侧围线轮罩包边技术与应用研究
2022-01-25黄进张展鸿叶志明陆浩升
黄进 张展鸿 叶志明 陆浩升




摘 要:介绍一种在侧围线集成的轮罩包边新型技术,把滚边胎模集成到侧围焊接夹具上,使焊接作业与滚边作业在同一个工位上完成。该技术的应用,在保证产品滚边工艺、滚边质量的前提下,实现了占地面积小、投资小、高柔性的技术突破。给汽车行业轮罩包边工艺普及带来了一种良好的解决方案。
关键词:侧围线 轮罩包边 高柔性 应用研究
Abstract:This paper introduces a new technology of wheel cover edge covering integrated in the side perimeter line. The rolling tire mold is integrated into the side perimeter welding fixture, so that the welding and rolling work can be completed at the same station. The application of the technology, under the premise of ensuring the product rolling process, rolling quality, can achieve a small footprint, small investment, and high flexibility of the technical breakthrough, which brings a good solution to the popularization of wheel cover edge covering technology in automobile industry.
Key words:side line, wheel cover edge, high flexibility, application research
1 引言
在汽车白车身连接工艺中,侧围外板与后轮罩在圆弧位置处的连接工艺主要有点焊连接和包边连接2种。点焊连接为较常用的传统工艺,其具有工艺成熟、结构简单等优势。但随着市场对产品精致性、成本管控要求越来越高,点焊工艺暴露出两点劣势:其一是添加饰板覆盖焊接面进而增加材料成本,其二是外观一体性、简洁性受到约束。因此,轮罩内外板包边工艺受到越来越多汽车企业的青睐,其工艺可以丰富侧围轮罩处造型设计,削减饰板成本。轮罩包边工艺中,常规解决方案是设立独立的工位进行包边,包含在主线设立专门工位和在侧围线设立专门工位,其具有占地面积大、投资大及柔性差的特点。本文将介绍一种成功应用的新型技术方案,把滚边胎模集成到侧围焊接夹具上,焊接机器人与滚边机器人同步进行作业以完成侧围的连接。该技术可有效节省占地面积、降低投资并实现高柔性化生产。
2 轮罩包边形状的分类
汽车行业轮罩包边常见形式主要有平直包边和水滴包边2种,各自特点如表1所示。
3 轮罩包边常见工艺
3.1 车身线轮罩滚边
车身线轮罩滚边是在焊装车间车身主线进行的。首先,白车身到达工作位后,通过升降落到支撑上,使白车身轮罩滚边区域重复位置精度保证在±0.3mm以内。机器人抓取轮罩滚边胎模工装,胎模工装上的销子与白车身的定位孔相配合进行定位,并夹紧于白车身。机器人脱离胎模工装,并携带一个滚轮组去实现轮罩滚边。其中,滚轮组采用2个轮子对压的方式,并在压力方向带有轻微的浮动功能。它的优势比较明显:占地面积小、柔性高且能适应多种车型。但同时也有劣势,车身轮罩处尺寸链较长精度管控难、设备稳定性要求高等。因此,行业内只有少数汽车企业选用此工艺。
3.2 轮罩压边
专机压边主要在侧围线进行,也有少部分企业在车身线进行。侧围线轮罩压边,将一个小型专用模具集成在侧围工装中,通常用大气缸作为压力来源,通过气缸推动胎模的运动来实现轮罩包边。其主要优势在于节拍快;主要缺点在于当车型较多时占地面积大,且每个新车型都要增加导入压力机的成本。
4 新型侧围线轮罩滚边工艺
4.1 新型侧围线轮罩滚边工艺主要差异点
新型侧围线轮罩滚边工艺,主要是把轮罩滚边的胎模集成在侧围总成焊接夹具上。与传统侧围轮罩方案相对比,具有以下特点:(1)无需独立设置滚边工位,占地面积小;(2)无需独立新增胎模及切换机构,投资小;(3)胎模随着车型焊接夹具切换而同步切换,柔性高。
4.2 胎模夹具切换方案及精度保证方案
焊接夹具重复位置精度要求是±1.0mm,而轮罩滚边胎模位置精度要求是±0.3mm。常规焊接夹具切换系统有1个工作位、1条切换导轨、4个夹具存放库位组成。车型切换时,由伺服电机提供牵引力,夹具侧齿轮与导轨侧齿条配合进行传动,直线导轨与滑车作为承载进行滑移。Y向、Z向主要由直线导轨与滑车精度保证,可有效控制在±0.3mm以内。但X向伺服电机加齿轮齿条的累计精度公差在出厂阶段可达到±0.3mm,但长时间运行后齿轮齿条会有磨损,公差会扩大到±1.0mm。因此,在X向增加4个夹紧气缸,把X向定位精度有效的控制到±0.1mm,满足较理想的滚边精度要求。其机构如图3所示。
4.3 侧围线轮罩滚边工艺方案
机器人滚边在焊装侧围总成线进行,轮罩滚边胎模集成在侧围焊接夹具中。焊接作业与滚边作业同步进行。通常,标准的侧围焊接工位共有6个机器人进行作业:2个机器人搬运作业,4个机器人焊接作业。本次导入滚边工艺后,把其中1个机器人由焊接作业变成滚边作业,如图4所示。把轮罩滚边胎模集成在夹具BASE板上面,并修改轮罩区域的支撑夹紧机构,使工件定位更加稳固,如图4所示。其中,焊接产生的飞溅若掉落到胎模位置,容易造成滚边品质不良。本方案在滚边过程中,包边位置处在轮罩内板覆盖区域,可有效进行焊接飞溅物理阻挡。同时,在编排工艺时避免在滚边区域附近进行焊接作业。在工件搬运过程中,还设置了吹风口,在每一次作业完成后吹风口都对胎模进行一次吹扫,保证胎模洁净度。
5 滚边工艺导入过程主要管控办法
5.1 节拍分析
在项目规划阶段,需对生产节拍进行可行性分析。机器人装件8秒,夹具胎模夹紧2秒,机器人滚边3序25秒(平均每序8.3秒),夹具胎模打开2秒,机器人取件8秒,合计45秒完成一个工件加工。
5.2 胎模、滚头设计及参数
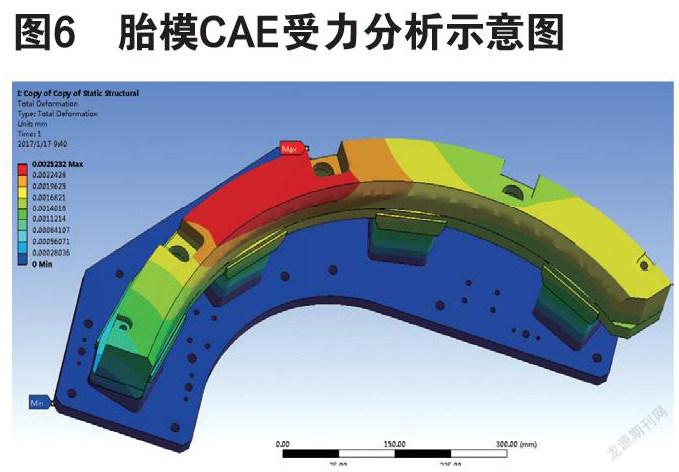
滚边胎模应该是对称的或有相应的加强筋,胎模在滚边路线的区域内要加强。加工精度≤±0.1mm,表面耐磨,耐腐蚀,不产生微小锈斑,55HRC~60HRC(洛氏硬度),允许的公差在轮廓处为-0.05mm。胎模材料为CrWMn。胎模边沿倒角为60°,凹槽和边角处均需要倒角r=0.5。如图6所示:
5.3 仿真及离线编程
采用仿真、离线编程软件对机器人、工装、信号等进行仿真模拟验证。仿真及离线编程具有以下优点:1)提前完成大部分轨迹调试,缩短现场三分之一的调试时间;2)提前验证干涉区、节拍等问题点,减少后期设变,节约成本。
6 结语
新型侧围线轮罩包边工艺,实现了占地面积小、投资小、高柔性的关键指标,使轮罩包边工艺不再局限于在线包边、离线压边等方案,解决了品质管控难、投资过大的痛点。给汽车行业轮罩包边工艺的普及提供了重要的解决方案,助力汽车行业提升品质、打造更美观的造型。
参考文献:
[1]徐小剑,杨国平,XUXiaojian,et al.Robcad在车身后轮罩滚边中的应用[J]. 海工程技术大学学报,2013,27(3):216-220.
[2]王立影,杨冬,梅杨虹,et al.机器人滚边零件质量控制因素分析[J].汽车与配件,2010(37):20-22.
[3]王健强,张婧慧.机器人滚边技术及应用研究[J].现代制造技术与装备,2010(3):3-5.
[4]雷振華,蔡钢,李钊文.汽车侧围轮罩包边技术的应用[J]. 汽车工程师,2018.
[5]刘坤.柔性焊接生产线夹具切换技术探析[J].企业科技与发展,2017(5):129-132.
[6]黄诚.一种五位两库夹具切换工艺设计与分析[J].机械工程师,2019,331(01):168-171.
