不同细胞工厂培养Vero细胞增殖效果
2022-02-03马芳芳康碧静马春英刘振斌王明明乔自林张家友乔永平王家敏
马芳芳,康碧静,马春英,刘振斌,王明明,乔自林,5,张家友,乔永平,王家敏,5
(1.西北民族大学 生物医学研究中心 甘肃省动物细胞技术创新中心,甘肃 兰州 730030;2.西北民族大学 生命科学与工程学院,甘肃 兰州 730030;3.西北民族大学 生物医学研究中心 生物工程与技术国家民委重点实验室,甘肃 兰州 730030;4.武汉生物制品研究所有限责任公司 国家联合疫苗工程技术研究中心,湖北 武汉 430207;5.兰州民海生物工程有限公司 甘肃省生物工程材料工程研究中心,甘肃 兰州 730030;6.兰州百灵塑料制品有限公司,甘肃 兰州 730030)
细胞工厂(Cell Factory)是继转瓶培养贴壁细胞的一种新兴静置细胞培养装置,因其进液管道和气体管道巧妙结合而有效减少细胞与外界的接触,能在有限的空间内充分利用表面进行培养[1-2].利用符合《美国药典》规定的聚苯乙烯[3]制成1 层、2 层、10层和40 层不同规格的细胞工厂,使疫苗生产规模变得简单,并且独特的设计可以有效保证无菌操作.聚苯乙烯具有良好的加工性能,其制品表面整洁透明,且价格便宜,被广泛应用于生物医药生产并得到迅速发展.运用现代细胞工厂自动化设备可以实现细胞培养的自动化,降低劳动强度,实现大规模细胞培养.
近年来细胞工厂在国内开始应用,许多生物制品公司也采用细胞工厂进行细胞培养.利用细胞工厂培养技术培养细胞制备及生产疫苗,成为贴壁细胞培养的首选技术,例如用细胞工厂培养原代地鼠肾细胞制备冻干人用狂犬病疫苗[4];用细胞工厂培养MRC-5 细胞制备的水痘疫苗原液病毒滴度略高,且均一性更好[5].利用细胞工厂培养原代地鼠肾细胞制备森林脑炎灭活疫苗,获得了较高的细胞密度并收获了高毒力的病毒液,原液中抗原含量、蛋白质含量、地鼠肾细胞蛋白质残留量、牛血清白蛋白残余量均符合《中国药典》三部(2015 版)规定,可替代转瓶培养工艺大规模制备森林脑炎灭活疫苗[6].用细胞工厂制备麻腮风系列疫苗[7].高英[8]试验研究结果表明,利用细胞工厂培养的H9亚型具有较高的免疫原性,适合大规模培养生产禽流感疫苗.细胞工厂技术因其安全方便、操作简单、占用空间少、可控性好等优势,已被越来越多的国内企业接受.因此,细胞工厂的应用将越来越广泛,并迅速成为新一代的细胞培养技术.从我国的发展和应用角度来看,细胞工厂培养技术将会推动疫苗生产企业的快速发展.本文采用不同厂家细胞工厂培养Vero细胞,在相同培养条件下, 比较Vero细胞培养在Corning、Thermo和兰州百灵生产的细胞工厂中的增殖效果,为今后进一步规模化生产提供参考.
1 材料
1.1 细胞与病毒
Vero贴壁细胞由甘肃省动物细胞工程技术创新中心提供,本次试验细胞代次为P138-143;甲型H5N1流感病毒由武汉生物制品研究所有限责任公司提供.
1.2 主要试剂及仪器
M199(Gibco干粉,兰州百灵生物技术有限公司配制);DMEM(Gibco干粉,兰州百灵生物技术有限公司配制);MEM(Gibco干粉,兰州百灵生物技术有限公司配制);新生牛血清(兰州民海生物,特级新生牛血清);0.25%胰酶溶液(Gibco,兰州百灵生物技术有限公司配制);0.2%台盼蓝(Sigma);结晶紫染液;T75、T225细胞培养瓶(Corning);细胞工厂(Corning、Thermo、兰州百灵生物技术有限公司);生物微倒置显微镜(Olympus,CKX-41);CO2培养箱(ThermoFisher,3111型);细胞计数仪(美国Countstar,IC1000);细胞工厂观察装置(北京恒一,XBG-III)等.
2 方法
2.1 贴壁培养及细胞工厂传代观察
采用常规方法复苏一支Vero细胞至T75细胞瓶中培养,培养基为含5%NBS的M199,观察细胞贴壁情况并记录结果.待细胞长至单层致密时,弃去培养液,加入适量PBS溶液清洗2遍,之后加入适量0.25%胰酶,室温作用片刻后弃掉胰酶消化液,室温放置1~2 min,在显微镜下观察细胞变圆后轻拍瓶底解离细胞.加入适量5%NBS 的M199培养基重悬细胞,将细胞悬液移至T225细胞瓶内培养.当Vero细胞汇合率达95%左右时,按上述方法均以9×104cells/cm2的细胞密度接种至三个不同来源的1层细胞工厂,补加培养基至200 mL/层,37 ℃、5%CO2培养.观察三个不同来源细胞工厂中细胞生长状态、致密程度并拍照,统计结果.
待细胞工厂中细胞单层铺满后按上述方法传代,分别补加培养基M199(5%NBS)、MEM(5%NBS)、DMEM(5%NBS)至200 mL/层,37 ℃、5%CO2培养,每24 h显微镜观察细胞生长状态并拍照.观察不同培养基对三个不同来源细胞工厂中Vero细胞生长形态、长势及致密程度的影响.
2.2 生长曲线
每隔24 h各取3个不同来源细胞工厂,按常规方法消化后分别取1 mL细胞悬液至EP管中计数细胞量,统计分析结果.
2.3 贴壁率分析
将三个不同来源细胞工厂培养的Vero细胞,按5 cells/cm2接种至对应细胞工厂各3个,分别补加培养基M199(5%NBS)200 mL/层,37 ℃、5%CO2培养15 d,呈结晶紫染色,统计克隆数,计算贴壁克隆率.
2.4 甲型H5N1流感病毒在Vero细胞上的增殖
以MOI=0.0001接种甲型H5N1流感病毒三个不同细胞工厂培养的Vero 细胞中增殖[9],观察细胞病变现象,检测血凝效价和CCID50.
2.5 数据分析
用Graphpad prism 8软件进行统计学分析,计量资料以均数±标准差表示,采用t检验,以P<0.05为差异有统计学意义.
3 结果
3.1 Vero细胞贴壁培养及细胞工厂传代观察
Vero细胞在方瓶中复苏培养6 h后,显微镜观察发现细胞形态为三角形及不规则的上皮样细胞状,生长致密,细胞增殖较快,复苏后细胞状态良好,如图1.
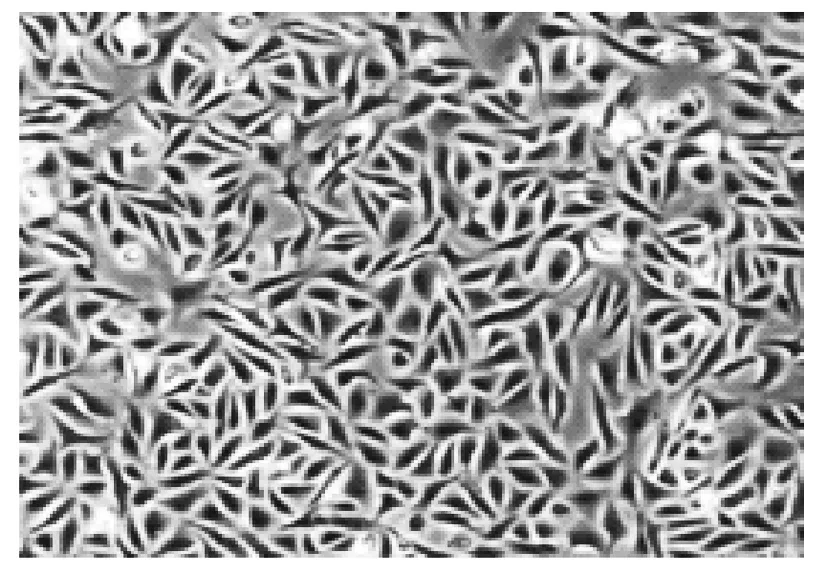
图1 复苏6 h Vero细胞状态(40×)
观察三个不同来源的细胞工厂培养过程中细胞生长状态,发现三个来源的细胞工厂培养Vero细胞形态较为规则,呈三角形及不规则的多角形,中央有扁圆形细胞核,细胞之间相互衔接或呈镶嵌状紧密排列,为典型的上皮样贴壁培养型细胞系,细胞增殖较快,生长旺盛.经观察分析,在三个不同来源的细胞工厂中第一代Vero细胞均能够良好生长,生长状态、长势、致密程度无明显差别,汇总结果如下表1.
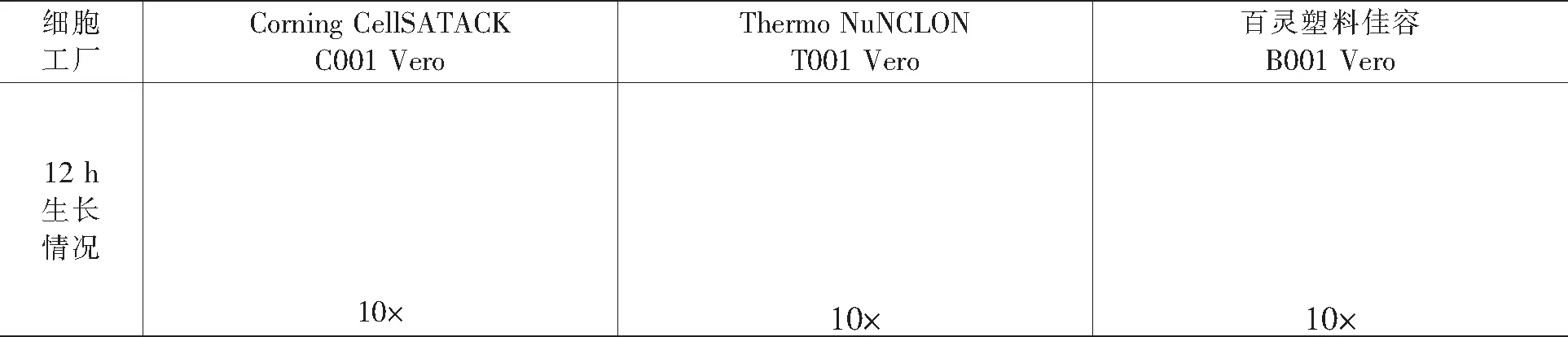
表1 细胞工厂培养Vero细胞增殖效果比较
分别用三种不同培养基在三个不同厂家的细胞工厂中培养Vero细胞,Vero细胞均能很好地增殖,见表2.在24 h时,Corning和百灵细胞工厂中Vero细胞状态良好,单层基本铺满.各组培养基之间细胞形态无明显差别,但Thermo细胞工厂中Vero细胞状态一般,生长速度较慢,细胞汇合率达90%,细胞之间间隙清晰可见.48 h时,不同培养条件下,百灵细胞工厂中不同培养基培养条件下Vero细胞生长速度较Corning和Thermo细胞工厂快,单层致密生长.而Corning和Thermo细胞工厂中不同培养基培养条件下Vero细胞刚好单层铺满生长.
3.2 Vero细胞生长曲线
每隔24 h分别对三个不同细胞工厂培养的细胞进行消化计数,结果显示(如图2):在细胞接种0~24 h之后,三种细胞工厂的细胞进入对数生长期,在120 h时Corning细胞工厂细胞进入平台期,经24 h后细胞浓度开始下降;百灵和Thermo细胞工厂在144 h时,细胞密度均达到峰值且远高于Corning细胞工厂的细胞密度,倍增时间也小于Corning细胞工厂(见表3).从pH变化角度来看:①由于细胞培养液中有毒物质的积累,细胞之间的条件抑制细胞密度开始下降,百灵细胞工厂细胞的生长曲线下降相对较慢.②影响细胞中酶的活性.酶是由活细胞产生的,对其底物具有高度特异性和高度催化功能的生物大分子.细胞的一些生理功能,如生长、分泌细胞因子等都需要合适的 pH 值以适应一系列酶的活性,从而影响培养基中酶的活性及某些因子的作用,进而影响细胞生长.③不同细胞材质也可能对培养液pH的变化产生影响.
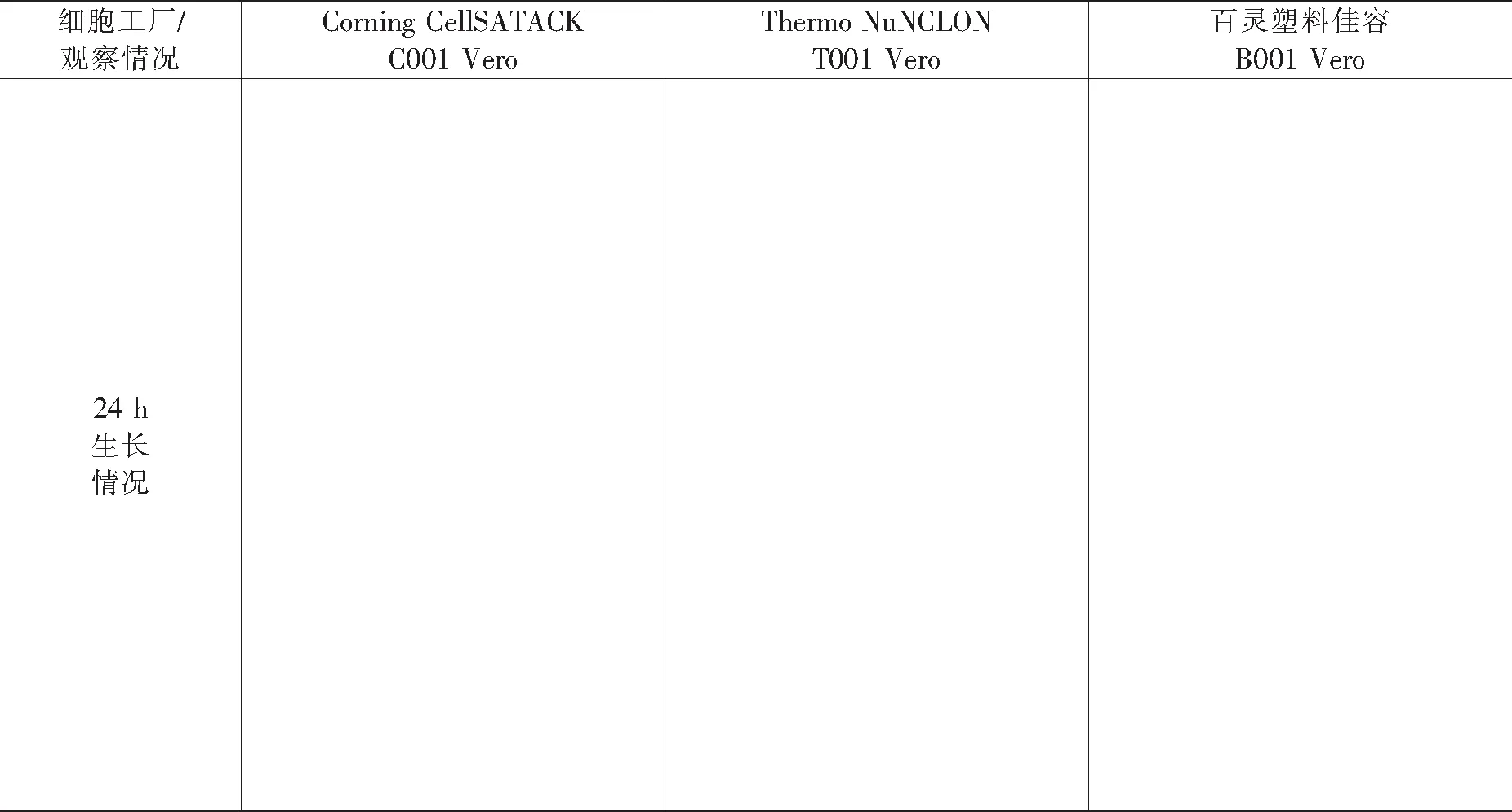
表2 不同培养基对比细胞工厂培养支持Vero细胞增殖效果
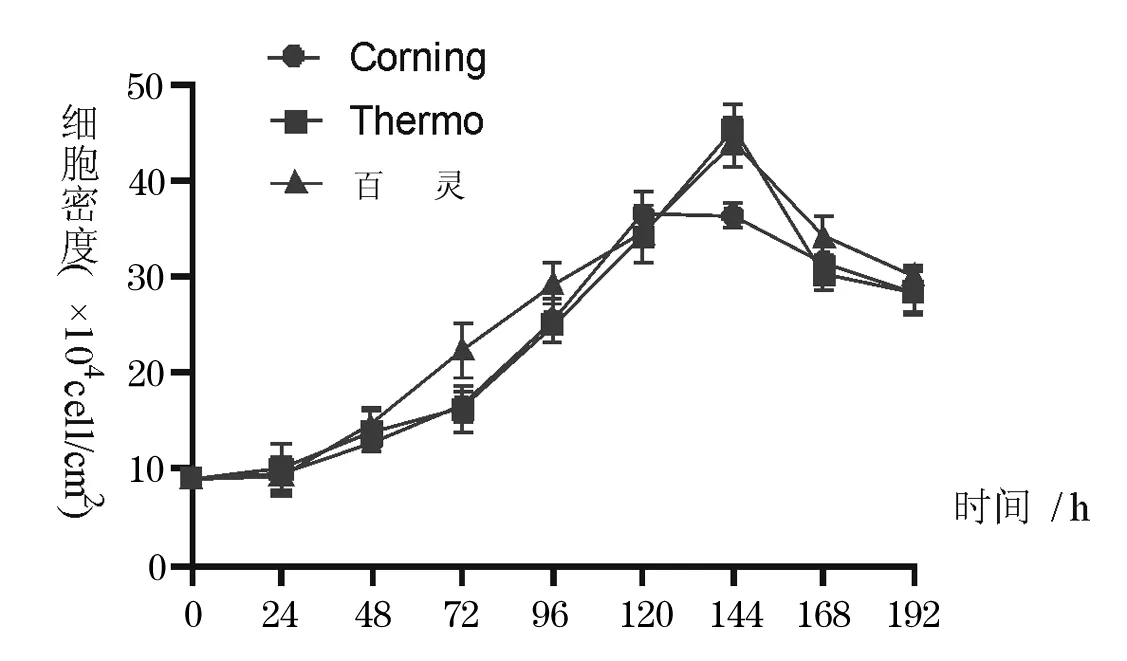
图2 细胞工厂培养Vero细胞增殖生长曲线

表3 不同细胞工厂培养Vero细胞倍增时间测定结果
3.3 贴壁率
低密度接种培养后第三天镜下可见有贴壁的细胞分裂成多个,形态不规则且细胞之间间隙较大.经过六天已经成小簇,簇的外观呈不规则,两周基本形成了致密的肉眼可见的大小相一的细胞集落.三种不同来源一层细胞工厂培养Vero细胞,均形成了有效的细胞集落数,平均克隆率为(86.20±0.62)%、(94.50±0.70)%、(89.53±0.60)%,Thermo细胞工厂显著高于Corning和百灵细胞工厂,差异极显著(P=0.000 4、P=0.002 7),Corning细胞工厂低于百灵细胞工厂,差异显著(P=0.011 7),贴壁率结果见图3.

图3 细胞工厂培养Vero细胞贴壁率比较(P<0.05)
3.4 流感病毒在细胞工厂中的增殖比较
在三个不同来源的细胞工厂中培养Vero细胞至单层铺满,以相同接毒量感染流感病毒,加入胰酶浓度为1 μg·mL-1,34.2 ℃孵育,于不同时间取样测血凝效价,结果显示,在48 h时细胞病变明显(如图4),血凝滴度和感染性滴度也最高(见表4).

A 细胞对照(未接种H5N1) B 空格实验组(接种H5N1 48 h)

表4 H5N1在不同来源细胞工厂培养Vero细胞的增殖情况
4 讨论
目前,细胞工厂培养技术在国外已有三十多年的应用历史,国外细胞工厂已成熟用于疫苗、单克隆抗体和生物制药等规模化生产.国外葛兰素史克生物制品公司和美国默克公司均采用细胞工厂生产甲型肝炎灭活疫苗[10],其利用细胞工厂进行细胞培养和病毒扩增的技术已经非常成熟.我国最早采用细胞工厂进行疫苗生产的企业是北京科兴生物制品有限公司,现已生产甲型肝炎灭活疫苗[11-12].细胞工厂的设计与组装除了需要考虑细胞生长情况外,还要考虑细胞工厂的可塑性.它的性能决定着生物合成产品的生产强度、效价和转化率等,这些指标又直接影响着产品的质量和成本,同样值得关注[13].随着研究不断深入发展,国产细胞工厂逐渐兴起,因此,在短时间内成功筛选出细胞培养最佳的细胞工厂,能够为扩大疫苗生产提供一定的科学依据.
本实验通过显微镜观察发现Vero在三种不同细胞工厂中的生长状态.在不同细胞工厂不同培养条件下细胞的生长状态相似,形态规则,均能贴壁生长成致密单层,生长良好.观察三种不同来源细胞工厂培养细胞生长曲线后得出,在Thermo细胞工厂中Vero细胞生长速度一般,但是细胞数量峰值最大,而在百灵细胞工厂中Vero细胞生长迅速,细胞数量峰值也大;Corning细胞工厂中Vero细胞生长最慢,且细胞数量峰值最低.贴壁依赖性细胞只有贴附于固体介质表面才能够良好生长繁殖,因此确保细胞贴附于细胞工厂表面是贴壁细胞生长的关键,而细胞低密度培养,细胞会生长成分散的集落,有助于观察贴壁附着生长的情况.通过对细胞贴壁率(细胞贴壁率又称接种存活率)的测定,进一步对Vero细胞在三个不同细胞工厂中的贴壁能力进行检测.适用于观察贴壁附着生长的细胞,是分析细胞增殖和存活的良好指标,因为只有活性相对较好的细胞才能贴壁生长,从而反映出细胞和培养底物材料的生物相容性.比较Vero细胞在不同细胞工厂中贴壁率结果:在Thermo细胞工厂中贴壁率最高,在百灵细胞工厂贴壁率次之,而Corning细胞工厂中贴壁率最低,说明百灵细胞工厂具有较好的细胞贴附能力,三个不同来源的细胞工厂均可实现较好的Vero细胞生长.为检测不同细胞工厂培养Vero细胞的病毒增殖情况,将甲型流感病毒H5N1以MOI=0.0001接种至不同细胞培养的Vero细胞,结果显示,接毒后48 h即可在显微镜下观察到明显细胞病变,从血凝滴度及感染性滴度结果也发现三种不同细胞工厂间无显著差异.
综上所述,国产百灵细胞工厂具有较好的细胞贴附能力,能较好地支持细胞生长,细胞工厂传代稳定.从培养细胞总量来看,优于Corning 和Thermo细胞工厂,但操作使用方面仍存在不足.百灵细胞工厂每层连接处开口太小无法直接倒液,加液时易产生气泡,出现溢液现象.对不同细胞工厂培养Vero细胞效果进行研究,旨在为生物制品生产中细胞扩大培养和短时间内成功筛选出培养细胞的最佳培养方式提供一定的参考依据,同时也为国内细胞工厂研制过程中原材的选择、多层细胞工厂开口连接及进出液口的设计提供实验依据.
