大扭矩摆角铣头现状分析和优化改进
2022-01-25韩庆元谢文洪刘思远齐波
韩庆元,谢文洪,刘思远,齐波
北京航臻科技有限公司 北京 100088
1 序言
摆角铣头部件是五坐标机床的核心部件,应用比较广泛的AC摆角头加工范围大,动态响应好,但摆角扭矩相对AB摆角头严重不足,对于钛合金、合金钢等难加工材料加工,尤其是大余量粗加工适用性不强,效率较低。所以目前大扭矩高刚性的摆角铣头在强力加工中优势明显。
2
国内外摆角铣头研究现状
AB摆角头部件在国外并没有专业厂家生产销售,现阶段国外也只有意大利的PARPAS和RAMNAUD(见图1)公司、美国的CINCINNATI公司生产AB摆角机床,而且只有CINCINNATI公司生产的是高性能的AB摆角机床,法国的FOREST-LINE(见图2)有着多年生产大型AB摆角铣头五轴机床的经验,其产品在航空工厂也有较多的应用,但由于种种原因,该公司已经停止AB摆角铣头及其配套机床的生产。

图1 意大利RAMNAUDRAMMATIC1000
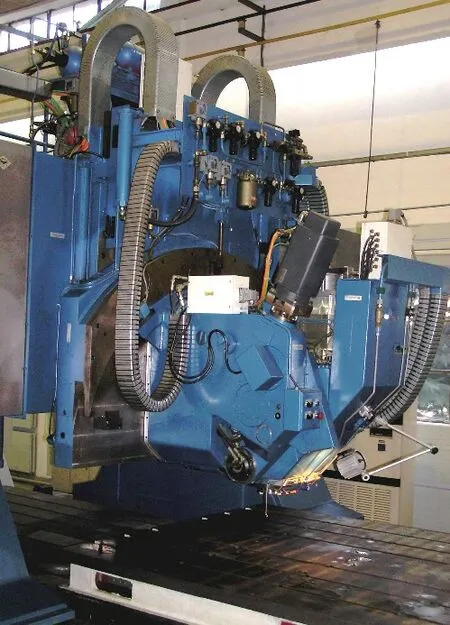
图2 法国FOREST-LINE-V1 2000 2T
意大利的RAMNAUD和PARPAS生产的设备体积、功率和扭矩等相对较小,在钛合金结构件加工尤其是粗加工时显得能力不足,主要配套立式加工中心进行小型零件的加工。法国FOREST-LINE生产的AB摆角铣头刚性足、扭矩大,主轴具有多挡变速,最大转速可以达到6000r/min,不仅可以进行钛合金的粗、精加工,而且能兼顾铝合金结构件的加工。但其结构较为复杂,所有传动环节都在箱体内部,虽然显得很紧凑,但是加工和装配难度非常大,对加工设备、加工工艺、人员素质及工装夹具等要求都很高,一定程度上影响了加工可靠性和品质一致性,高昂的生产成本也降低了市场竞争力。表1为国外几款AB摆角头技术参数对比。
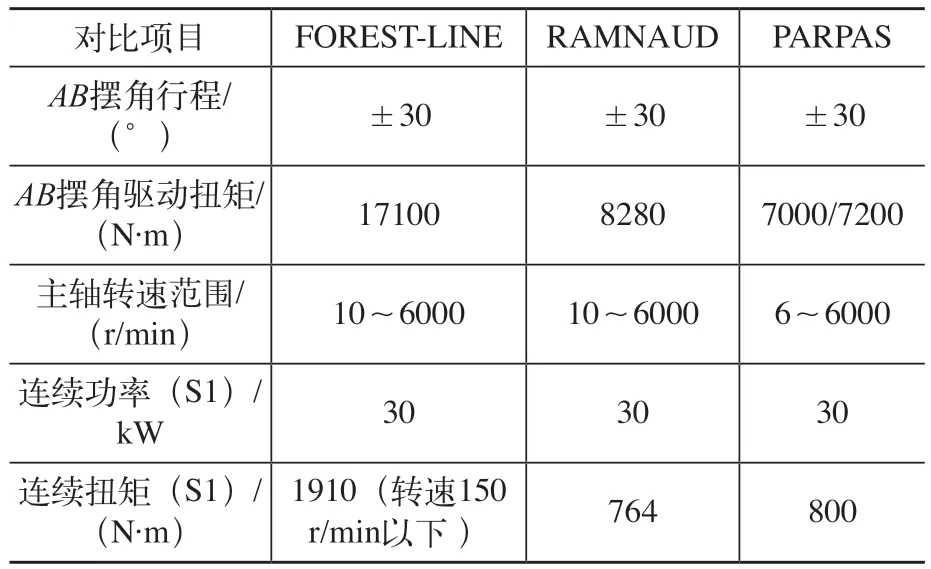
表1 国外几款AB摆角头技术参数对比
国内一些机床企业也开发出了AB摆角头机床产品,但是技术成熟度、可靠性以及特定种类飞机结构件加工的针对性和适应性不够,基本处于能用,距离适用、好用还有一定差距。此外很多用户也对国产AB摆角铣头的性能水平不够信任,不愿承担风险,首选还是国外AB摆角机床,即便是出于自主可控等政策要求采购国产产品,价格也是低得可怜,导致很多机床厂不愿意投入资源对AB摆角头进行深入研究。
本文研究的AB摆角铣头是在国家科技重大专项课题“数控机床双摆角铣头关键技术研究及应用示范”的支持下,深入挖掘用户使用需求,细分加工对象的结构和工艺特点,分析现有国内外AB摆角铣头的结构特点和应用情况,开发出适用、可靠及高效的AB摆角头产品,并配套数控机床在典型航空结构件批量加工中示范应用。
3 加工对象分析
现代飞机构造中,结构件构成了飞机的骨架,是飞机的主要承力件,其特点是结构复杂、精度要求高和比强度大,绝大部分飞机结构件需要数控加工而成。肋、框和梁类零件是飞机结构件的典型代表(见图3),双面薄壁槽腔类结构材料去除率大(90%以上),腹板、缘条、筋条高度不等成台阶状且带有气动外形,具有开闭角结构,需五轴联动加工,加工精度和表面质量要求高[1,2]。这些结构件主要由钛合金、不锈钢和铝合金材料制成,其中以钛合金结构件最难加工,加工工时最长。钛合金具有比强度高、耐蚀性好和耐高温等优点,但是钛合金的高温强度特性意味着在切削温度下具有高的硬度和刚度[3],加工时需要更大的切削力,这就决定了加工设备要具有足够的刚性和驱动扭矩。
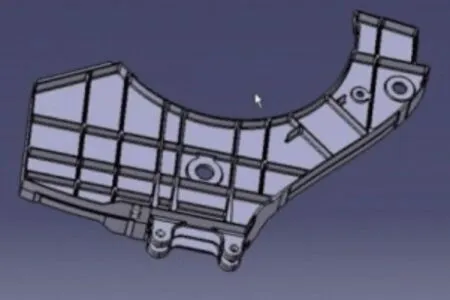
图3 典型飞机结构件
AB摆角铣头具备主轴功率和扭矩大、摆角刚性和扭矩足的特点,可以满足钛合金、不锈钢类难加工材料大余量强力粗切削的要求。同时,由于飞机结构件多具有开闭角结构,最大开角和最大闭角一般在15°以内,而AB摆角结构较为直观、布局开敞,且易于获得大扭矩,铣头摆动范围可以覆盖绝大部分框、梁类等典型结构件的加工。所以未来航空工厂及其配套工厂对配置AB摆角铣头的机床有较大的需求。
4 AB摆角铣头结构设计优化
4.1 高刚性、大扭矩的AB摆角机构设计
由于AB摆角铣头主要加工对象为钛合金等难加工材料制成的飞机结构件,切削抗力大,这就要求摆角头具有非常高的摆角驱动扭矩和传动刚性。要获得充足的摆角扭矩,主要有两种方式,一种是大型力矩电动机直接驱动,无传动间隙,精度高、速度快,但这种方式由于没有变速,很难获得特别高的输出扭矩,最大一般只能做到三四千牛米,更大规格的力矩电动机基本属于非标定制产品,不仅成本陡增,其较大的结构尺寸和质量导致很难在AB摆角上布置,所以一般AB摆角铣头基本不采用力矩电动机驱动摆角运动。另一种方式是用普通的伺服电动机通过多级变速来实现大扭矩输出,这种方式性价比高,通过合理的传动和速比设计很容易实现非常高的扭矩驱动,可以达到几万牛米,满足钛合金强力切削对摆角扭矩的需求。
目前,回转驱动的机械传动形式最常见的是齿轮传动和蜗轮蜗杆传动。齿轮传动可传递空间任意轴间的运动和动力,有开式、闭式结构,转动平稳,适应范围广(传递速度、功率范围都大),寿命长,效率高。但是单级传动速比较小,一般<8,如果要获得大速比需采用多级传动或行星传动的齿轮箱,结构尺寸大,齿轮齿圈结构单级虽然也能获得较大速比,受齿圈直径过大的影响,一般在大规格转台上用于回转传动,而在摆角机构上基本采用齿轮配对弧形齿条实现小范围摆动。蜗轮蜗杆传动的优势是单级速比较大,动力传动中传动比一般为8~80,结构紧凑,为多齿啮合传动,故传动平稳、噪声很小。两轮啮合齿面间为线接触,具有很高的承载能力,具备自锁功能,但传动效率相对较低。
国际上也有一些机床厂商在回转运动设计中采用一种凸轮式传动机构。凸轮式传动机构主要由凸轮、凸轮滚子和回转从动件组成,凸轮滚子在回转从动件圆周方向径向均匀排列,凸轮为螺旋状,作为主动轮并与凸轮滚子相啮合,从而带动回转从动件做回转运动。凸轮式传动机构避免了一般蜗轮蜗杆传动机构因磨损而造成的精度降低,并且在啮合过程中,凸轮滚子和凸轮两侧面曲面存在预载,消除了反向间隙,提高了整个机构的精度和刚度。同时,凸轮滚子采用了滚针支撑,由滚动代替普通啮合时的滑动摩擦,有效避免了磨损对运行精度的影响,使整个传动机构更可靠,效率更高。但是,由于凸轮型面复杂,加工工艺难度较大,所以目前我国凸轮传动机构的生产水平与国外的差距较大,凸轮传动机构主要靠进口,受到出口限制和价格因素的严重制约,因此,该传动方式不在考虑范围内。
3种传动机构实体如图4所示。
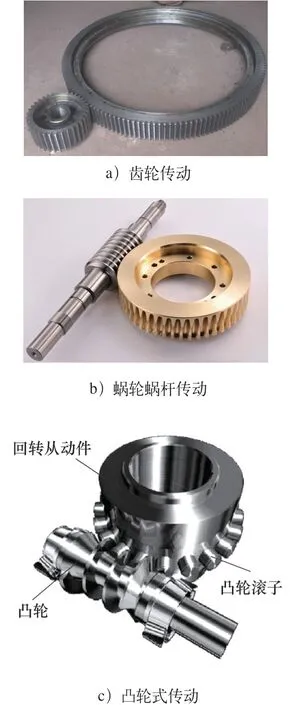
图4 3种传动机构实体
通过以上对比,任何一种单独的传动方式都很难满足AB摆角铣头大扭矩驱动所需要的大速比要求,需采用集中的组合方式,同时要兼顾结构紧凑,大负载传动平稳,便于安装调整及维护,高性价比。经综合分析,最终确定了AB摆角铣头的驱动方案,总体结构如图5所示。
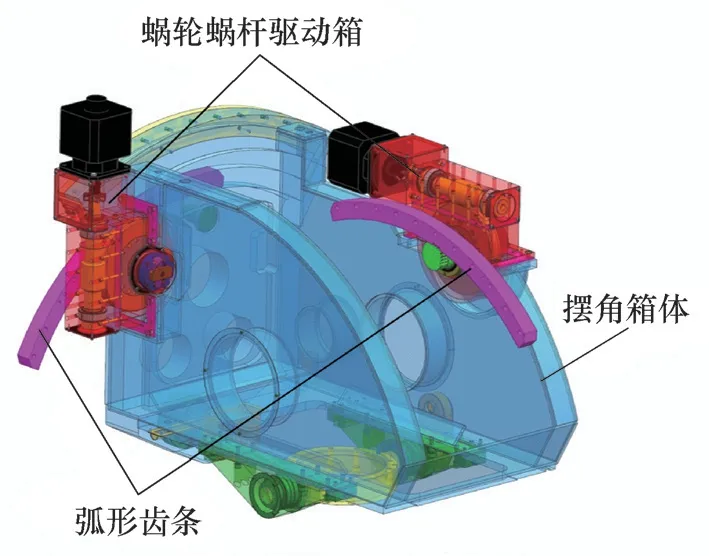
图5 AB摆角铣头结构
AB摆角铣头驱动采用伺服电动机驱动蜗轮蜗杆箱变速増扭,并通过其输出齿轮与大直径弧形齿条啮合进一步放大扭矩,来实现AB摆角机构的大扭矩驱动,传动链速比>1000,驱动扭矩27000N·m以上。摆角头结构采用模块化设计,AB摆角驱动箱为通用独立部件,降低加工、检验、装配和维护难度和成本,提高产品的可靠性和稳定性,便于产品系列化。
AB摆角铣头驱动机构的传动环节由蜗轮蜗杆和齿轮弧形齿条两级构成。为了补偿因加工、装配和温度变化引起的尺寸变化,以防卡死,并为润滑油膜留出空间,齿轮和蜗轮蜗杆啮合传动时均留有侧隙,但侧隙的存在会导致反向运动时产生空程,影响传动精度和平稳性,需要对传动环节进行消隙设计,尽量减小或消除传动链的反向间隙。对于蜗轮蜗杆传动而言,双段式蜗轮蜗杆和双导程蜗轮蜗杆(见图6)消隙效果比较好,但承载能力和传动刚性相对普通单导程蜗杆较差,而且加工难度和价格也相对较高。
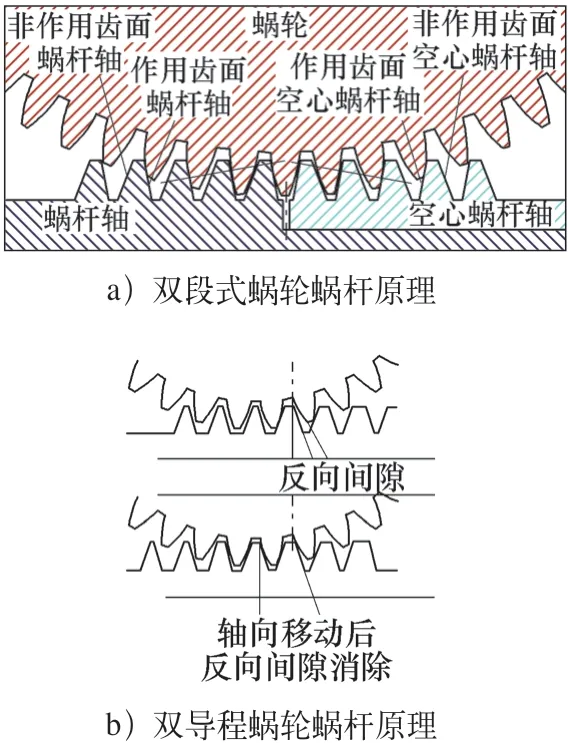
图6 双段式蜗轮蜗杆和双导程蜗轮蜗杆原理
经综合考虑分析,为了满足AB摆角铣头驱动大扭矩、高刚性、高承载和高可靠性的要求,兼顾性价比,确定采用传统的普通单导程蜗杆设计,通过配磨蜗杆箱和蜗轮箱体之间的隔垫来调整中心距,减小侧隙。驱动结构如图7所示。

图7 AB摆角铣头驱动结构
AB摆角铣头驱动的第二级为齿轮弧形齿条传动,也是侧隙较大的一环,所以也需要做消隙设计。通过弹簧形式的柔性调整可以实现自动补偿,但会影响传动平稳性,且这种调整方式结构复杂,传动刚性低,不满足AB摆角铣头要求的高刚性驱动。设计采用内外双齿轮轴,通过机构刚性调整两输出齿轮周向相对扭转错位,啮合时,双齿轮中的一个轮齿与相邻弧形齿条轮齿的受力面啮合,而双齿轮的另外一个轮齿与相邻轮齿的背面啮合,从而达到消除齿侧间隙的目的。
4.2 高刚性、大扭矩、高转速的齿轮传动机械主轴箱设计
主轴是直接参与加工的重要部件,目前数控机床广泛采用的主轴主要有电主轴和机械主轴两类。电主轴的优点是体积小、结构紧凑、功率密度大,直驱零传动、无极调速、转速高及动态性能好,随着高速、高效加工的理念深入人心,其应用越来越广泛,缺点是维护保养复杂、耐冲击性差及输出扭矩小,虽然国外一些机床厂如MCM、DMG MORI、Starrag等也采用了1000N·m以上的大规格电主轴配置在卧式加工中心上进行高温合金、钛合金等材料的加工,但也仅限于发动机机匣、叶盘等这些加工余量很少的发动机盘环件,对于飞机结构件这种大余量切除的粗加工适用性不强,且成本昂贵。而齿轮传动的机械主轴通过合理设计传动比,可以将扭矩做得很大,而且箱体式结构尺寸大,刚性更足,适合与结构开敞的AB摆角箱进行配套,机械主轴受切削振动和冲击影响相对电主轴不敏感,可靠性高。针对钛合金等难加工材料制成的飞机结构件加工尤其是大余量去除的粗加工,机械主轴的优势明显。所以本文研究的AB摆角铣头配置齿轮传动机械主轴。
钛合金等难加工材料飞机结构件加工,需要主轴箱具备足够的刚性和承载能力,这就要求主轴直径较大,主轴轴承尺寸也随之增大。为了增强加工适应性,还要兼顾铝合金结构件的加工,同时要求主轴具备高转速,大直径主轴在高转速下轴承发热会显著增加,需要通过合理的润滑、冷却和预紧设计来保证轴承高速运行时达到热平衡,轴承温度不能高于60℃,否则轴承寿命会大大降低,甚至有烧毁风险。
为了实现飞机结构件高速、高效加工,需要兼顾高刚性、大扭矩与高转速的双重特性。为了满足以上要求,设计时,需采用高性能、高功率电动机作为驱动源,但电动机直驱主轴无法获得较大扭矩,需要通过载荷传递能力较强的齿轮传动进行减速増扭来实现大扭矩驱动。为实现主轴的高转速,需要将主轴传动设计为两个挡位,高速挡通过齿轮增速来实现主轴高转速运行,低速挡通过齿轮减速来实现大扭矩。通过滑移换挡实现两组齿轮的分别传动。
根据上述设计思路,经过详细计算分析,机械主轴箱(见图8)最终设计如下:采用西门子高性能、高功率主轴电动机作为驱动源,经过一级精密齿轮传动变速,带动主轴旋转。齿轮变速机构由两组圆柱斜齿轮副组成,其中,主动齿轮作为滑移齿轮,通过滑移换挡实现两组齿轮的分别传动。主轴箱在低速挡工作时,具备大扭矩输出,适合钛合金等难加工材料的强力切削。高速挡传动时主轴扭矩随转速的升高略有下降,适合铝合金零件的高速轻载切削。
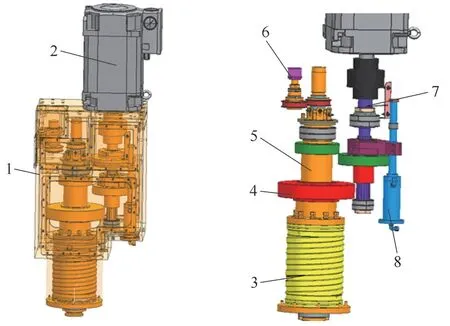
图8 机械主轴箱
5 结束语
通过对AB摆角铣头部件相关技术研究,完成了铣头部件的详细设计,研制出了性能稳定的AB摆角铣头产品并配套五轴机床(见图9),对其各项性能指标进行试验验证,包括AB摆角铣头的精度、静态刚度,主轴动平衡、振动、温度、噪声、拉刀力、功率、热膨胀以及S试件及其他典型零件的加工验证等(见图10、图11)。通过试验验证,各项指标满足设计要求。通过配套机床在用户处进行的实际加工验证,满足飞机钛合金零件加工需求,如图12所示。

图9 AB摆角铣头配套机床实体
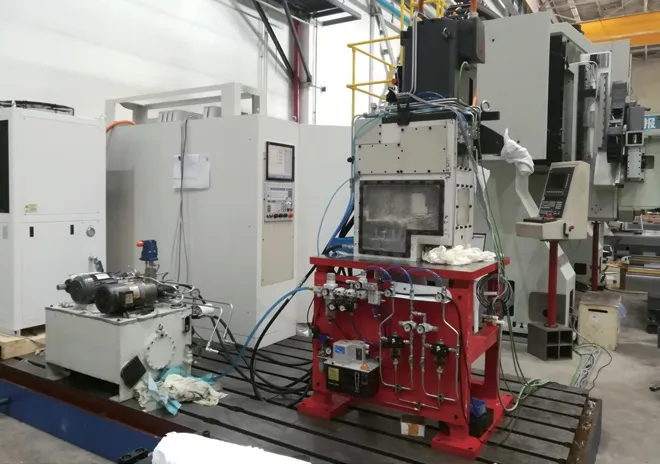
图10 AB摆角铣头运行测试

图11 AB摆角铣头加工测试
