铰珩磨头的拆卸工具优化
2022-01-25薛飞
薛飞
上汽大众汽车有限公司 上海 201805
1 序言
连杆大孔的光整加工采用的是铰珩工艺,与珩磨技术中珩磨头与主轴采用浮动联接不同的是,铰珩磨头与机床主轴采用刚性联接。铰珩除了具有精度高、表面质量好的优点,还能一定程度上修正被加工孔的位置度,因此铰珩主轴跳动等精度要求也比珩磨主轴要求更高。
2 背景介绍
连杆的AF90是对连杆大孔珩磨的工序(见图1),加工精度φ(50.606±0.006)mm。连杆大孔在发动机装配过程中与曲轴连杆颈配合,将活塞的爆炸做功通过连杆传递到曲轴。连杆与曲轴的配合精度直接影响发动机运行过程的平稳性和噪声强弱,因此连杆大孔采用珩磨工艺。珩磨是利用珩磨头(见图2)上圆周分布的砂条(油石)对内孔表面进行光整加工的一种工艺。其工作过程是心轴在弹簧力的作用下向上顶起,膨胀块径向收缩。当珩磨头进入到连杆大孔中,机床主轴内的推杆推动心轴克服弹簧力向下运动。通过心轴和膨胀块的锥面配合,将心轴的向下运动转换为膨胀块的径向扩张。固定在膨胀块外缘的砂条贴在工件内孔表面。珩磨机主轴开始旋转和轴向往复运动,实现对孔壁表面的磨削加工。由于珩磨需要实现砂条的径向膨胀运动,在珩磨头内部设计了带锥度的心轴,因此铰珩磨头没有办法采用类似普通铣床7∶24锥柄尾部内螺纹、拉杆的联接结构[1]。原有的珩磨头更换拆装方式:对刀杆起锁紧作用的圆螺母外套一个专用扳手,用锤子敲击扳手,利用主轴的惯性和敲击的冲击力拆卸珩磨头。

图1 珩磨机主轴与珩磨头联接方式及珩磨头

图2 珩磨头
该方式存在以下问题。
1)锤子敲击过程对机床主轴的轴承有一定冲击。AF90珩磨机是精密加工设备,长期靠敲击主轴拆卸珩磨头会造成主轴跳动增加[2],珩磨后孔壁产生振纹。造成设备损坏,增加维修成本和停机损失。
2)通过锤子敲击的方式,需要有较大的手臂摆动量,才能积累起足够的动能。机床内部结构较小,手臂水平方向挥动容易撞到机床内部支架,造成人员受伤等问题。存在较大生产安全隐患。操作人员长时间蜷缩在机床中挥动锤子,手部、腰部疲劳容易造成肌肉拉伤,人机工程问题亟待解决。
为了解决这一问题,我们起初尝试使用橡胶锤子敲击专用扳手的拆卸方式,利用橡胶材料的黏弹性可以有效减缓敲击过程中的冲击,减少对机床主轴的损伤,避免手部被振麻导致锤子脱手等安全隐患。但橡胶锤子的冲击动能远远小于钢制锤子,所以拆珩磨头的效率比钢制锤子低。
3 新工具结构
设计制造了一种珩磨头的拆卸工具(见图3),能够使操作人员轻松地拆除珩磨头,改善人机工程问题。避免敲击主轴,减少对机床主轴的损伤。
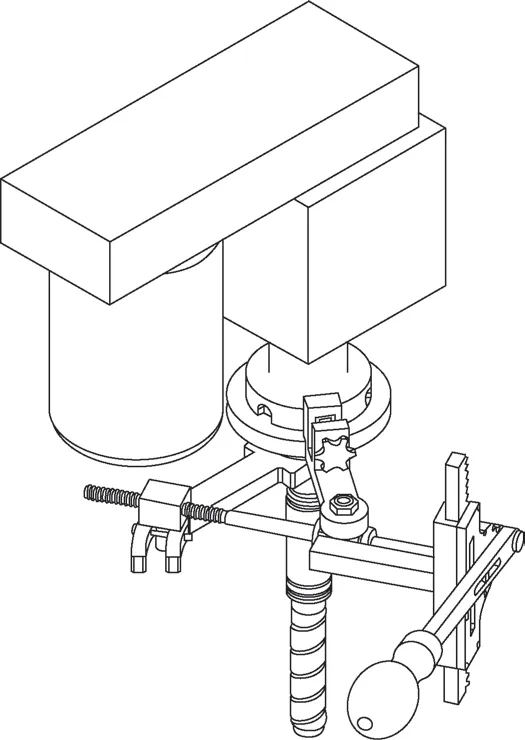
图3 珩磨头的拆卸工具
装配(见图4):插销插入叉型扳手的孔;螺母座放入叉型扳手的开口槽中;珩磨刀杆通过锥柄联接在主轴的锥孔中;限位圈套在丝杆传动轴外;圆扳手套在珩磨头锁紧螺母外;齿轮支架端盖固定在齿轮支架上;齿轮安装在齿轮支架内部,齿条能沿着齿轮支架上下移动,齿轮能与齿条啮合;杠杆手柄通过能绕齿轮支架上的销旋转,齿条上的销能沿着手柄中的键槽移动;丝杆传动轴穿过齿轮支架,穿过齿轮的孔,通过键与齿轮联结。再穿过齿轮支架端盖;滑块锁紧螺杆通过螺纹联接在圆扳手的螺纹孔内,滑块安装在圆扳手的方槽内,并能在滑块锁紧螺杆的台阶面牵引下沿着方槽的轴向移动。
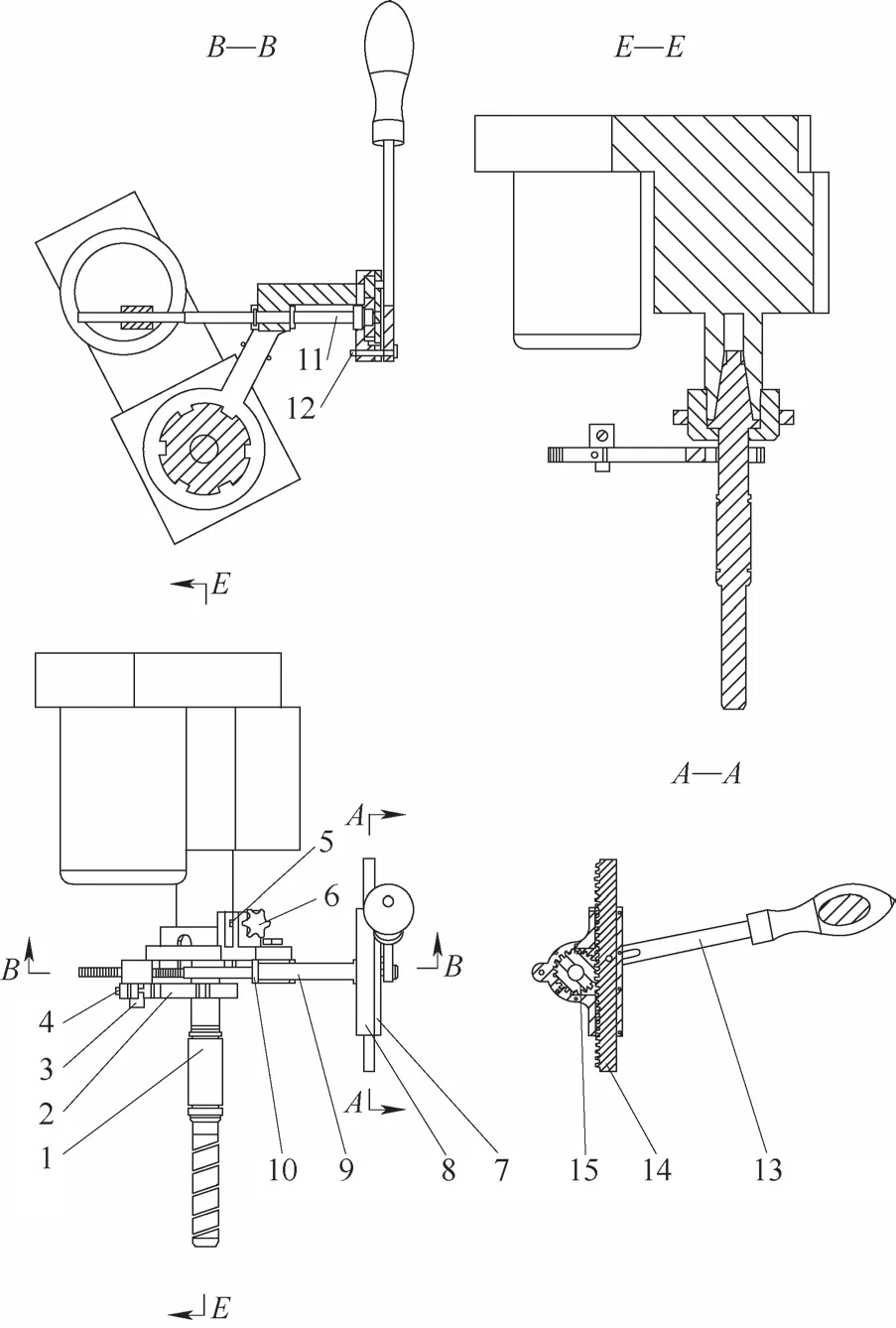
图4 装配图
操作过程:将圆扳手上的凸台按照珩磨头锁紧螺母上的凹槽套入,转动滑块锁紧螺杆上的滑块锁紧螺母,将滑块沿着圆扳手手柄的方向向前移动,卡入珩磨头锁紧螺母上端面,起到锁紧圆扳手的作用。将叉型扳手沿着珩磨头刀柄上两侧方槽插入,沿着丝杆传动轴转动螺母座,直到螺母座位置与叉型扳手位置对齐时,将螺母座放入叉型扳手的开口槽中,并插上插销,将螺母座锁紧在叉型扳手的开口槽中。向下转动杠杆扳手,通过齿条、齿轮、丝杆传动轴在叉型扳手和圆扳手之间产生一个扭矩,松开珩磨头锁紧螺母。
4 本工具的优势与创新点
1)利用一个叉型扳手和一个圆扳手之间以丝杆运动产生轴向扩张力(见图5)。通过丝杆、螺母和扳手将直线移动转换为扭转珩磨头锁紧螺母的旋转运动[3]。通过平稳的力矩代替原有敲击力的方式,消除了对机床的冲击,避免对主轴的损伤和操作过程中的安全隐患。
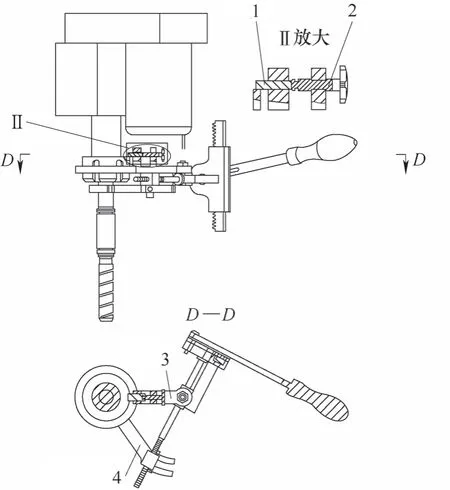
图5 叉型扳手和圆扳手结构
2)利用齿轮齿条结构将手臂垂直向下的力矩转换为螺母拆卸的水平方向力矩(见图6),便于施力。原有拆刀方式在水平面内挥动锤子敲击专用扳手,不便于在机床内部狭小空间内操作。同时机床主轴在水平方向旋转不便于自锁,每次敲击后珩磨头和专用扳手都会旋转一定角度,需要再将珩磨头和专用扳手旋转回到原有位置。本工具拉动杠杆扳手的力是竖直向下的,力的方向与主轴刚性方向相同,不会引起主轴的旋转,操作安全方便。
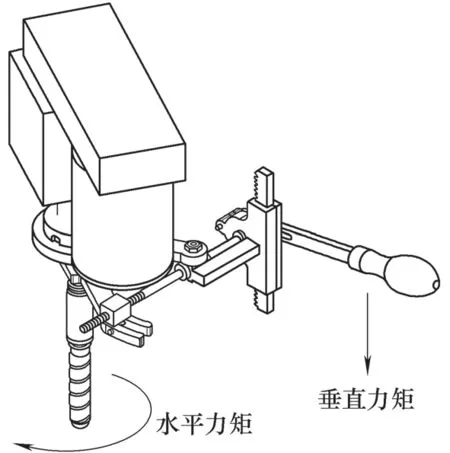
图6 垂直力矩转水平力矩
3)通过齿条上的销,杠杆扳手在齿轮座上的支点达到扩力的结构(见图7),增加力矩减轻工人劳动强度。
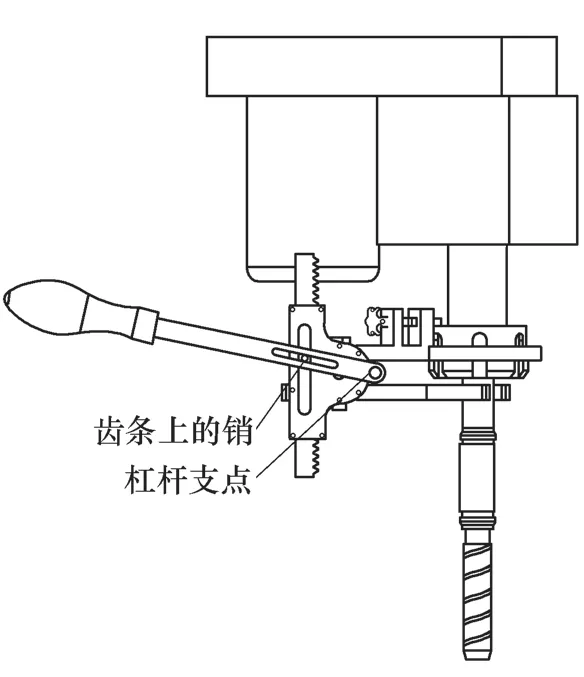
图7 杠杆扳手结构
4)圆扳手上有一个丝杆控制的锁紧滑块,其类似平口钳通过丝杆控制活动钳口移动的结构。当顺时针旋转滑块锁紧螺杆,滑块沿着丝杆轴向向前移动到锁紧珩磨头的圆螺母上端面。与套在圆螺母上的圆扳手配合,将圆扳手轴向固定在锁紧螺母上,保证该工具能够固定在珩磨头圆螺母上,方便后序装拆操作。
5)叉型扳手远离主轴的一端是开口槽。用一个销插入开口槽,达到快速封闭的结构(见图8)。螺母座与叉型扳手开口槽位置较远时,用手绕丝杆传动轴转动螺母座,待螺母座达到开口槽位置时,再绕圆扳手尾部的轴旋转,将螺母座卡入开口槽,插上插销通过扳手扩力,保证足够的拆卸扭矩。当刀杆圆螺母拧松,自锁消失以后,拔出插销和螺母。再绕圆扳手尾部的轴旋转,将螺母座脱离开口槽。手动旋松珩磨头的圆螺母将刀杆卸下。该工具通过叉型扳手的开口槽、插销与螺母座实现快速切换扩力状态与快速拆除状态。
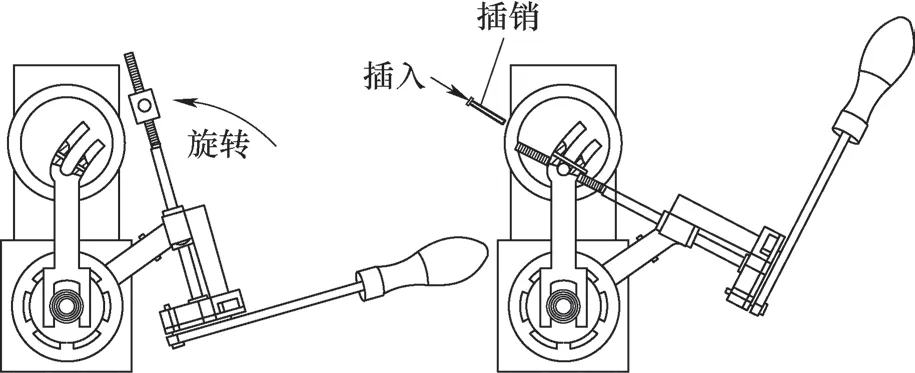
图8 销插入开口槽结构
5 结束语
本工具结构简单,制造维护方便,可靠性好。此外,其可操作性强,使用方便灵活,拆装珩磨头效果显著,生产效率高,有较大的推广价值。
