,避免熔体与设备的黏附,起到了外润滑的作用。因此,添加PETS对于注塑模腔里TPEE的流动性是十分有益的,例如应用于较大制件的薄壁注塑、提高管材加工速度等方面。
由此可见,采用熔体流动速率、毛细管流变对改性TPEE的加工性能进行研究,两者变化趋势一致,即PETS的引入会提高TPEE的流动性能。
2.4 力学性能分析
改性TPEE材料力学性能测试结果见图4、图5。
从图4、图5可见,TPEE材料的拉伸强度和缺口冲击强度随着添加量的增加均呈下降趋势。当PETS加入量为0.7%时,TPEE的拉伸强度从未添加时的40 MPa下降到36 MPa,下降幅度约为10%,缺口冲击强度从未断裂下降到30 kJ/m2;当PETS加入量为0.9%时,拉伸强度急剧下降到29 MPa,下降27.5%,缺口冲击强度下降到26.8 kJ/m2。这可能是因为PETS为酯类有机物,与TPEE相容性好,性能稳定,因此当PETS添加量较低时,对TPEE材料的力学性能影响较小,但随着添加量的增大,PETS对TPEE分子链的润滑作用占据了主导地位,其极性基团减弱了TPEE材料分子间及分子链之间的相互作用力,降低了聚合物分子界面的黏连效果,导致拉伸强度、冲击强度显著降低。
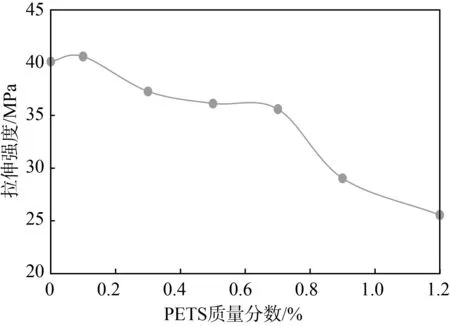
图4 改性TPEE拉伸强度曲线
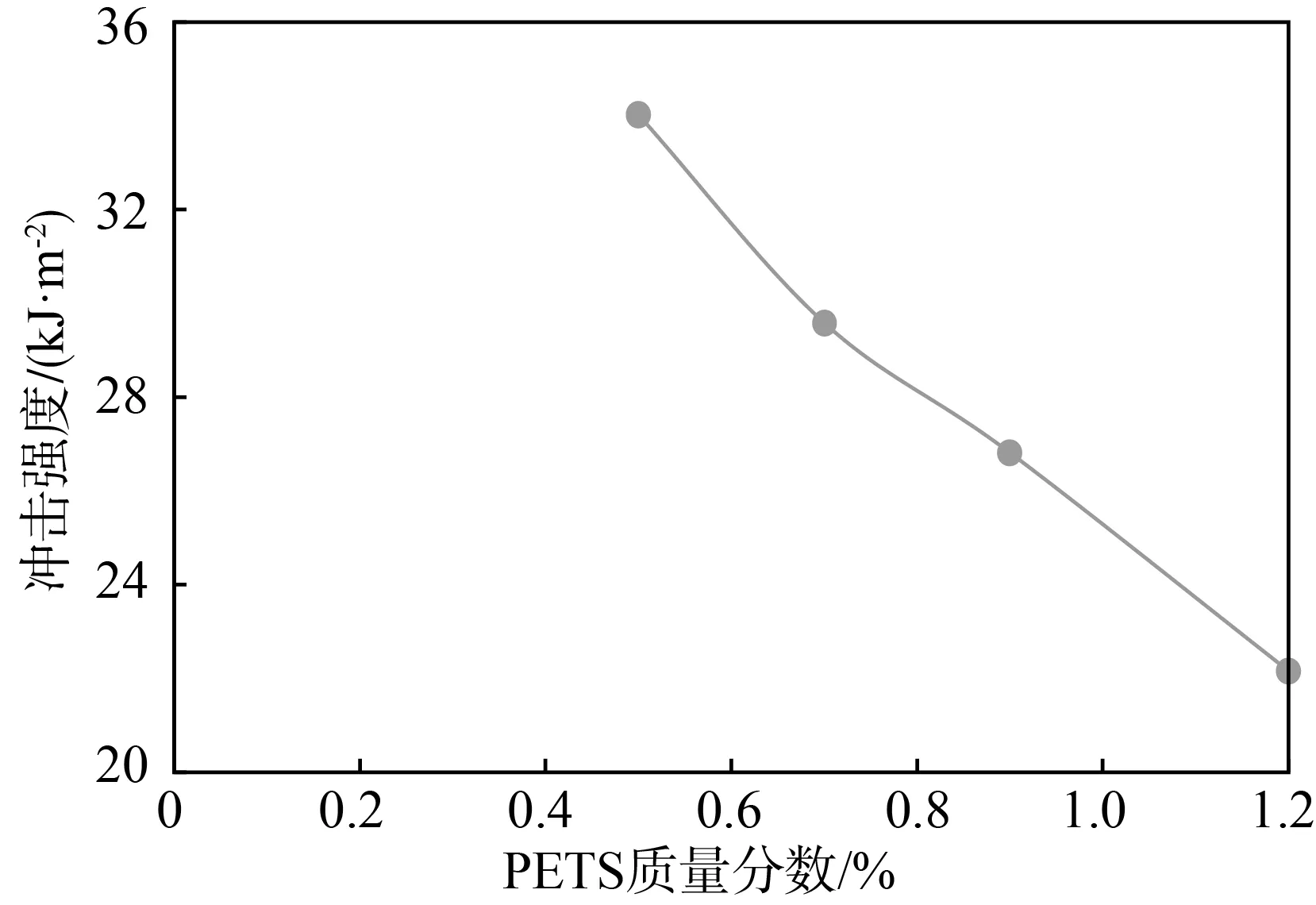
图5 改性TPEE冲击强度曲线
3 结 论
a) PETS的加入,会导致TPEE材料的硬度下降。
b) PETS的加入减弱了TPEE熔体内分子链段之间的相互作用力,还可降低熔体和流道表面的摩擦力,能有效提高TPEE材料的流动性能,利于加工成型。
c) 随着PETS添加量的增加,TPEE材料的拉伸强度和缺口冲击强度呈下降趋势。PETS添加量在0.7%以下时,对TPEE的力学性能影响较小,可满足对TPEE材料流动性能的需要。
