一种基于氮气吹扫及双阀联动控制的防煤气泄漏装置研制
2022-01-26郑斌黎
郑斌黎
(福建鼎信科技有限公司,福建 福安 352000)
煤气化是实现煤炭清洁高效转化的关键技术,对缓解我国石油对外依存度、保障国家能源安全具有重大意义。煤气发生炉是实现煤气化的重要装备,广泛应用在冶金、化工、建陶等行业中。然而,现有煤气发生炉存在设备工艺落后、环保设施不健全等问题,在加煤过程中容易发生煤气泄漏,造成资源浪费和空气污染,甚至导致工作人员CO 中毒;留在储煤仓内的煤气与空气混合后成为可燃气体,可能会在有限的空间内发生闪爆,进而引起大规模爆炸等安全事故。青拓集团安装的33 台两段式煤气发生炉可生产煤气440 万m3/d,但加煤系统煤气泄漏量超过2 万m3/d,不但威胁到企业的安全生产,也造成了巨大的经济损失。
为解决煤气发生炉加煤系统煤气泄漏的难题,福建鼎信科技有限公司研制出一种基于氮气吹扫置换及双阀联动控制技术的防煤气泄漏装置,并在青拓集团成功应用,有效降低了缓冲煤仓的煤气含量和煤气泄漏量,提高了煤气使用率,现介绍如下。
1 防煤气泄漏装置整体结构
煤气发生炉加煤系统防煤气泄漏装置主要由氮气吹扫装置、智能控制系统、煤气测量装置等组成,其示意图见图1。其中氮气吹扫装置由氮气发生装置、二级气动阀、截止球阀、吹扫管等组成;智能控制系统控制煤气吹扫、封堵煤气吹扫、加煤等操作,全过程实现自动化、智能化;煤气测量装置实时监测储煤仓煤气外泄含量及装置运行后煤气生产质量。整套装置全自动运行,可有效防止加煤过程中的煤气外泄现象。
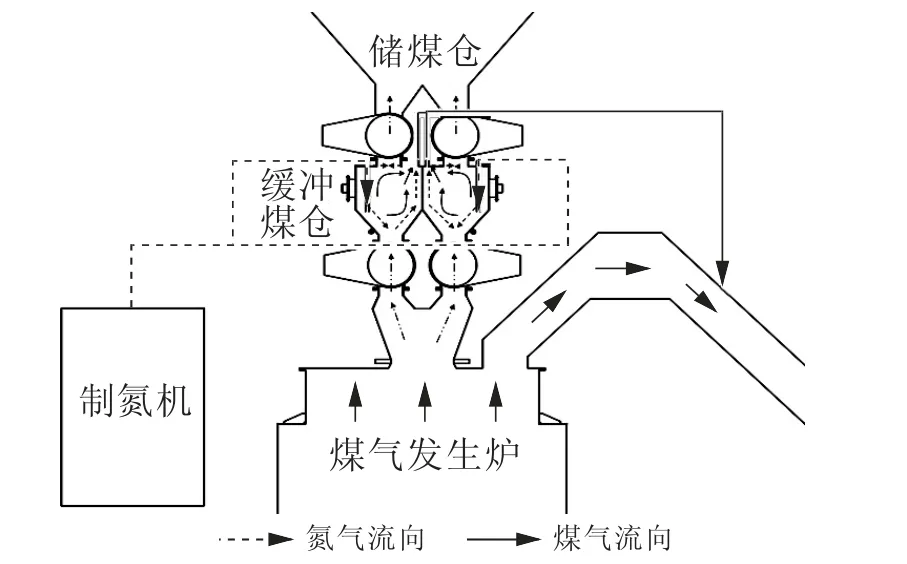
图1 加煤系统防煤气泄漏装置示意图
2 氮气吹扫置换及双阀联动控制技术
加煤系统防煤气泄漏装置的关键技术主要有两级氮气吹扫置换技术和双阀联动智能控制技术,两级氮气吹扫置换技术可解决缓冲煤仓煤气吹扫效率低和封堵进入储煤仓的煤气难等问题,双阀联动智能控制技术可保证加煤装置和煤气防泄漏装置的协同、稳定运行,保证加煤时无煤气外泄。两级氮气吹扫装置采用了基于流体力学优化的动态顶空技术,可在缓冲煤仓口实现对煤气的封堵,同时采用无毒且化学性质稳定的氮气对缓冲煤仓的煤气进行封堵和吹扫置换,达到隔绝煤料与煤气接触以及降低煤气外泄的目的,从而解决煤料下落过程中的闪爆和煤气泄漏问题,并通过回收管将泄漏至缓冲煤仓的煤气进行回收利用,提高煤气使用率。双阀联动智能控制技术可同时控制气动阀和旋转加煤阀,保证加煤装置和煤气防泄漏装置的协同、稳定运行,实时智能调节吹扫参数,实现加煤防泄漏控制系统的智能化,保证煤气生产效率并有效防止煤气泄漏。
2.1 两级氮气吹扫置换技术
2.1.1 两级氮气吹扫装置结构及原理
两级氮气吹扫装置的结构示意图见图2。第一级吹扫通过安装在缓冲煤仓侧壁下方的吹扫管进行,以经过优化的吹扫流速和压力,将通过第二加煤阀进入缓冲煤仓且滞留的煤气顶空至上段煤气出口管道中。第二级吹扫通过在缓冲煤仓进煤口侧壁上设置的环向均布的吹扫孔,以一定的吹扫流速和角度形成气墙进行,主要用于在第一加煤阀开启时封堵缓冲煤仓中的煤气,以免向上泄漏至储煤仓,并通过流体力学仿真优化腔内流场。

图2 两级氮气吹扫装置的结构示意图
2.1.2 吹扫参数优化仿真
为了得到最佳吹扫效果的参数,对吹扫装置的吹扫参数进行了有限元优化仿真分析,设置了4 种不同的进气管长度和进气方向,其吹扫参数和完成置换所需的时间见表1。由表1 可知,当进气管长度为665 mm、进气方向为25 °时,完成吹扫置换仅需8.0 s,其在0.1 s 和8.0 s 时的CO 质量分数见图3。因此最终选用665 mm 长的进气管和25 °的进气方向作为后续研究和测试的吹扫参数。

表1 吹扫参数和完成置换所需的时间

图3 吹扫参数有限元分析时0.1 s 和8.0 s 时的CO 质量分数
2.2 双阀联动智能控制设计
双阀联动指的是一级加煤阀和一、二两级气动阀联动控制,其控制原理示意图见图4。

图4 双阀联动智能控制技术原理示意图
首先打开一、二级气动阀,氮气进入吹扫管道并对缓冲煤仓内的煤气进行吹扫置换,根据煤气检测传感器的反馈、缓冲煤仓的实时容量及氮气压力流速自动控制最佳吹扫置换时间;完成氮气置换后,打开一级加煤阀,储煤仓煤料落入缓冲煤仓;当缓冲煤仓煤料足够时,一级加煤阀关闭,二级气动阀自动关闭,自动计算吹扫参数,完成吹扫置换;打开二级加煤阀,煤料从缓冲煤仓进入煤气发生炉,完成加煤动作后,自动关闭二级加煤阀,完成一次加煤过程。
3 应用效果分析
3.1 氮气吹扫结果测试
为了验证氮气吹扫装置效果,测试使用吹扫装置后缓冲煤仓内的煤气含量、氮气含量及储煤仓内的煤气含量,在进气9 s 时开始吹扫,其吹扫效果见图5。由图5 可知,在进气15 s 时,缓冲煤仓和储煤仓内的煤气质量分数均低于5%,其中缓冲煤仓内煤气含量几乎降至0,完成吹扫仅需6 s,置换效率高。
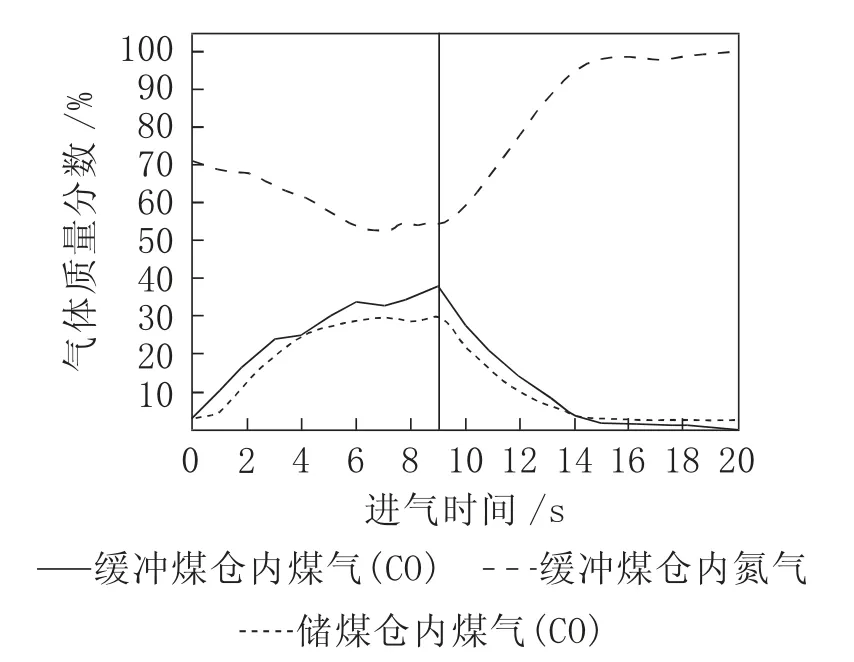
图5 氮气吹扫装置吹扫效果
3.2 防煤气泄漏效果测试
对储煤仓进行煤气泄漏测试,在加煤操作完成后同等条件下,分别测试储煤仓内、操作平台上风向和操作平台下风向的CO 浓度,结果见表2。由表2 可知,安装防煤气泄漏装置后,向储煤仓泄漏的CO 的质量分数降低了90%,向大气中泄漏的CO 基本消除,在很大程度上降低了安全风险。经测试,单台煤气发生炉可回收煤气26 m3/h,青拓集团安装的33 台设备可回收煤气751.9 万m3/a。
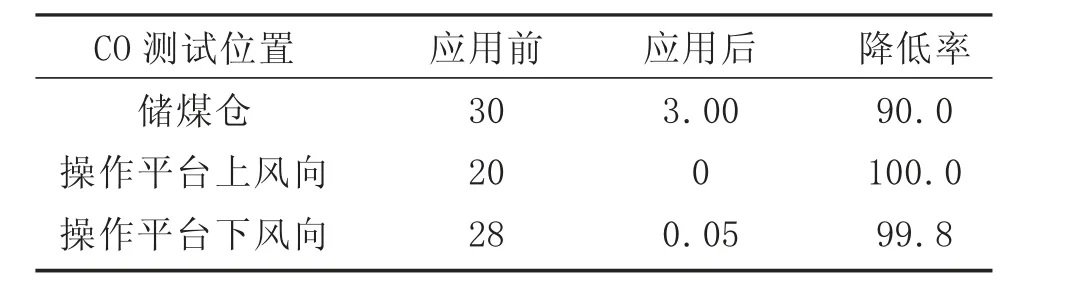
表2 应用防煤气泄漏装置前后CO 浓度测试结果(质量分数)%
3.3 煤气质量对比测试
为了验证基于氮气吹扫置换及双阀联动控制技术的防煤气泄漏装置是否会对煤气质量产生影响,对应用前后的煤气成分进行了分析,结果见表3。由表3可知,应用前后煤气发生炉所生产的煤气质量没有发生改变。由此可得本文研究的防煤气泄漏装置能够有效防止加煤过程中的煤气外泄现象。
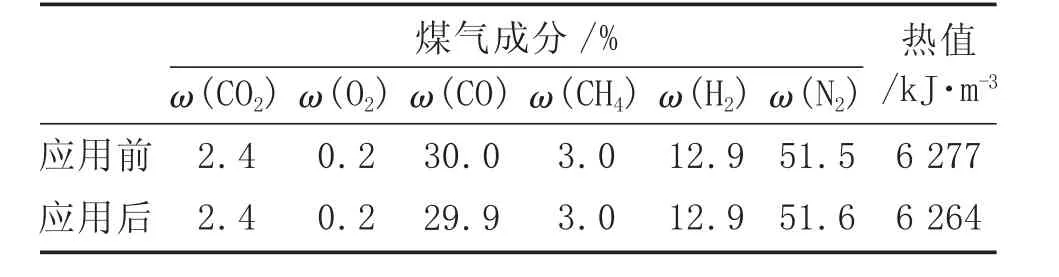
表3 应用防煤气泄漏装置前后生产煤气质量对比
4 结语
福建鼎信科技有限公司研制的加煤系统防煤气泄漏装置采用氮气将缓冲煤仓的煤气进行吹扫置换,可以最大限度地降低缓冲煤仓内的煤气含量,隔绝煤料与煤气接触的特定环境,解决煤料下落过程中的闪爆问题;同时对进煤阀口进行气相封堵,防止煤气从缓冲煤仓外泄到储煤仓,可以解决储煤仓的闪爆和煤气外泄问题。该装置成功应用在青拓集团的煤气发生炉上,通过氮气吹扫结果测试、防煤气泄漏效果测试及煤气质量对比测试等方面证实,该装置具有置换效率高、封堵效果好等优点,可在相关行业中进行推广。
