压力不均对锂离子电池电芯循环性能的影响研究*
2022-01-27胡致铨张艳霞
袁 好, 胡致铨, 张艳霞
(中兴通讯股份有限公司,广东 深圳 518057)
0 引言
随着储能及动力电池行业的蓬勃发展,锂离子电池,特别是磷酸铁锂电池应用日趋增多.磷酸铁锂电池的一系列优点使得其在各种应用场景中脱颖而出[1-3].
磷酸铁锂电池具有如下优点[4-8]:1)磷酸铁锂电池的寿命长,循环寿命在2 000次以上,日历寿命可达10年;2)使用安全,磷酸铁锂正极材料结构稳定,安全性能较高,成品电池可通过挤压、针刺等安全实验,合理应用情况下能达到不冒烟、不起火的效果;3)磷酸铁锂电池高温性能较好,在高温环境下也能表现出较长的应用寿命;4)磷酸铁锂电池没有记忆效应,PSOC(Partial State of Charge,欠充电状态)状态下使用不会影响其使用寿命与容量发挥;5)磷酸铁锂电池绿色环保,无毒,无污染,原材料来源广泛,价格便宜.
虽然磷酸铁锂电池有诸多优点,但市场应用要求较高,尤其是对其循环寿命测试,各个厂家都有严格标准[9-11].在对电芯进行循环寿命测试时,为了抵消充放电循环时电极体积膨胀带来的负面影响,通常会在电芯两侧采取夹板加压的方式[12-15].但是错误的加压方式不但不会提高电芯的循环寿命,反而会引发析锂等负面效应,降低电池循环寿命[12-14].
目前行业上关于加压强度对于电芯性能的影响研究较多,但是缺乏对于加压均匀性的研究[15-16].本文设计了一套夹板装置,通过控制电芯的摆放方式模拟均匀和非均匀加压场景,探讨电芯表面在受压力不均的情况下,电芯循环寿命及电芯内部极片界面的表现,为后续测试方案规范及电芯组装应用提供参考.
1 实验部分
1.1 试验对象
本试验对象为3.2 V 52 A.h 磷酸铁锂电池电芯,电芯型号为IFP28148115-52 AH,正极活性物质为LiFePO4(占正极材料总质量的99.5%),负极活性物质为人造石墨(占负极材料总质量的99.5%),电解液为0.9 mol/L LiPF6/EC+EMC(体积比2∶3,电池级),隔膜为12 μm聚乙烯基膜+4 μm Al2O3涂覆多孔隔膜.
1.2 试验方案
本文定制了一个工装夹具,如图1所示.将电芯放置于两个夹板之间,通过控制夹具四角螺钉的伸缩从而向电芯施加0~7 000 N的压力.当电芯放置于夹板正中央时,电芯各处受到的压力是均匀的,即模拟均匀加压的场景.当电芯未置于夹板中央时,靠近夹板边缘侧受到的压力小,靠近夹板中心侧受到的压力大,因此模拟了非均匀加压的场景.

图1 工装夹具的俯视图、右视图和主视图Fig.1 Top view, right side view and front view of the tooling fixture
1.3 电化学性能测试
使用CT-3008-5V60A-FA型高精度电池测试系统对电池进行循环性能测试.以1 C(1 C=52 A)的电流恒流恒压充电至3.65 V,截止电流为0.05 C,静置30 min后采用1 C恒流放电至2.0 V,静置30 min;循环次数设置为2 000次.
2 结果与讨论
2.1 锂离子电池受外部压力失效原理分析
本试验对象为3.2 V 52 A.h 磷酸铁锂电池电芯,电芯型号为IFP28148115-52 AH,设计参数为25℃,1 C充放电,100% DOD 循环寿命2 000次以上.采取夹板加压充放电循环方式,施加压力为1 500 N.图2(a)为正常加压下的循环寿命曲线,当充放电条件为1 C,25℃时,可以看出5个样本都满足2 000次的循环寿命;图2(b)为夹板对电芯施加不均匀压力的场景下电芯的循环曲线,充放电条件为0.5 C,25℃,可以看出电芯在约1 700次循环时,容量就低于标称容量的80%,不满足2 000次循环寿命的要求.
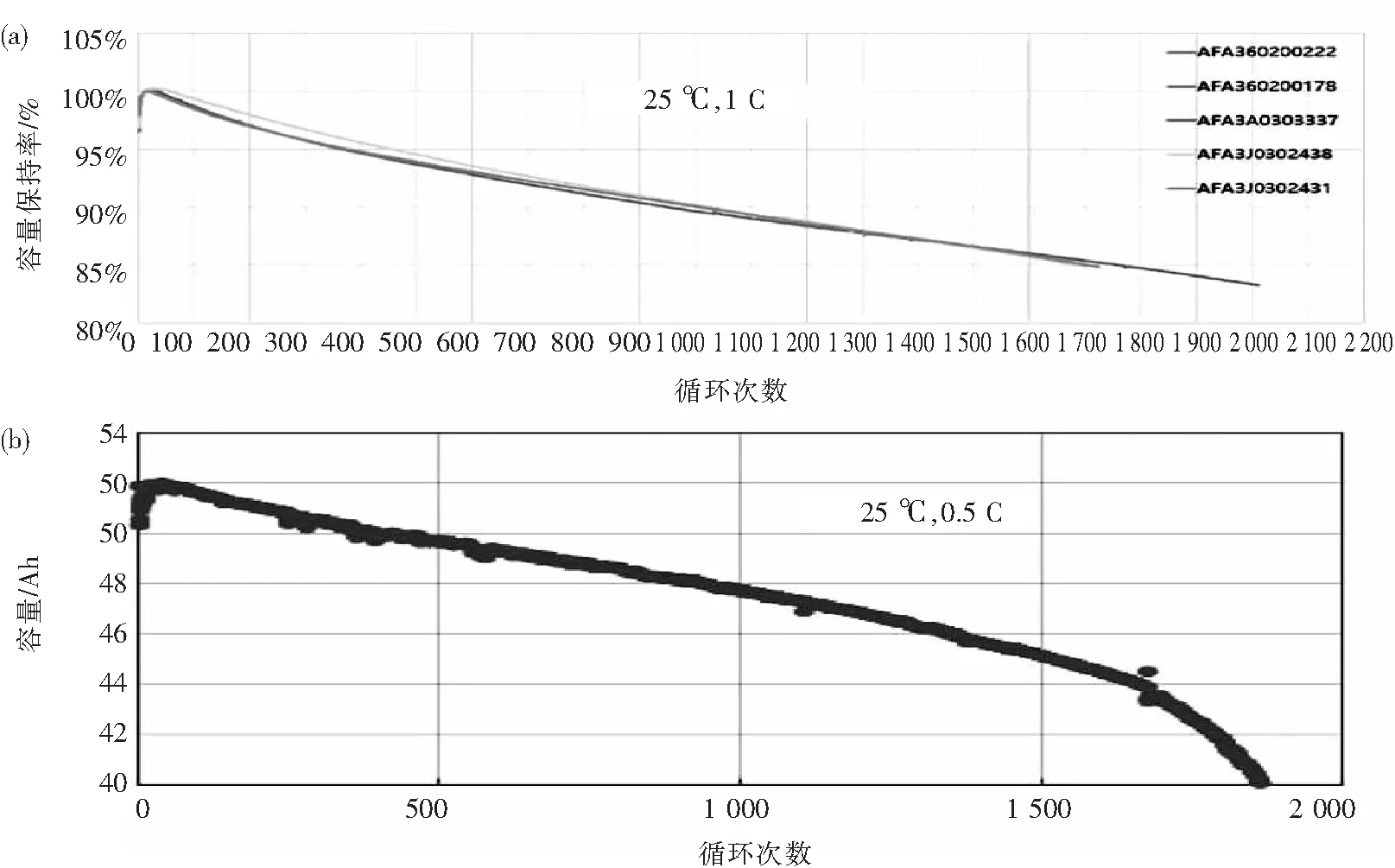
图2 磷酸铁锂电芯在施加压力下的循环性能:(a) 均匀加压(25 ℃,1 C);(b)不均匀加压(25 ℃,0.5 C)Fig.2 Cyclic performance of lithium iron phosphate batteries under pressure: (a) Uniform pressure (25 ℃, 1 C); (b) Unbalanced pressure(25 ℃, 0.5 C)
图3为不均匀夹板加压示意图:电芯未位于夹板正中央,一侧远离夹板边沿,一侧靠近夹板边沿.电芯远离夹板处开口距离为27.78 mm,靠近夹板开口处距离为28.69 mm,通过受力分析可知,电芯远离夹板侧受到的压力要更大.图4通过压力试纸检测,进一步说明,电芯远离夹板边沿所受压力更大.
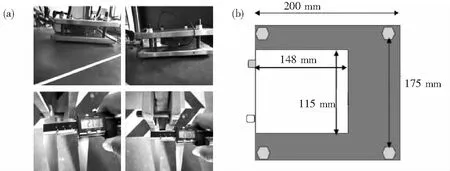
图3 电芯在夹板内放置方式示意图:(a) 夹板不同侧开口尺寸;(b) 电芯在夹板内位置Fig.3 Schematic diagram of how the battery core is placed in the splint: (a) The size of the opening on different sides of the splint; (b) The position of the battery core in the splint
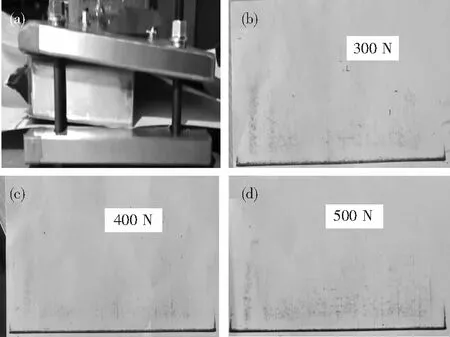
图4 通过倾斜夹板对电芯不均匀加压,使用压力试纸探究不同压力下电芯的受力表现:(a) 夹板不均匀加压示意图;(b~d)加压300 N、400 N、500 N时压力试纸受力表现Fig.4 Inclined splint was applied to unevenly pressurize the cell, and pressure test paper was applied to explore the force performance of the cell under different pressures: (a) Schematic diagram of unbalanced compression of the splint; (b~d) The force performance of the pressure test paper when the tested at 300 N, 400 N, and 500 N
将循环次数不满足2 000次设计寿命的电芯充满电后解剖,如图5所示,发现负极片边沿有严重析锂,对应正极片边沿有白色物质,应该是与隔膜粘连产生.而正常电芯的正极片和负极片上并未有白色物质产生,即并未产生析锂现象.因此推测,析锂现象是不均匀加压电芯产生失效的主要原因.
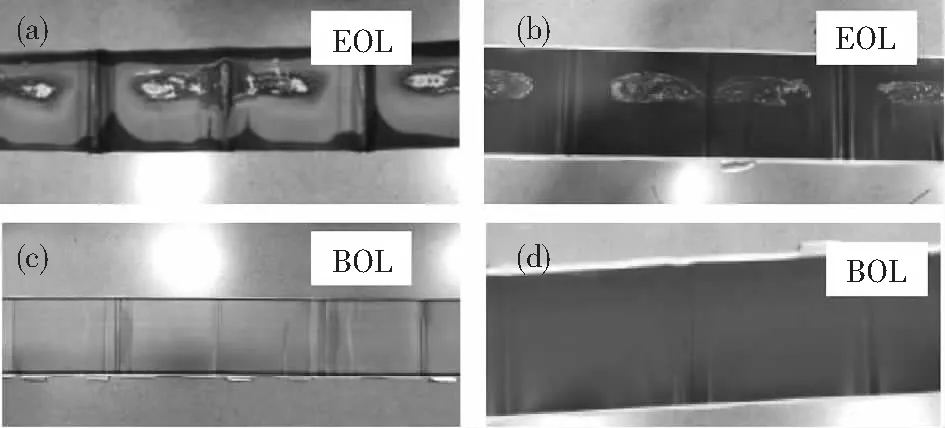
图5 循环寿命不达标电芯和正常电芯正负极拆解图(EOL: end of life, BOL: begin of life):(a)电芯负极析锂极片;(b)析锂负极对应的正极片;(c)正常电芯负极片;(d)正常电芯正极片Fig.5 Disassembly diagram of the positive and negative electrode of batteries with substandard cycle life and normal cycle life (EOL: end of life, BOL: begin of life): (a) Lithium plating anode electrode of the battery cell; (b) The cathode electrode corresponding to the lithium plating anode electrode; (c) The anode electrode of the normal battery; (d) The cathode electrode of the normal battery
2.2 锂离子电池受外部压力失效原理理论分析
锂离子电池充电时,Li+从正极脱出,这些Li+通过电解质中扩散至负极表面,并嵌入负极材料中.以石墨负极为例,当负极电位下降至200~65 mV vs. Li+/Li时,发生嵌锂过程;随着充电继续进行,负极电位下降至0 V vs. Li+/Li以下,就发生锂沉积副反应,此时负极的锂沉积副反应与嵌锂反应同时进行.考虑到极化影响,当平衡电位与过电位(来自欧姆电阻、电荷转移和扩散过程)之和相对于Li+/Li电位为负值时,就发生了析锂反应[17].
图6总结了电芯析锂的原因,分为热力学因素与动力学因素两方面[18].
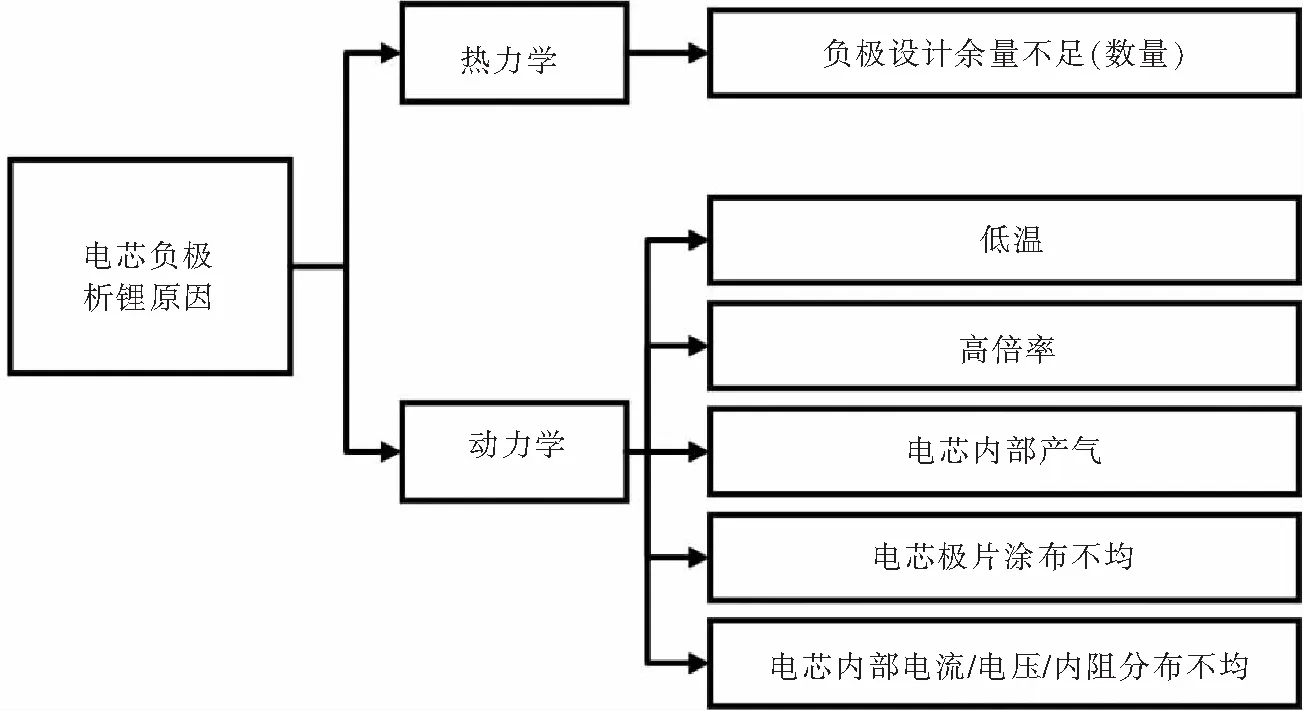
图6 电芯负极析锂的原因总结Fig.6 Summary of the reasons for lithium plating in the anode electrode of the battery cell
热力学因素导致负极析锂主要是负极设计余量不足,即N/P过小,正极脱嵌的锂不能完全嵌入负极导致析锂发生.
动力学因素导致负极析锂主要有低温充放电、高倍率充放电、电芯内部产气、电芯极片涂布不均匀与电芯内部电流/压力/内阻分布不均匀5个方面因素[19-20].
低温充放电因素:因为所有试验都是在25℃时进行,不存在低温因素导致负极析锂的可能.
高倍率充放电因素:同一批样品,均匀加压时是1 C充放电,而非均匀加压时只有0.5 C充放电,均匀加压时样品未出现析锂,所以高倍率充放电不是导致本次电池负极析锂失效的原因.
电芯内部产气因素:电芯内部产气产生的析锂状态是圆形斑点,与本次电池负极析锂状态不符.
电芯极片涂布不均匀因素:电芯极片涂布不均匀产生的析锂状态是不规则的,与本次电池负极析锂集中在边沿不符.
所以本次析锂产生原因为电芯表面受力不均导致.
3 小结
给锂离子电池电芯加压是提升电芯的循环寿命,控制模组厚度的重要方法.然而,错误的加压方式不但不会提高电芯的循环寿命,反而会引发析锂等负面效应,降低电池循环寿命.本文设计了一套加压装置,通过模拟不均匀加压环境下的充放电行为,证明在不均匀加压环境下,锂离子电池电芯的循环寿命会发生显著的缩减.通过解剖电芯,并结合理论分析,揭示了不均匀加压下锂离子电池的失效机理,即负极析锂.该研究结果指导人们在电池组装时,需将电芯固定在夹具中央,考虑各电芯表面受到的压力要均匀,这样才能最大限度地发挥设计循环寿命.
